Изобретение относится к машиностроению, в частности к оснастке шлифовальных станков.
Изобретение решает задачу формирования аксиально смещенного режущего слоя на шлифовальном круге.
Это достигается тем, что устройство для формирования аксиально смещенного режущего слоя на шлифовальном круге выполнен в виде консольной оправки с эксцентрично смещенным торцовым выступом и сопряженной с ним муфты, к которой с эксцентриситетом e, определяемым по формуле:
е = 0,5sin(α)•(H-D•tg(α)),
где
H - высота шлифовального круга, мм;
D наружный диаметр шлифовального круга, мм;
α - угол аксиально смещенного режущего слоя шлифовального круга;
прикреплен одним торцом фланец, имеющий расположенный под углом α/2 второй торец и выполненное с эксцентриситетом e отверстие со сферической поверхностью, в котором установлена ось с шаровым наконечником, фиксируемая на фланце с помощью косой шайбы с торцами, расположенными под углом α/2 друг к другу, и предназначенная для крепления на ней шлифовального круга.
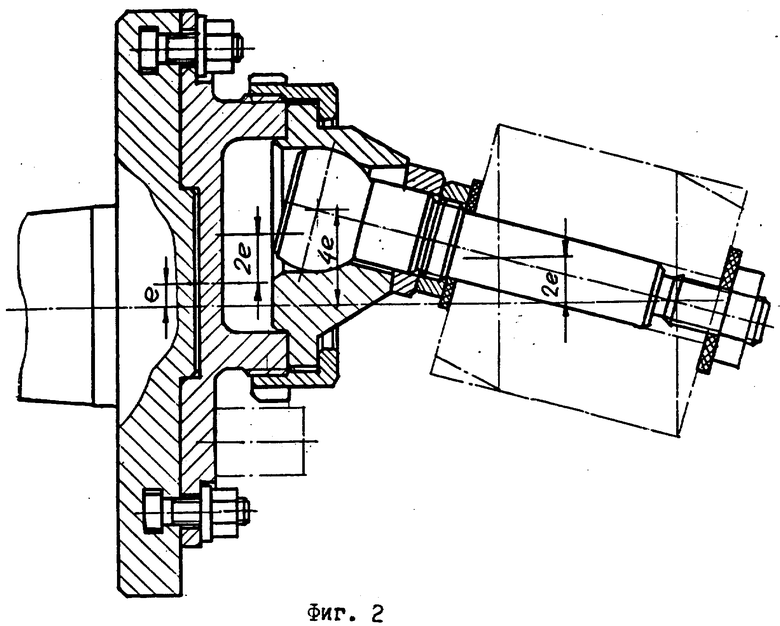
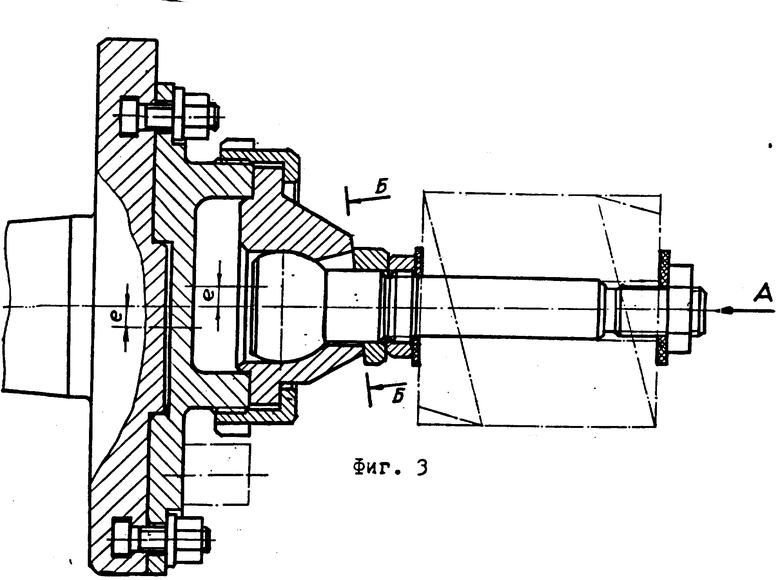
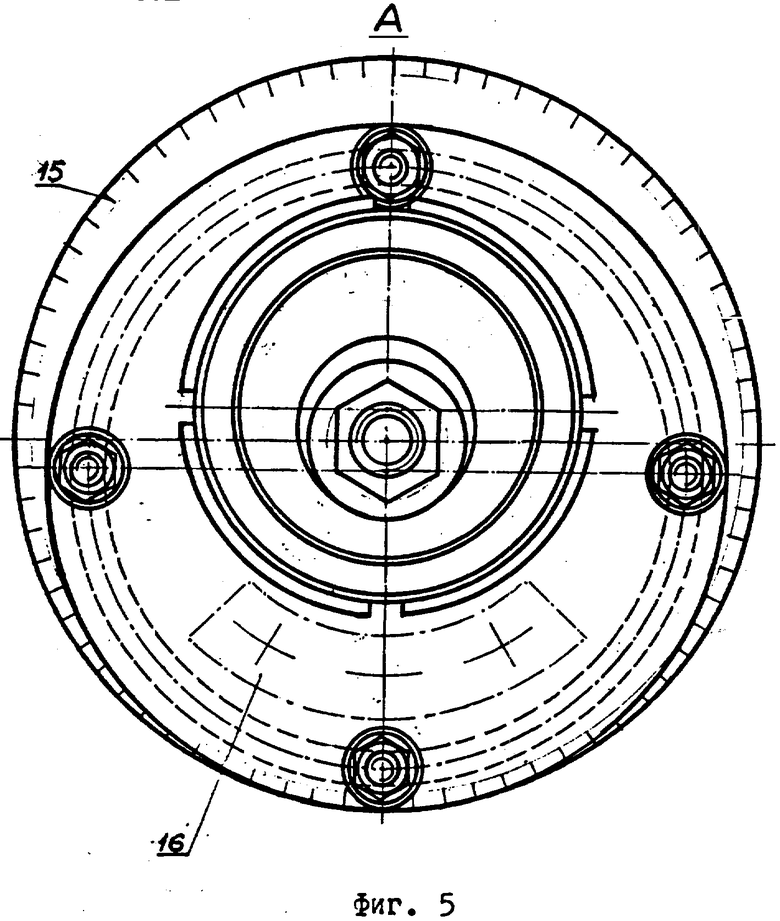
На фиг. 1 изображено устройство с его наладкой на формирование одного торца; на фиг. 2 - с наладкой на формирование другого торца; на фиг. 3 - наладка с нулевым углом наклона оси; на фиг. 4 - сечение Б-Б фиг.3; на фиг. 5 - вид А на фиг.3.
Устройство состоит из корпуса 1 (фиг.1) в виде оправки с фланцем, которая устанавливается в шпинделе станка.
Рабочий торец корпуса 1 имеет выступ 2 и круговой направляющий T-образный паз 3, эксцентрично смещенные на величину e относительно оси оправки.
Муфта 4, выполненная в виде двухступенчатого диска, имеет на каждом торце глухие отверстия, оси которых смещены друг относительно друга на величину 2e. Большим торцом муфта 4 крепится к корпусу 1 пазовыми быстросъемными болтами 5, расположенными в круговом T-образном пазу 3 корпуса 1, и шестигранными гайками 6. Базирование муфты 4 на корпусе 1 осуществляется выступом 2.
Меньшая ступень муфты 4 имеет наружную резьбовую поверхность для накидной гайки 7, крепящий фланец 8, который базируется своим буртиком 9 в глухом отверстии муфты 4.
