Изобретение относится к станкостроению и может быть использовано в металлорежущих станках для поддержки нежестких деталей.
Известен способ обработки длинномерных деталей на фрезерном станке, при котором деталь неподвижно закрепляется на неподвижном столе, а инструмент имеет возможность перемещаться относительно детали и производить обработку различных пазов (авт. св. СССР N 1657284, кл. B 23 C 3/28 Б.И. 23/91).
Недостатком этого способа является необходимость дополнительной переустановки и выверки детали на столе, если длина детали превышает длину стола станка.
Известен способ обработки пазов в длинномерных деталях на горизонтально-фрезерном станке, согласно которому обрабатываемая деталь вводится и перемещается в отверстии центрирующей втулки, неподвижно закрепленной с помощью основания и стойки на столе станка и имеющей паз для доступа инструмента (авт. св. СССР N 1669640, кл. B 23 C 3/28 Б.И. 30/91).
Данный способ обработки длинномерных деталей на фрезерных станках взят нами за прототип для заявляемого способа.
Недостатком этого способа является возможность только "ручной" подачи детали, так как описанная схема обработки предполагает одновременную неподвижную установку центрирующей втулки как относительно стола станка, так и относительно обрабатывающего инструмента, что исключает возможность какого-либо перемещения стола как при механической подаче детали, так и ручной подаче, то есть деталь можно передвигать в процессе обработки только руками. По этой причине описанный способ рекомендуется применять для обработки деталей только из легкообрабатываемых материалов при незначительных силах резания.
Известно устройство для поддержания длинных нежестких вращающихся заготовок при обработке, один конец которых закреплен в цанге, а другой опирается на поддерживающую втулку, которая установлена на направляющих станины станка и имеет возможность горизонтального перемещения соосно обрабатываемой заготовке (заявка Великобритания N 2230726, опублик. 31.10.90).
Данное устройство взято нами за прототип для заявляемого устройства.
Известное устройство дает возможность обрабатывать только концы тел вращения.
Недостатком известного устройства является невозможность его использования при фрезеровании длинных, нежестких, в том числе невращающихся деталей различного профиля по всей их длине.
Задачей создания изобретения является сокращение числа переустановок и выверок длинномерных деталей, длина которых превышает рабочую длину стола станка, и обработка их механическим путем.
Задача решается с помощью существенных признаков, указанных в п. 1 и 2 формулы изобретения.
Известен способ обработки длинномерной детали, включающий установку конца детали в поддерживающем элементе, последующее ее закрепление и перемещение при обработке относительно поддерживающего элемента и обрабатывающего инструмента (общие с прототипом признаки), и необрабатываемый конец детали закрепляют в зажимном элементе, установленном на подвижном столе станка, причем после обработки детали на первый отрезок длины, деталь освобождают в зажимном элементе, который затем при неподвижной детали перемещают вместе со столом станка в направлении, противоположном направлению рабочей подачи стола, затем деталь вновь зажимают в зажимном элементе и производят обработку детали на следующий отрезок длины (отличительные признаки).
Предлагаемый способ осуществим с помощью устройства, существенные признаки которого указаны в п. 2 формулы изобретения.
Общих с прототипом устройство для поддержки детали при обработке на станке, содержащее поддерживающий элемент, выполненный, например, в виде втулки, установленной на станке с возможностью перемещения, и зажимной элемент, и отличительных механизм перемещения поддерживающего элемента выполнен в виде поворотного кронштейна, неподвижно закрепленного в подвешенном состоянии на направляющих хобота станка, а поддерживающий элемент размещен в каретке, которая подвижно установлена на вертикальных направляющих кронштейна с возможностью фракции между копиром, закрепленным на столе станка, и регулируемым упором, установленным на кронштейне.
Выполнение механизма перемещения в виде поворотного кронштейна позволяет осуществлять настройку всего устройства на обработку поверхностей деталей, требующих поворота стола станка.
Размещение кронштейна на направляющих хобота станка позволяет перемещать все устройство по направляющим, и совместно с поворотом, обеспечивает настройку соосности поддерживающего элемента и обрабатываемой детали в горизонтальной плоскости.
