Изобретение относится к машиностроению и может быть использовано при ремонте гидравлических двигателей, используемых в различных отраслях промышленного производства, например в подъемно-транспортных машинах - гидравлических кранах-манипуляторах.
Известен способ ремонта корпусов шестеренных насосов, включающий операции разборки, дефектовки, замены уплотнений и подшипников и восстановление сопрягаемых с валами опорных поверхностей корпусных деталей полимерным композиционным покрытием, содержащее расточку, обезжиривание и нанесение покрытия, запрессовку композита с одновременным вакуумированием, последующую сушку и окончательную финишную обработку под требуемые посадки (патент РФ №2102214, БИ №2, 1998).
Известный способ ремонта обеспечивает требуемое качество отремонтированных изделий, но требует полного покрытия всей внутренней проточной части, что вызывает большое количество приспособлений и дополнительных технологических операций, совокупность которых определяет большую трудоемкость выполнения ремонта.
Наиболее близким по технической сущности и достигаемому результату является способ ремонта гидравлических двигателей, включающий операции разборки, дефектовки, замены уплотнений и подшипников, восстановление сопрягаемых с валами опорных поверхностей корпусных деталей путем установки подшипников скольжения из армированного тканью антифрикционного материала со связующим на основе эпоксидной смолы с наполнителями, включающими графит и политетрафторэтилен, финишной обработки и сборки (Патент РФ №2238425. Опубл. 20.10.2004).
Недостатком известного способа является низкий уровень надежности эксплуатации отремонтированных гидравлических двигателей и сложность технологии выполнения ремонта. В данном способе установку подшипников скольжения выполняют вклеиванием, для чего растачивают место под посадку для обеспечения помещения клеевого слоя. Это значительно усложняет технологию ремонта.
Изобретение относится к машиностроению и может быть использовано при ремонте гидравлических двигателей, используемых в различных отраслях промышленного производства, например в подъемно-транспортных машинах - гидравлических кранах-манипуляторах.
Техническая задача, на решение которой направлено заявляемое изобретение, - обеспечение требуемого уровня надежности эксплуатации отремонтированных гидравлических двигателей и упрощение технологии выполнения ремонта.
