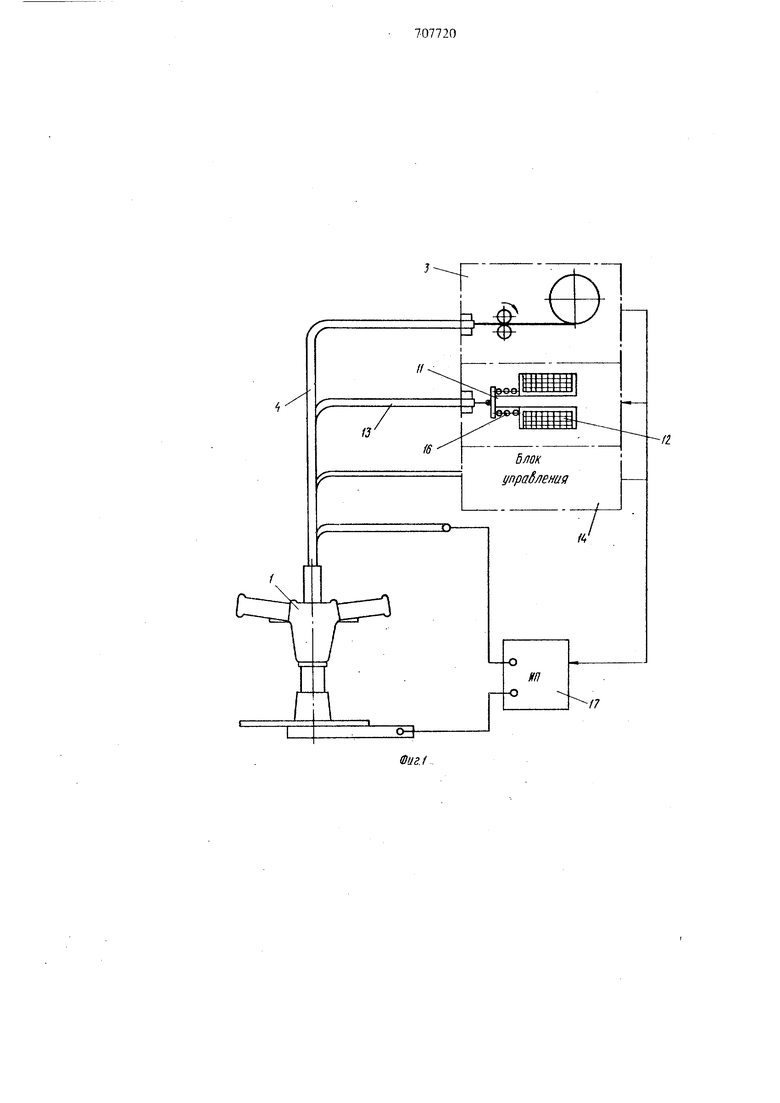
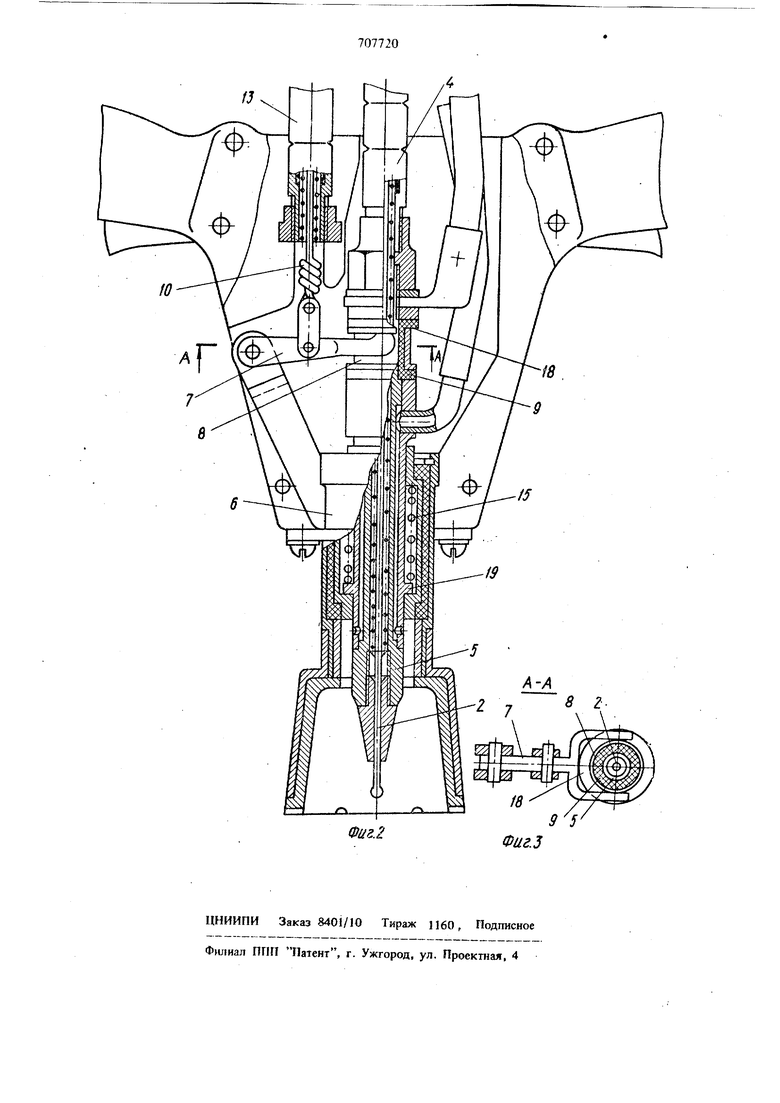
Ижбретение относится к области электродуговой точешой сварки плавящимся электродом в защитном газе и может найти применение при сварке каркасно-панельных металлоко струкций в производстве грузовых автомобилей и прицепов, в сельскохозяйственноммащ ностроении и в вагоностроекии. Известно устройство для электродуговой точечной сварки плавящимся электродом, содержащее пистолет с механизмом подачи сва рочной проволоки и мундщтуком, установленным в корпусе пистолета с возможностью перемеще1шя вдоль его продольной оси и снабже ным гибкой тягой, источник питания и блок управления с электромагнитом, на сердечнике которого закреплен свободный конец гибкой тяги 1. Недостатком указанного устройства являетс большой вес пистолета и ненадежность электро магнита механизма отрыва электрода, подверженного большим тепловым нагрузкам. Целью изобретения является повышение иадежиости и уменьшение веса пистолета. Указанная цель достигается тем, что устрюйгтвсз снабжено рычагом, щарнирно закрепленным одт1м концом на корпусе пистолета, другой конец рычага выполнен в виде вилки для взаимодействия с мундипуком, а гибкая тяга закреплена в средней части упомянутого рычага. На фиг. 1 показана схема устройства; на фиг. 2 - сварочный пистолет, на фет. 3 разрез А-А. Устройство для дуговой точечной сварки плавящимся электродом состоит из сварочного пистолета 1, содержащего плавящийся электрод (сварошая проволока) 2, прохог,я1ций от механизма подачи 3 через гибкий направляющий канал 4 и токоподвод 5. На корпусе 6 пистолета, электрически изолированном от токоподвода 5, шарнирно закреплен рычаг 7, свободный конец которого выполнен в виде вилки (см. фиг.З).. Между o6oHMOf 8 и токополводом 5 установлена злектроюоляиионная втулка 9. Обойма в сборе с охватывающей втуличч 9 зажата между токопслводом 5 и шбким направляющим ;7 каналом 4, которые соедш ены. на резьбе, т.е. жестко связаны межцу собой. В средней части рычага 7 шарнирно закрепл конец гибкой тяги 10, другой конец которой соедт.ен с сердечником 11 эдектромагнита 12, смонтированного в блоке управления 14. В корнусе 6 пистолета установлена пружина 15, которая своим нижним торцом упирается во фданец 19. Между сердечником П и корпу сом электромагнита 12 установлена пружина 16 Устрюйство содержит сварочный источник пита.ния (ИП) 17. Устройство для дуговой точечной сварки плавящимся электродом работает следуюидам образом. Сварочный пистолет 1 устанавливают на сва ваемое изделие. Одновременно с включением механизма подачи 3 к сварочной проволоке 2 подают напряжение от источника питания П. При перемещении сварочной проволоки электродный конец ее на мгновение касается свари ваемого изделия, и по сварочной цепи устройства проходит ток. При этом сердечник 11 электромагнита 12 втягивается, увлекая за собой гибкую тягу 10, которая воздействует на рычаг 7. Рычаг 7, поворачиваясь вокруг своего конца, шарнирно соединенного с корпу сом пистолета 6, воздействует вторым своим вильтатым концом на фланец 8 обоймы 8 и приподнимает направляющий канал 4 вместе с обоймой 8, токоподводом 5 и электродом Происходящий 1ФИ этом отрыв электрода при водит к стабильному возб5окдй1ию дуги. Такой отрыв неизбежен, так как скорость отрыва во много раз превышает скорость подачи сварочной проволоки в силу быстро. действия электромагнита 12. При этом мгновенно увеличивается длина пути от механизма подачи 3 до изделия, а количество сварочной проволоки 2 на данном участке сохраняется практически прежнее в силу низкой скорости се подачи. При втягившши сердечника 1 выступ 19 токоподвода 5 воздействует на пружину 15, сердечник 11 воздействует на пружину 16, и пружины сжимаются. Электрод 2, не прекращая движения, автоатически восстанавлипает дайну дугового проежутка, и идет процесс сварки. По истечении процесса сварки, обеспечиваемоо аппаратурой управления, сварочная цепь бесточивается, электромагнит отключается, пружины 1.5 и 16, разжимаясь, воздействуют , оответственно на фланец 19 токоподвода 5 и сердешик 11. При этом кинематическая система устройства приводится в исходное состояние. Независимость процесса отрыва электрода от подачи сварочной проволоки обеспечивается эластичностью шланга 13 тяги 10 и направляющего канала 4 сварочной проволоки 2, которые расположены эквидистантно между собой на участке между свароч1П51м пистолетом 1 и блоком управления 14, в целях удобства работы с устройством. Предложе1шое устройство обеспечивает повышение надежности и снижение веса сварочного пистолета. Формула изобретения Устройство для электродуговой точечной сварки плавящимся электродом, содержащее пистолет с механизмом подачи сварочной проволоки и мундщтуком, установленным в корпусе пистолета с возможностью перемещения вдоль его продольной оси и снабженным гибкой тягой, источник питания и блок управления с электромагнитом, на сердечнике которого эакреплен свободный кодец гибкой тяги, отличающееся тем, что, с целью ловыщения надежности и уменьщения веса пистолета, устройство снабжено рычагом, щарнирно закрепленным од1шм концом на корпусе пистолета, другой конец рычага выполнен в виде вилки для взаимодействия с мундиггуком, а гибкая тяга закреплена в средней части уцомя : нутрго рычага. Источники информации, принятые во внимание при экспертизе 1. Информационный листок НИИНавтопром, серия 10-07, № 44-74.
ж

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для точечной сварки неплавящимся электродом в защитных газах | 1980 |
|
SU956193A1 |
| Устройство для электродуговой сварки под слоем флюса стержней втавр | 1981 |
|
SU986675A1 |
| Горелка для дуговой сварки плавящимся электродом | 1976 |
|
SU671952A1 |
| Горелка для дуговой сварки с увеличенным вылетом плавящегося электрода | 1980 |
|
SU996129A1 |
| Горелка для дуговой сварки | 1987 |
|
SU1505711A1 |
| ЭЛЕКТРОДОДЕРЖАТЕЛЬ ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ | 2007 |
|
RU2338634C1 |
| Устройство для дуговой сваркиС КОлЕбАНияМи элЕКТРОдА | 1977 |
|
SU795809A1 |
| Устройство для электродуговой точечной сварки штучными электродами | 1980 |
|
SU863272A1 |
| Устройство для автоматической дуговой сварки поворотных стыков труб | 1976 |
|
SU749600A1 |
| Электрододержатель для ручнойдугОВОй СВАРКи C OTCOCOM гАзОВ | 1979 |
|
SU795808A1 |
16
блок упрабления
П
Фиг.З