Размещение поддерживающего элемента в каретке, установленной подвижно на вертикальных направляющих кронштейна, позволяет осуществлять врезание и отвод инструмента при обработке детали, а также обеспечивает настройку соосности поддерживающего элемента и детали в вертикальной плоскости.
Возможность фиксации каретки с поддерживающим элементом между копиром и регулируемым упором позволяет осуществлять поддержку детали непосредственно в зоне обработки, что исключает возможность появления значительных вибраций в процессе резания.
На фиг.1 показан общий вид устройства; на фиг.2-6 последовательно обработки паза в длинномерной детали по предлагаемому способу.
Устройство содержит механизм перемещения поддерживающего элемента, выполненного в виде кронштейна 1, который неподвижно закреплен в подвешенном состоянии на направляющих 2 неподвижного хобота 3 станка 4. На вертикальных направляющих 5 кронштейна 1 подвижно установлена каретка 6, на которой неподвижно закреплен поддерживающий элемент 7. Каретка 6 взаимодействует с копиром 8, который жестко закреплен на столе 9 станка 4. Перемещение каретки 6 ограничивается регулируемым упором 10, который установлен на кронштейне 1.
Необрабатываемый конец детали 11 закрепляют в зажимном элементе 12. Обрабатывающий инструмент 13 закреплен на оправке 14, установленной в шпинделе 15 станка 4 и поддерживаемой серьгой 16. Направляющие 17 и 18 станка 4 служат соответственно для перемещения стола 9 станка 4 в горизонтальном и вертикальном направлениях.
Приведенное устройство является универсальным и обеспечивает поддержку деталей при различных схемах их обработки на горизонтально-фрезерных станках и может быть использовано в практике различными путями.
Ниже приводится один из примеров работы устройства при фрезеровании длинных прямых шпоночных пазов.
Устройство работает следующим образом.
Перед обработкой один конец детали 11 закрепляется в зажимном элементе 12, а другой вставляется в поддерживающий элемент 7. При этом стол 9 с копиром 8, находится в опущенном состоянии и между кареткой 6 и упором 10 образуется зазор за счет движения каретки 6 вниз по направляющим 5 под воздействием собственного веса и веса детали. Указанный зазор между упором 10 и кареткой 6 обеспечивает такой же зазор между обрабатываемой поверхностью детали 11 и инструментом 13, который неподвижно закреплен на оправке 14, установленной в шпинделе станка 15 и поддерживаемой серьгой 16. При подъеме стола 9 по вертикальным направляющим 18 станка 4 копир 8 перемещает вверх каретку 6 с поддерживающим элементом 7 и деталью 11 до величины необходимого врезания инструмента 13 в деталь 11 через окно (на чертежах не показано), выполненное в поддерживающем элементе 7. Величина врезания регулируется упором 10. При врезании каретка 6 с поддерживающим элементом 7 жестко фиксируется (зажимается) между копиром 8 и упором 10, при этом расположение оси симметрии профиля отверстия поддерживающего элемента 7 за счет предварительной настройки упора 10 и всего устройства в целом совпадает с расположением оси симметрии профиля обрабатываемой детали 11, что обеспечивает центрирование детали 11. После выполнения описанных выше переходов включается продольная подача стола 9 по направляющим 17 и происходит обработка детали 11 на необходимую длину. При этом каретка 6, соответственно с поддерживающим элементом 7, на протяжении всего процесса обработки находится в неподвижном, поджатом состоянии и контактирует с копиром 8, который перемещается вместе со столом 9 и непрерывно поджимает каретку 6 у упору 10, обеспечивая таким образом непрерывную подложку детали 11 непосредственно в зоне обработки и исключая таким образом появление вибраций. Необходимая длина обработки за один проход обеспечивается длиной копира 8.
Данное устройство обеспечивает надежную поддержку деталей различной формы периодического профиля, а также обработку поверхностей детали, требующих вращения и разворота стола, включая и винтовые поверхности, при этом кронштейн 1 поворачивается вокруг оси A на угол, равный углу поворота стола 9 вокруг оси B.
При обработке в предлагаемом устройстве деталей различной формы применяются поддерживающие элементы 7 соответствующей конструкции.