В эксцентрично смещенном на величину e относительно буртика 9 сферическом отверстии фланца 8 установлена ось 10 с шаровым наконечником. Величина эксцентриситета определяется по следующей зависимости:
е = 0,5sin(α)•(H-D•tg(α)),
где
H - высота шлифовального круга, мм;
D - наружный диаметр шлифовального круга, мм;
α - угол аксиально смещенного режущего слоя шлифовального круга.
Противоположный буртику 9 торец фланца 8 с отверстием для шарового наконечника оси 10 выполнен под углом α/2. . На оси 10 располагаются косая шайба 11 (с углом α/2 между торцами) для обеспечения необходимого угла наклона α и гайка 12 для фиксации последней в настроенном угловом положении.
Шлифовальный круг крепится на оси 10 с помощью шайб и гайки 13.
Устройство работает следующим образом. Сначала снимают шлифовальный круг с оси 10. Затем ослабляют гайку 12 и проворачивают косую шайбу 11 относительно неподвижного косого торца фланца 8. Это позволяет производить плавную регулировку угла наклона оси 10 в пределах от 0 до α. Отсчет угла наклона ведут по шкале 14 (фиг.4).
По окончании формирования левого торца шлифовального круга устройство необходимо переналадить в положение, показанное на фиг.2. Для этого необходимо муфту 4 провернуть относительно неподвижного корпуса 1 на угол 180o, предварительно отпустив гайки 6 на болтах 5. Угол поворота проверить по шкале 15. Далее, отпустив накидную гайку 7, проворачивают фланец 8 на 180o, т. е. возвращают его в исходное положение, которое он занимал первоначально (см. фиг.1).
В результате такой переналадки шаровый наконечник оси 10 окажется удаленным от оси вращения на 4e и правый торец шлифовального круга готов к формированию (см. фиг. 2). После установки необходимого угла наклона оси 10 и эксцентриситета производят балансировку известными методами и закрепляют груз 16. Формирование аксиально смещенного режущего слоя на шлифовальном круге методом обтачивания можно производить алмазным карандашом с одновременным применением продольной и поперечной подач или другими известными методами получения конических поверхностей.
Формирование аксиально смещенного режущего слоя на шлифовальном круге методом обкатывания можно производить фасонными коническими стальными дисками, звездочками, шариками и твердосплавными алмазными роликами с применением одной поперечной подачи.
