Изобретение относится к полуавтоматической и автоматической дуговой сварке плавящейся проволокой в среде защитных газов, в частности, к устройствам для импульсной подачи сварочной проволоки.
Известен механизм подачи сварочной проволоки [1], в котором имеется корпус, электромагнит, захват и зажим проволоки. Подача проволоки в зону сварки осуществляется за счет перемещения проволоки электромагнитом. Однако, малое усилие подачи проволоки зачастую не позволяет подавать проволоку в зону сварки, а малый шаг подачи проволоки не позволяет надежно захватить ее с помощью захвата. Поэтому устройство не получило промышленного использования.
За прототип взято устройство для импульсной подачи сварочной проволоки [2] , состоящее из корпуса, в котором установлен эластичный кольцевой полый элемент, в отверстии которого установлена цанга. Эластичный элемент заполнен сжатым защитным газом, и перемещение сварочной проволоки осуществляется за счет энергии сдутого защитного газа. Недостаток прототипа состоит в том, что после первого хода цанги регуляторы давления остаются в открытом состоянии и газ свободно вытекает из камеры в зону сварки и подача проволоки прекращается. Поэтому это устройство также не получило промышленного использования.
Цель изобретения - обеспечение бесперебойной подачи сварочной проволоки в зону сварки.
Сущность изобретения заключается в том, что в корпусе, содержащем захват и зажим сварочной проволоки, привод с камерой, заполненной сжатым защитным газом, дополнительно на приводе установлен подпружиненный клапан, на конце которого установлено устройство для мгновенного открывания и закрывания отверстия, выполненного в подвижной стенке камеры привода, образованной@ этой подвижной стенкой и неподвижной стенкой, соединенных между собой эластичным элементом.
Клапан выполнен в виде подпружиненного шарика, установленного в обойме.
Устройство для мгновенного открывания и закрывания отверстия в подвижной стенке камеры привода выполнено в виде постоянного магнита, установленного на обойму и взаимодействующую со стальной частью корпуса.
Эластичный элемент выполнен гофрированным. За счет энергии поступающего в камеру привода сжатого защитного газа подвижная стенка камеры привода перемещается в зону сварки и при приближении постоянного магнита к стальной части корпуса происходит мгновенное срабатывание клапана, отверстие в стенке камеры привода открывается, что позволяет резко уменьшить давление в камере привода и стенка камеры возвращается в исходное положение, при этом пружина клапана при движении в исходное положение, отрывает магнит от корпуса и происходит мгновенное закрывание отверстия. Циклы повторяются, обеспечивая бесперебойную подачу сварочной проволоки в зону сварки.
Совокупность существенных признаков, изложенных в формуле изобретения, является новой и отвечает критерию "изобретательский уровень".
На чертеже изображено предлагаемое устройство.
Устройство состоит из корпуса 1., выполненного из диэлектрического материала, в котором неподвижно установлен фланец 2., изготовленный из электромагнитного материала. Корпус 1. жестко связан с неподвижной стенкой камеры привода, выполненного в виде крышки З., на которой одной стороной герметично закреплен гофрированный эластичный элемент 4. Другая сторона гофрированного эластичного элемента 4. также герметично закреплена на подвижной стенке камеры привода, выполненного в виде фланца 5. из немагнитного материала. Во фланец 5. жестко установлен шток 6., имеющий канал для прохода сварочной проволоки 7. Один конец штока 6. проходит через крышку 3. и уплотняется сальником 8. В торец штока 6. ввернута втулка 9., которая принимает усилие пружины 10. , стремящейся через фланец 5. сжать гофрированный эластичный элемент 4. в осевом направлении.
Другой конец штока 6. скользит по направляющей 11. и в нем для свободного прохода защитного газа, выполнены пазы.
Фланец 5. имеет отверстие, запирающееся шариком 12, который в свою очередь завальцован в обойму 13. На другом конце обоймы 13. жестко установлен постоянный магнит 14. Пружина 15., установленная между обоймой 13. и гайкой 16. стремится запереть отверстие во фланце 5. шариком 12 с усилием, заданным гайкой 16. на вернутой на втулку 17., выполненных из немагнитных материалов. Втулка 17. жестко закреплена на фланце 5. В штоке 6. сделана выемка для взаимодействия захвата 18. со сварочной проволокой 7. Захват 18. закреплен на фланце 5. осью 19. На оси 19. также установлена пружина 20., прижимающая захват 18. к сварочной проволоке 7., проходящей через канал в штоке 6. К крышке 3. жестко прикреплена скоба 21., на которой установлен зажим 22. сварочной проволоки 7., проходящей через отверстие в скобе 21. В крышку 3 также ввернут штуцер 23. для подвода сжатого защитного газа.