Данное устройство прошло испытания на производстве с использованием в полном объеме всех существенных признаков, изложенных в предлагаемой формуле изобретения, и обеспечивает получение технического результата, указанного в заявке.
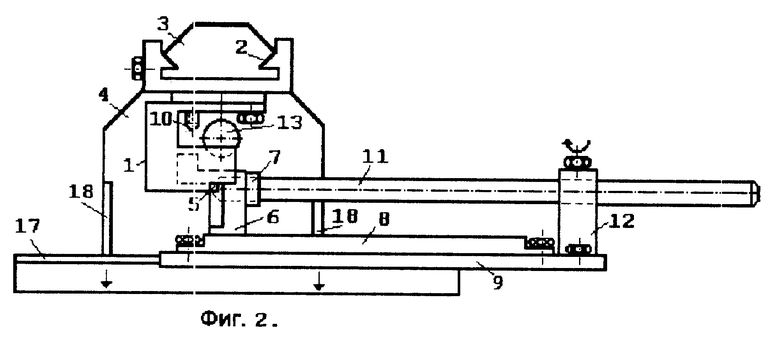
Процесс обработки длинномерных нежестких деталей проводят следующим образом (фиг.2-6).
Перед обработкой детали 11 стол 9 станка 4 опускают вниз по вертикальным направляющим 18 до образования достаточного зазора между обрабатываемой поверхностью детали 11 и инструментом 13 (фиг.2).
Один конец детали, подлежащий обработке, устанавливают в поддерживающий элемент 7, а другой, необрабатываемый конец закрепляют в зажимном элементе 12 (фиг.2).
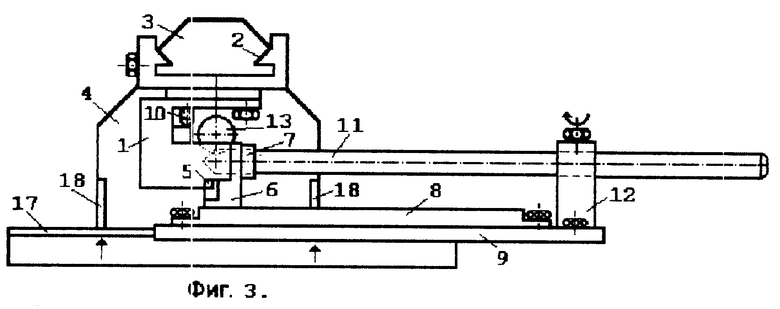
Врезание инструмента 13 в деталь 11 осуществляют путем подъема стола 9 по вертикальным направляющим 18 станка 4 (фиг.3). При подъеме стола 9 поднимается копир 8, который перемещает вверх каретку 6 по вертикальным направляющим 5 кронштейна 1 вместе с поддерживающим элементом 7 и деталью 11 до врезания инструмента 13 на необходимую величину. При этом каретка 6 упирается в регулируемый упор 10 и фиксируется между упором 10 и копиром 8.
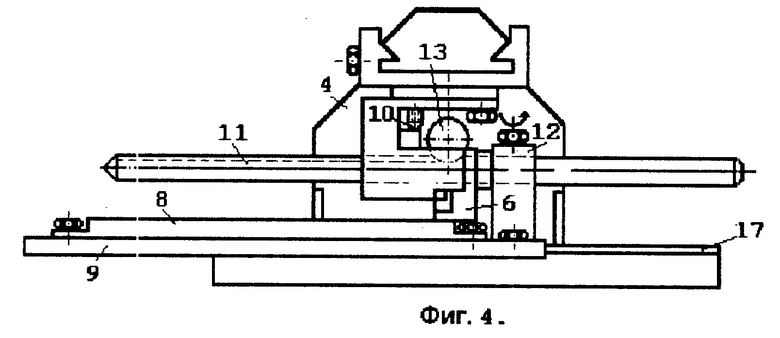
Включают рабочую подачу стола 9, после чего стол 9 перемещается по продольным направляющим 17 станка 4, и производят обработку паза детали 11 на длину, равную длине копира 8, который на всей длине обработки детали 11 поджимает каретку 6 к упору 10 и тем самым надежно поддерживает деталь непосредственно в зоне обработки (фиг.4).
