Изобретение относится к металлургии, в частности, к устройствам для непрерывной разливки металлов при получении заготовок с поперечным сечением более 60х30мм2.
Известна затравка для кристаллизатора установки непрерывной разливки и деформации металла, содержащая вертикальную хвостовую и головную части, при этом кристаллизатор выполнен с двумя наклонными в верхней части стенками (SU, патент N 1554756, кл. B 22 D 11/08, 1990).
Известная затравка предназначена для образования временного дна в кристаллизаторе с жестко зафиксированными друг относительно друга стенками и последующего протягивания слитка по приводной проводке с пружинным прижатием роликов к слитку.
Затравка по изобретению направлена на создание высокоэффективного процесса непрерывной разливки и деформации металла.
Технический результат, получаемый при осуществлении заявляемой затравки, заключается в повышении надежности работы кристаллизатора и производительности процесса получения непрерывнолитых деформированных заготовок.
Затравка для кристаллизатора содержит вертикальную хвостовую и головную части, а кристаллизатор выполнен с двумя вертикальными и двумя наклонными в верхней части стенками, при этом затравка выполнена из подвижных пластин, снаружи пластин установлены накладки, накладки изготовлены из металла, обладающего меньшим сопротивлением пластической деформации в холодном состоянии, чем металл пластин, между пластинами с внутренней стороны установлены пружины, угол наклона пластин в головной части затравки регулируется сжатием пружин, головная часть затравки выполнена из пластин с накладками с возможностью их поворота при деформации вовнутрь затравки и засыпки измельченного графита сверху затравки, а кристаллизатор выполнен с двумя вертикальными стенками, имеющими возможность возвратно-поступательного движения, и двумя наклонными в верхней части стенками с возможностью вращательного движения.
Наличие хвостовой вертикальной части затравки обеспечивает ее установку в кристаллизатор с зазором при разведенных стенках, а наличие головной, расположенной под углом к вертикали, части удерживает ее от выпадения из кристаллизатора и обеспечивает поджатие пластин к стенкам кристаллизатора при выталкивании затравки. При этом уменьшается размер существующего зазора между поверхностями затравки и стенками кристаллизатора.
Установка снаружи подвижных пластин накладок исключает их износ при выталкивании затравки из кристаллизатора и повышает срок их эксплуатации.
Изготовление накладок из металла, обладающего меньшим сопротивлением пластической деформации в холодном состоянии, чем металл пластин, уменьшает износ стенок кристаллизатора при обжатии и выталкивании затравки.
Установка с внутренней стороны пластин пружин обеспечивает их перемещение навстречу друг другу при обжатии затравки и исключает образование зазора при отходе стенок от поверхности затравки.
Изготовление кристаллизатора с двумя вертикальными стенками, совершающими возвратно-поступательное движение, исключает приваривание расплава к стенкам и уменьшает усилие, необходимое для проталкивания затравки и металла в нижнюю часть кристаллизатора. При этом уменьшается мощность привода кристаллизатора, а соответственно расход электроэнергии.
Выполнение двух стенок кристаллизатора наклонными в верхней части и совершающими вращательное движение обеспечивает условия захвата, обжатия и проталкивания затравки с металлом в нижнюю часть кристаллизатора. При этом отпадает необходимость наличия дополнительного устройства для вытягивания затравки и заготовки, а соответственно уменьшаются затраты времени на обслуживание устройства, повышается надежность его работы.
Регулировка угла наклона пластин в верхней части затравки пружинами обеспечивает необходимое сопротивление проталкиванию затравки и зазоры между поверхностями, возникающими при износе накладок.
Выполнение головной части затравки из пластин с накладками с возможностью их поворота при деформации обеспечивает проталкивание верхнего, расположенного под углом к вертикали, участка затравки через вертикальный калибровочный участок кристаллизатора. За счет поворота пластин затравки исключается их поломка.
Засыпка сверху затравки слоя измельченного графита при ее прохождении через вертикальный калибровочный участок кристаллизатора исключает приварку разливаемого металла к накладкам пластин и обеспечивает надежную работу перемещающихся узлов затравки.