Указанная техническая задача решается тем, что в известном способе ремонта, включающем операции разборки, дефектовки, замены уплотнений и подшипников, восстановление сопрягаемых с валами опорных поверхностей корпусных деталей путем установки подшипников скольжения из армированного тканью антифрикционного материала со связующим на основе эпоксидной смолы с наполнителями, включающими графит и политетрафторэтилен, финишной обработки и сборки, согласно изобретению, что установку подшипников скольжения осуществляют путем запрессовки, а для прочности посадки внешний слой подшипников скольжения выполняют с металлической оплеткой.
Указанная совокупность признаков позволяет придать объекту новые свойства и получить новый технический результат.
Выполнение процесса ремонта с установкой подшипников скольжения путем запрессовки позволяет повысить надежность и снизить затраты на технологию ремонта. Использование металлической оплетки во внешнем слое подшипников скольжения обеспечивает жесткость корпуса подшипника скольжения, что повышает надежность фиксации.
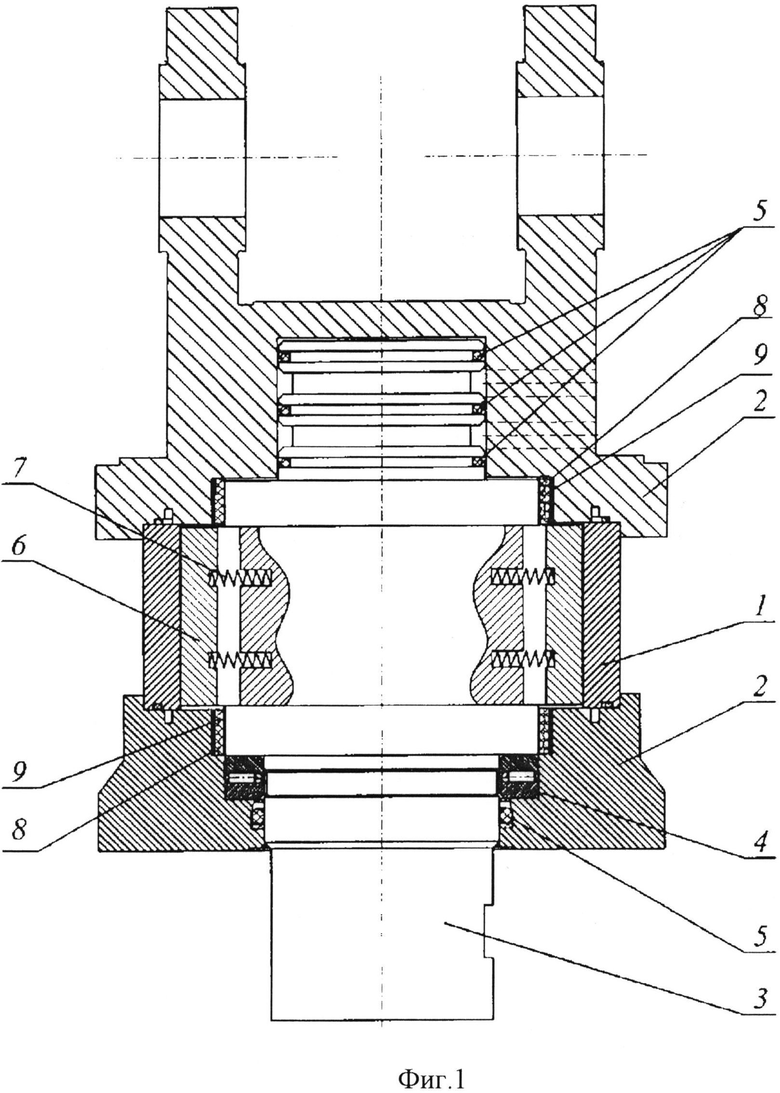
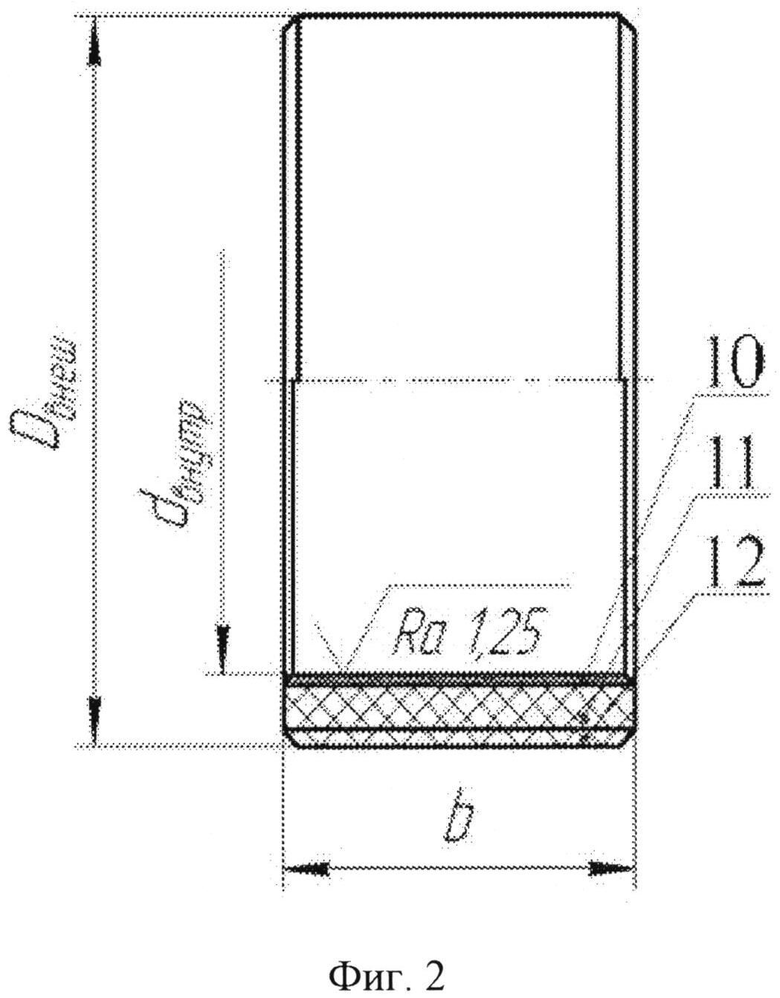
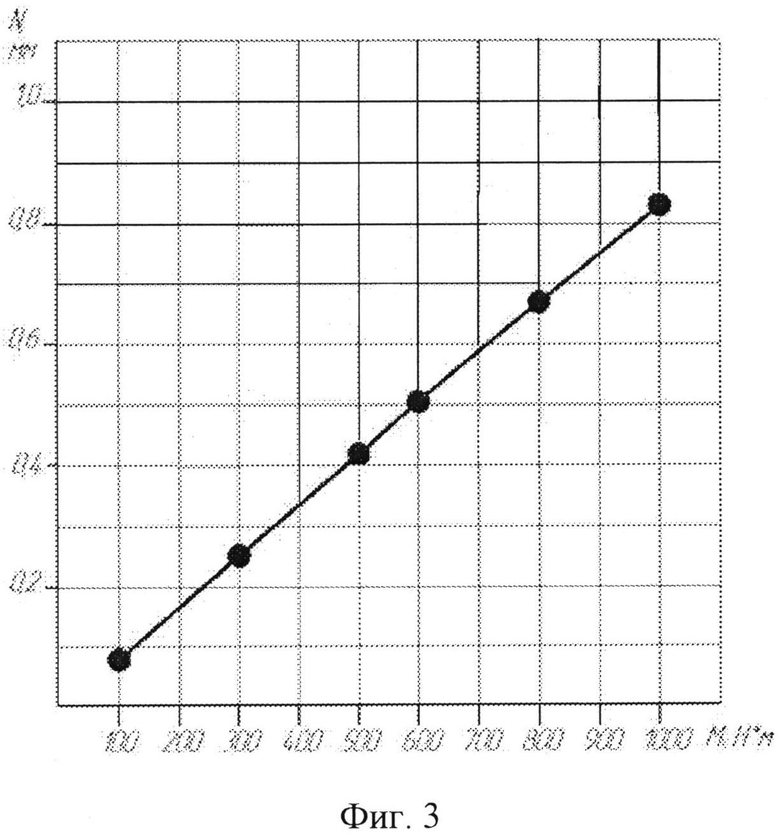
Сущность способа поясняется чертежами, где на фиг.1 показан разрез гидравлического двигателя (индексатора): на фиг.2 - общий вид подшипника скольжения; на фиг.3 - опорная кривая, являющаяся характеристикой зависимости момента от внешней нагрузки при вращении вала гидравлического двигателя от величины натяга при установке подшипников скольжения в корпусную деталь.
Способ ремонта гидравлических двигателей осуществляют следующим образом.
Выполняют операции разборки корпусов 1 и крышек 2, вынимают валы 3, упорные подшипники 4 и уплотнения 5, а также вынимают все внутренние подвижные элементы привода валов 3: пластины 6 с пружинами 7 в индексаторе (фиг.1). Проводят дефектовку уплотнений, подшипников и сопрягаемых с валами 3 опорных поверхностей корпусных деталей 8. Основной причиной отказов гидравлических двигателей наряду с гидроабразивным износом уплотнений 5 связан с поломкой упорных подшипников качения 4 под воздействием динамических осевых нагрузок - ударов, раскалывающих сепараторы подшипников 4. Осколки сепараторов подшипников качения шаржируют рабочие поверхности валов 3 и сопрягаемые с валами 3 поверхности опорных корпусных деталей 8, размещенных в корпусе 1 и крышках 2, вызывая повышенный износ и нарушение сопряжении и зазоров прежде всего в привальных областях. В результате этого увеличивается биение валов, повышается износ уплотнений, увеличиваются утечки, падает рабочее давление и снижаются крутящие моменты.