После обработки детали 11 на длину, равную длине копира 8, выключается продольная подача стола 9 и вращение инструмента 13 (фиг.4).
Деталь 11 освобождают в зажимном элементе 12 (фиг.4).
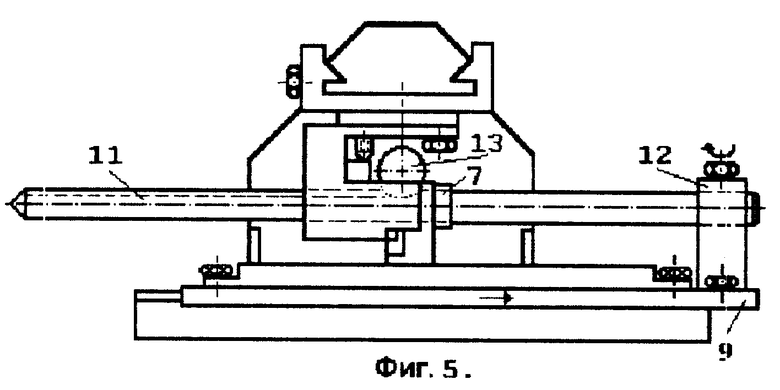
Включают ускоренную продольную подачу стола 9 на холостом ходу в направлении, противоположном направлению рабочей подачи. При этом стол 9 возвращают в исходное положение до начала обработки, а деталь 11 удерживается поддерживающим элементом 7 и инструментом 13, который из зацепления с деталью не выводят (фиг.5).
В исходном положении стола 9 деталь 11 вновь зажимают в зажимном элементе 12 (фиг.5).
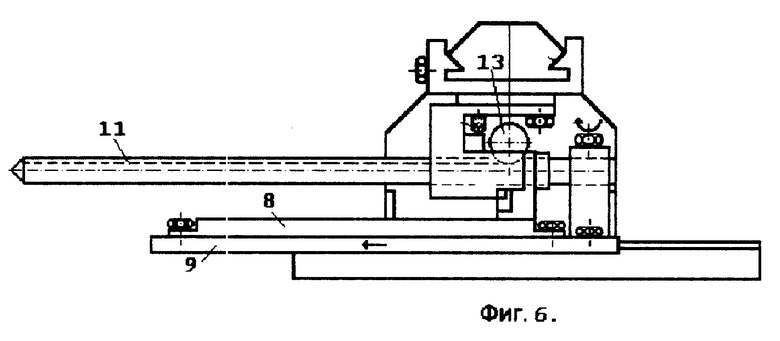
Включают главное движение (вращение) инструмента 13 и включают рабочую подачу стола 9. Таким образом производят обработку детали 11 на следующий отрезок длины, равной или меньшей длине копира 8 (фиг.6).
Затем переходы, описанные и изображенные на фиг.4-6, повторяют, обеспечивая обработку детали практически неограниченной длины, многократно превышающей рабочую длину стола 9 станка 4.
Предлагаемый способ обработки длинномерных деталей можно охарактеризовать как способ обработки детали "методом перехвата".
Перехват включает в себя: отжим детали 11 в зажимном элементе 12, после обработки детали на первый отрезок длины (фиг.4); возврат стола 9 вместе с зажимным элементом 12 по направлению к исходной позиции (фиг.5), при остающейся неподвижной детали 11; последующий зажим (захват) детали 11 в зажимном элементе 12 на расстоянии, отстоящем от места первого зажима на заданную величину (фиг.5); обработку детали на следующий отрезок длины (фиг.6).