Устройство работает следующим образом:
Сжатый защитный газ через штуцер 23. поступая в камеру, образуемую крышкой 3. гофрированным эластичным элементом 4. и фланцем 5. заставляет двигаться фланец 5. со штоком 6. в сторону фланца 2., преодолевая сопротивление пружины 10.
Захват 18. , поджатый к сварочной проволоке 7. пружиной 19. захватывает ее и подает в зону сварки на величину выбранного шага. Магнит 14., приближаясь к фланцу 2. притягивается к нему со скоростью, значительно превышающую скорость движения привода. При этом образуется зазор между шариком 12. и отверстием во фланце 5. Давление в камере резко падает, и система под воздействием пружины 10 стремится вернуться в исходное состояние. Магнит 14. притянутый к фланцу 2. силой, определенной его магнитной характеристикой, старается оторвать от фланца 2. пружиной 15. В определенный момент магнит 14. отрывается от фланца 2. и шарик 12. запирает отверстие во фланце 5., прекращая свободный выход защитного газа в корпус 1. Сварочная проволока 7, при движении привода в исходное положение, прижатая к скобе 21, зажимом 22 остается неподвижной относительно корпуса 1. Цикл закончен и повторяется вновь. Регулировка величины хода привода осуществляется гайкой 16, задающей усилие прижатия шарика 12. к отверстию во фланце 5.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для приварки стержней к элементам сортового профиля втавр | 1983 |
|
SU1269942A1 |
| УСТРОЙСТВО ДЛЯ ГЕРМЕТИЗАЦИИ ОБОЛОЧЕК ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ КОНТАКТНО-СТЫКОВОЙ СВАРКОЙ С ПОМОЩЬЮ ЗАГЛУШЕК | 2011 |
|
RU2480314C2 |
| Устройство для импульсной подачи сварочной проволоки | 1985 |
|
SU1219291A1 |
| УСТРОЙСТВО ДЛЯ ГЕРМЕТИЗАЦИИ КОНТАКТНО-СТЫКОВОЙ СВАРКОЙ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2003 |
|
RU2245769C2 |
| Устройство для электродуговой точечной сварки | 1976 |
|
SU707720A1 |
| Устройство для сварки в защитных газах | 1987 |
|
SU1505431A3 |
| Механизм подачи сварочной проволоки | 1989 |
|
SU1764883A1 |
| Устройство для сварки сетки | 1987 |
|
SU1526941A1 |
| Устройство для подачи проволоки | 1980 |
|
SU948571A1 |
| ГОЛОВКА ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457089C1 |
Изобретение относится к сварке, в частности, к устройству для импульсной подачи сварочной проволоки и может применяться при автоматической и полуавтоматической дуговой сварке в среде защитных газов, например для сварки тонколистовых конструкций. Сущность изобретения состоит в том, что устройство содержит корпус 1, захват 18 и зажим 22 сварочной проволоки, а также привод с камерой, заполненной сжатым защитным газом. Дополнительно на приводе установлен подпружиненный клапан 12, на конце которого установлено устройство для мгновенного открывания и закрывания отверстия. Отверстие выполнено в подвижной стенке камеры привода, образованной из этой подвижной стенки и неподвижной стенки, соединенных между собой эластичным гофрированным элементом 4. Устройство обеспечивает бесперебойную подачу сварочной проволоки в зону сварки. 3 з.п. ф-лы, 1 ил.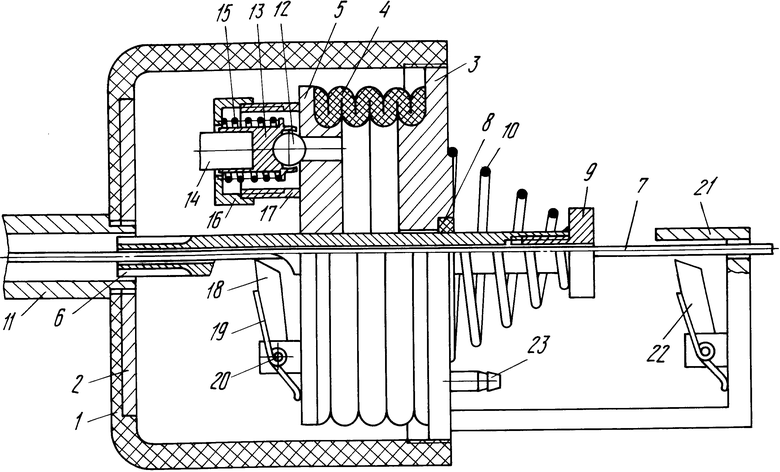
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 276282, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| US, авторское свидетельство, 1219291, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