Заявляемое техническое решение позволяет производить формирование специального режущего инструмента из стандартного путем применения различных способов правки, получать шлифовальные круги с любым острым углом наклона аксиально смещенного режущего слоя.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 1996 |
|
RU2111109C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1998 |
|
RU2146599C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ПРЕРЫВИСТОГО ШЛИФОВАЛЬНОГО КРУГА | 1999 |
|
RU2163534C1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ШЛИФОВАЛЬНОГО КРУГА | 1995 |
|
RU2100182C1 |
| СБОРНЫЙ ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ С АКСИАЛЬНО-СМЕЩЕННЫМ РЕЖУЩИМ СЛОЕМ | 2001 |
|
RU2205743C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1996 |
|
RU2093341C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОЙ АБРАЗИВНОЙ ОБРАБОТКИ | 1999 |
|
RU2164852C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2188118C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕГО ТЕХНОЛОГИЧЕСКОГО СРЕДСТВА | 1999 |
|
RU2171737C2 |
| УСТРОЙСТВО КРЕПЛЕНИЯ ШЛИФОВАЛЬНЫХ КРУГОВ | 1997 |
|
RU2129948C1 |

Устройство предназначено для формирования аксиально смещенного режущего слоя на стандартном шлифовальном круге. Оно выполнено в виде консольной оправки с эксцентрично смещенным торцовым выступом, на котором установлена муфта, сопряженная с ним и изменяющая ориентацию собственной оси. К муфте эксцентрично с эксцетриситетом е = 0,5•sin(α)•(H-D•tg(α)), где Н - высота шлифовального круга, мм; D - наружный диаметр шлифовального круга, мм; α - угол аксиально смещенного режущего слоя шлифовального круга, одним торцом прикреплен фланец, имеющий второй торец, расположенный под углом α/2, и центральное с эксцентриситетом е отверстие со сферической поверхностью. В отверстие фланца вставлена ось с шаровым наконечником, фиксируемая на фланце с помощью косой шайбы с торцами, расположенными под углом α/2 друг к другу. Шлифовальный круг установлена на оси и закреплен гайкой через шайбу. Устройство позволяет формировать аксиально смещенный режущий слой на шлифовальном круге с любым острым углом его наклона. 5 ил.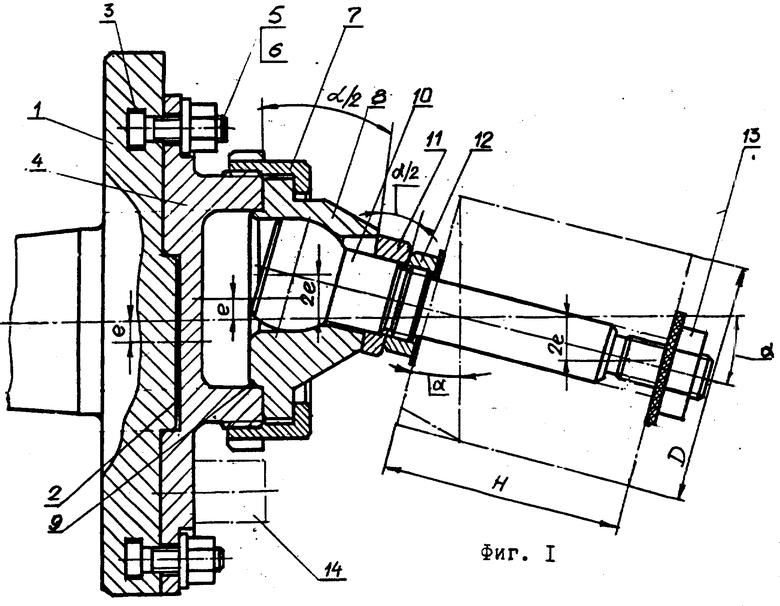
Устройство для формирования аксиально смещенного режущего слоя на шлифованном круге, характеризующееся тем, что оно выполнено в виде консольной оправки с эксцентрично смещенным торцовым выступом и сопряженной с ним муфты, к которой с эксцентриситетом e, определяемым по формуле
e=0,5•sin(α)•(H-D•tg(α)),
где
H - высота шлифовального круга, мм,
D - наружный диаметр шлифовального круга, мм,
α- угол аксиально смещенного режущего слоя шлифовального круга, прикреплен одним торцом фланец, имеющий расположенный под углом α/2 второй торец и выполненное с эксцентриситетом e отверстие со сферической поверхностью, в котором установлена ось с шаровым наконечником, фиксируемая на фланце с помощью косой шайбы с торцами, расположенными под углом α/2 друг к другу, и предназначенная для крепления на ней шлифовального круга.
| Шпиндельный узел шлифовального станка, снабженного прибором правки | 1980 |
|
SU929421A1 |
| Устройство для правки шлифовального круга | 1986 |
|
SU1397263A1 |
| Станок для обработки дисковых изделий | 1989 |
|
SU1684003A2 |
| СПОСОБ ПОЛУЧЕНИЯ ПЛАСТИНЫ ДЛЯ ТОНКОСЛОЙНОЙ ХРОМАТОГРАФИИ | 1998 |
|
RU2139533C1 |