Выполняют восстановление изношенных опорных поверхностей корпусных деталей 8 полимерным покрытием. Затем производят установку в опорные поверхности корпусных деталей 8 подшипников скольжения 9. Установку осуществляют путем запрессовки подшипников скольжения 9, при этом натяг выбирают по опорной кривой, являющейся характеристикой зависимости момента, создаваемого при вращении вала при эксплуатации гидравлического двигателя от величины натяга при установке подшипников скольжения в корпусную деталь. Внешний слой подшипников скольжения 9 выполняют с металлической оплеткой 10, которая улучшает прочность посадки подшипника скольжения 9. Подшипник скольжения 9 имеет антифрикционный слой 11 и армирующий слой 12.
Затем выполняют операции финишной обработки подшипников скольжения 9 и сборки всех деталей конструкции гидравлических двигателей с соблюдением требуемых допусков и посадок. Забракованные уплотнения 5 и подшипники 4 при этом заменяют на новые.
Таким образом, установка подшипников скольжения путем запрессовки с гарантированным натягом, выбранным по опорной кривой, являющейся характеристикой момента от внешней нагрузки при вращении вала гидравлического двигателя от величины натяга при установке подшипников скольжения в корпусную деталь, обеспечивает длительный срок безотказной эксплуатации отремонтированных гидравлических двигателей за счет повышенной износостойкости сопрягаемых поверхностей опорных корпусных деталей с валами.
Пример реализации способа ремонта гидравлического двигателя с номинальным крутящим моментом Мк=500 Н*м. Выполняют операции разборки корпусов 1 и крышек 2, вынимают валы 3, упорные подшипники 4 и уплотнения 5, а также вынимают все внутренние подвижные элементы привода валов 3: пластины 6 с пружинами 7 в индексаторе (фиг.1). Проводят дефектовку уплотнений, подшипников и сопрягаемых с валами 3 опорных поверхностей корпусных деталей 8.
Выполняют восстановление изношенных опорных поверхностей корпусных деталей 8 полимерным покрытием, например Loctite® 3472. Для этого поверхности обезжиривают, наносят ремонтный состав Loctite® 3472 и после его полного отверждения производят механическую обработку с целью восстановления геометрических размеров сопряжения деталей 8 и 9.