Предлагаемый способ обработки длинномерных деталей не требует многочисленных установок и выверок детали на станке и позволяет обработать деталь на всю длину с одной установки.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАМНЕОБРАБАТЫВАЮЩИЙ СТАНОК НА АЭРОСТАТИЧЕСКИХ ОПОРАХ | 2007 |
|
RU2347676C2 |
| Станок для электроимпульсной обработки | 1973 |
|
SU486888A1 |
| СПОСОБ КОПИРОВАЛЬНОЙ ОБРАБОТКИ, КОПИРОВАЛЬНЫЙ ТОКАРНО-ФРЕЗЕРНЫЙ СТАНОК "КТФ-1 МЕК" | 2007 |
|
RU2368484C2 |
| Способ обработки резанием нежестких длинномерных вращающихся деталей и устройство для его осуществления | 1982 |
|
SU1049191A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| Станок для обработки кромки пера лопаток | 1980 |
|
SU1039698A1 |
| Способ обработки криволинейных поверхностей деталей методом копирования | 1979 |
|
SU856752A1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ И ЗАКРЕПЛЕНИЯ НА СТОЛЕ МЕТАЛЛОРЕЖУЩЕГО СТАНКА ДЛИННОМЕРНОЙ ДЕТАЛИ | 2002 |
|
RU2226145C2 |
| СТАНОК ФРЕЗЕРНЫЙ МНОГОШПИНДЕЛЬНЫЙ | 2011 |
|
RU2461450C1 |
| Станок для обработки деталей | 1977 |
|
SU682355A1 |
Использование: изобретение относится к станкостроению и может быть использовано в металлорежущих станках для поддержки нежестких деталей, длина которых превышает рабочую длину стола станка. Сущность изобретения: по данному способу обработки длинномерных нежестких деталей конец детали устанавливают в поддерживающем элементе, а необрабатываемый конец детали закрепляют в зажимном элементе 12, установленном на подвижном столе 9 станка, после обработки детали 11 на первый отрезок длины деталь освобождают в зажимном элементе 12, который затем при неподвижной детали перемещают вместе со столом 9 в направлении, противоположном направлению рабочей подачи стола 9, затем деталь вновь зажимают в зажимном элементе 12 и производят обработку детали на следующий отрезок длины. Для осуществления данного способа применяют устройство, механизм перемещения поддерживающего элемента которого выполнен в виде поворотного кронштейна 1, неподвижного закрепленного в подвешенном состоянии на направляющих 2 хобота 3 станка, а поддерживающий элемент размещен в каретке 6, которая подвижно установлена на вертикальных направляющих 5 кронштейна 1 с возможностью фиксации между копиром 8, закрепленным на столе 9, и регулируемым упором 10, установленным на кронштейне 1. 2 с.п. ф-лы, 6 ил.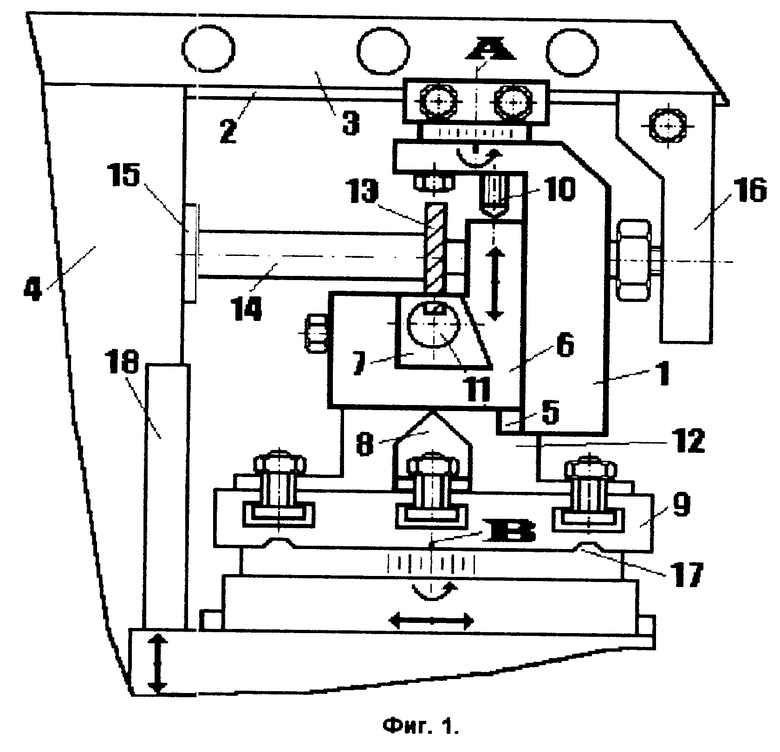
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 1669640, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| GB, заявка, 22307026, кл | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |