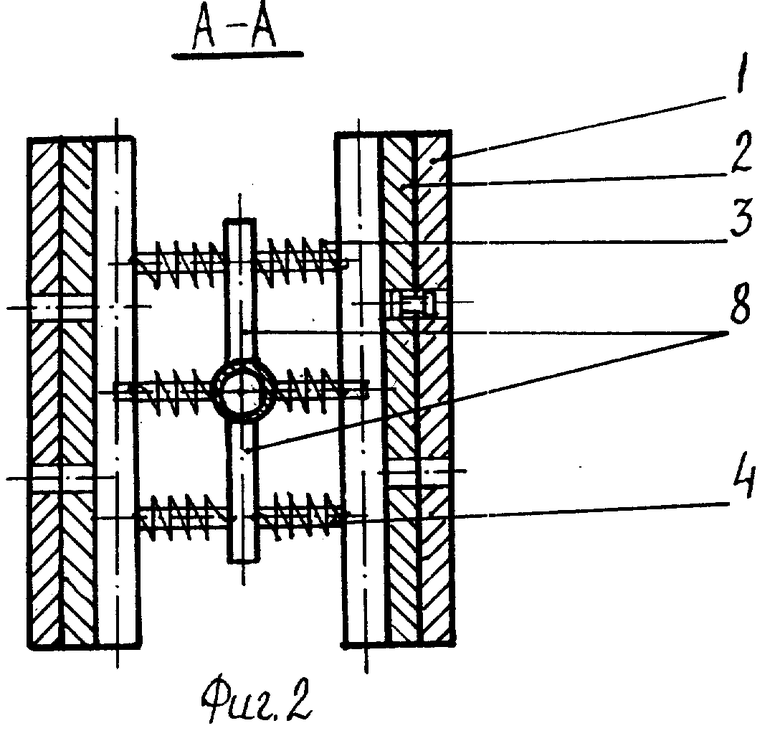
На фиг. 1 и 2 показана затравка состоящая из накладок 1, которые крепятся к пластинам 2 с помощью болтов, пружин 3 с регулировочными стержнями 4, втулки 5, которая шарнирно соединена с двумя пластинами 2 в головной части, шарниров 6, штока 7, входящего в отверстие во втулке 5, ребер 8 для крепления пружин.
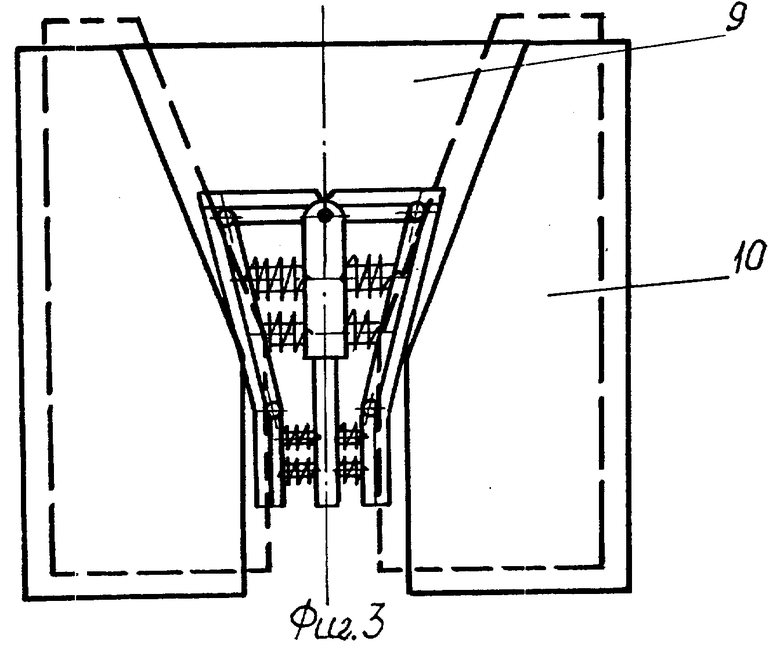
На фиг. 3 показана установка затравки в кристаллизатор при разведенных стенках, выполненных наклонными в верхней части.
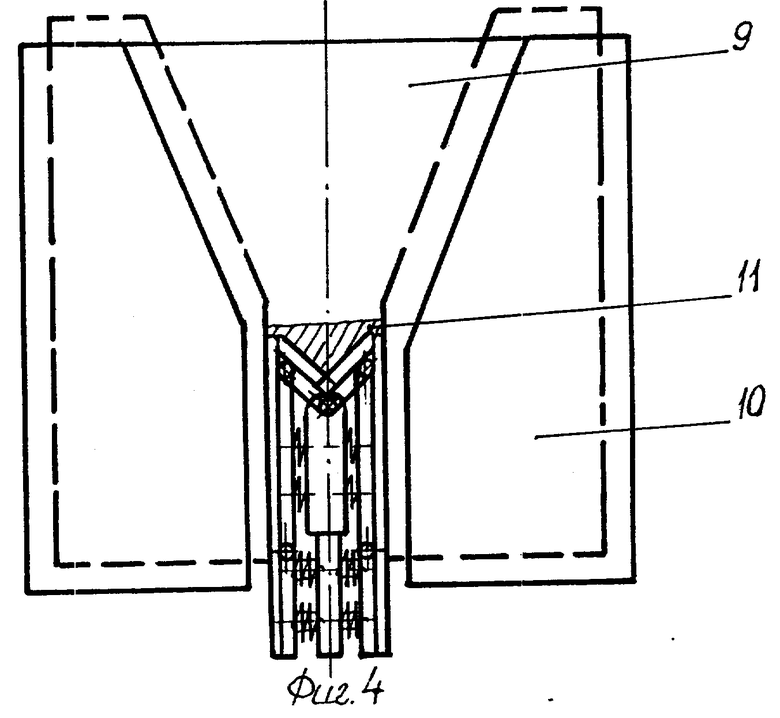
На фиг. 4 показана установка обжатой затравки в кристаллизаторе перед подачей в него жидкого металла.
Работа затравки с кристаллизатором заключается в следующем.
Предварительно включается привод кристаллизатора, при этом вертикальные стенки 9 совершают возвратно-поступательное движение, а стенки 10, выполненные с наклоном в верхней части, вращательное движение с обжатием хвостовой вертикальной части затравки и проталкиванием ее в нижнюю часть кристаллизатора. В процессе работы затравки происходит обжатие накладок 1 с пластинами 2 и сжатие пружин 3, установленных на регулировочных стержнях 4. При обжатии пластин на головной, расположенной под углом к вертикали, части происходит их поворот на шарнирах 6 и перемещение втулки 5 на штоке 7. Крепление пружин и их регулировка производится на ребрах 8, расположенных на втулке 5 и штоке 7.
На фиг. 3 хвостовая вертикальная часть затравки располагается с некоторым зазором между разведенными стенками 10. В процессе износа накладок 1 производится регулировка зазоров в кристаллизаторе и угла наклона пластин 2 сжатием или расслаблением пружин 3 при помощи регулировочного стержня 4. При недопустимом износе накладок 1 производится их замена.
При расположении всей обжатой затравки на вертикальном калибровочном участке кристаллизатора на фиг. 4 производится засыпка сверху затравки в образовавшиеся углубления между пластинами измельченного графита. После этого в работающий кристаллизатор при перемещающихся стенках производится заливка жидкого металла.
Предлагаемая затравка содержит хвостовую и головную части, состоящие из подвижных пластин. Снаружи пластин установлены накладки из металла, обладающего меньшим сопротивлением пластической деформации в холодном состоянии, чем металл пластин, а между пластинами с внутренней стороны установлены пружины. Кристаллизатор имеет две вертикальные стенки, выполненные с возможностью возвратно-поступательного движения, и две наклонные в верхней части стенки, выполненные с возможностью вращательного движения. Угол наклона пластин к вертикали в головной части затравки отрегулирован сжатием пружин. Головная часть затравки также выполнена из пластин с накладками с возможностью их поворота при деформации вовнутрь затравки и засыпки слоем измельченного графита. Затравка обеспечивает повышение производительности процесса получения непрерывнолитых деформированных заготовок. 1 з.п. ф-лы, 4 ил.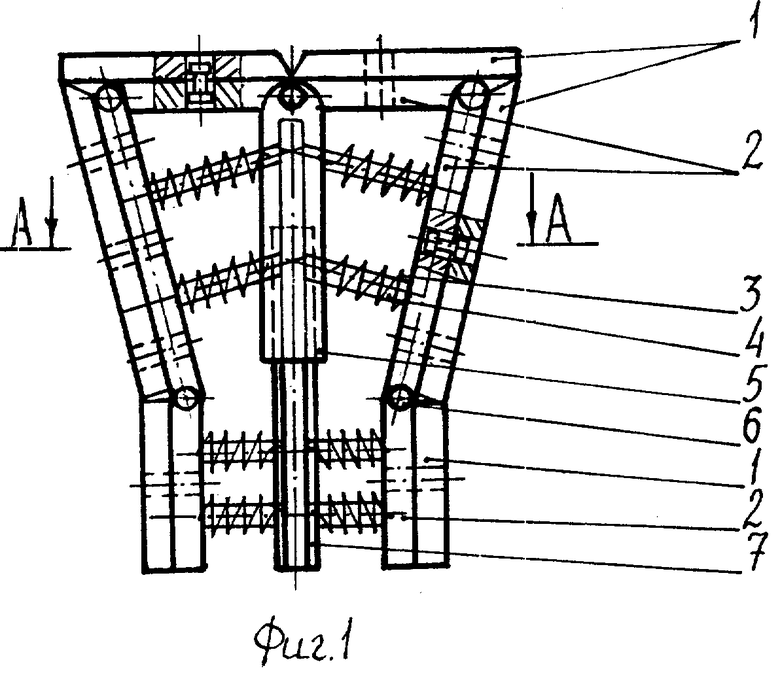
| SU, патент N 1554756, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