Затем производят запрессовку в опорные поверхности корпусных деталей 8 подшипников скольжения 9. При этом натяг выбирают по кривой (фиг.3) следующим образом: номинальный момент на валу гидродвигателя Мк=500 Н*м, диаметр посадочного отверстия в детали 8-90 мм. На графике (фиг.3) на оси абсцисс находят значение Мк=500 Н*м, поднимаются вертикально до пересечения с опорной кривой, затем перпендикулярно движутся влево до пересечения с осью ординат. Все, что находится выше данного пересечения, и будет являться значением посадки, при которой подшипник гарантированно не провернет в посадочном отверстии. Значение посадки следует выбирать как можно ближе к минимальному значению с учетом погрешности мерительного инструмента. Таким образом, в нашем случае значение внешнего диаметра подшипника скольжения 9 будет 90,43±0,01 мм.
Затем выполняют операции финишной обработки подшипников скольжения 9 путем проточки «в размер» и сборки всех деталей конструкции гидравлических двигателей с соблюдением требуемых допусков и посадок. Забракованные уплотнения 5 и подшипники 4 при этом заменяют на новые.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕМОНТА ГИДРАВЛИЧЕСКИХ ДВИГАТЕЛЕЙ | 2013 |
|
RU2535107C2 |
| Способ ремонта гидравлических двигателей | 2017 |
|
RU2653896C1 |
| СПОСОБ РЕМОНТА ГИДРАВЛИЧЕСКИХ ДВИГАТЕЛЕЙ | 2003 |
|
RU2238425C1 |
| СПОСОБ РЕМОНТА ПОДШИПНИКОВОГО УЗЛА | 2004 |
|
RU2276000C1 |
| Способ восстановления изношенных деталей | 1990 |
|
SU1791090A1 |
| СПОСОБ РЕМОНТА ПОДШИПНИКОВОГО УЗЛА | 1998 |
|
RU2130372C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ И АВАРИЙНЫХ ПОСТЕЛЕЙ РАЗЪЕМНЫХ КОРПУСОВ ПОДШИПНИКОВ | 2008 |
|
RU2395378C2 |
| НЕПОДВИЖНОЕ СОЕДИНЕНИЕ ДЕТАЛЕЙ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 2004 |
|
RU2282066C2 |
| СПОСОБ РЕМОНТА ВЕДУЩИХ ДИСКОВ УЗЛА СЦЕПЛЕНИЯ СИЛОВОГО АГРЕГАТА | 2016 |
|
RU2623126C1 |
| ГЛАВНЫЙ ЦИРКУЛЯЦИОННЫЙ НАСОСНЫЙ АГРЕГАТ | 2016 |
|
RU2615039C1 |
Изобретение относится к машиностроению и может быть использовано при ремонте гидравлических двигателей, используемых в различных отраслях промышленного производства, например в подъемно-транспортных машинах - гидравлических кранах-манипуляторах. В способе выполняют операции разборки, дефектовки, замены уплотнений и подшипников, восстановление сопрягаемых с валами опорных поверхностей корпусных деталей путем установки подшипников скольжения из армированного тканью антифрикционного материала со связующим на основе эпоксидной смолы с наполнителями, включающими графит и политетрафторэтилен, финишной обработки и сборки, при этом установку подшипников скольжения осуществляют путем запрессовки, причем прочность посадки обеспечивают выполнением внешнего слоя подшипников скольжения с металлической оплеткой. Изобретение обеспечивает требуемый уровень надежности эксплуатации отремонтированных гидравлических двигателей и упрощает технологию выполнения ремонта. 3 ил.
Способ ремонта гидравлических двигателей, включающий операции разборки, дефектовки, замены уплотнений и подшипников, восстановление сопрягаемых с валами опорных поверхностей корпусных деталей путем установки подшипников скольжения из армированного тканью антифрикционного материала со связующим на основе эпоксидной смолы с наполнителями, включающими графит и политетрафторэтилен, финишной обработки и сборки, отличающийся тем, что установку подшипников скольжения осуществляют путем запрессовки, причем прочность посадки обеспечивают выполнением внешнего слоя подшипников скольжения с металлической оплеткой.
| СПОСОБ РЕМОНТА ГИДРАВЛИЧЕСКИХ ДВИГАТЕЛЕЙ | 2003 |
|
RU2238425C1 |
| СПОСОБ РЕМОНТА КОРПУСОВ ШЕСТЕРЕННЫХ НАСОСОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2102214C1 |
| DE 3934280 A1, 26.04.1990 | |||
| US 6344100 B1, 05.02.2002 | |||

