Изобретение относится к области машиностроения, к станкостроению, к переносным станкам для притирки уплотнительных седловых поверхностей в корпусах задвижек. Предлагаемый станок может быть использован как в процессе производства задвижек, так и при ремонте без демонтажа их с трубопровода.
Известно переносное устройство для притирки уплотнительных седловых поверхностей в корпусе задвижки без демонтажа ее с трубопровода (см. патент США №4549373, М.Кл.4 В24В 15/02, 1985 г., патент-аналог ФРГ). Устройство содержит планшайбу с равномерно расположенными по окружности инструментами (шлифовальными кругами и притирами). Планшайба соединена кинематически с приводом для сообщения ей вращения в процессе притирки.
Устройство устанавливают на средний фланец в корпусе задвижки после демонтажа с нее крышки, шпинделя с запирающим элементом, привода, выставляют относительно притираемой поверхности, закрепляют, после чего осуществляют процесс притирки.
Недостаток устройства заключается в отсутствии в нем данных в процессе притирки об удельном давлении инструментов (притиров) на притираемую поверхность.
Оптимальное давление притиров на притираемую поверхность является одним из важнейших условий высоких качества и производительности процесса притирки уплотнительных седловых поверхностей в корпусе задвижки.
Известно другое устройство для притирки седел задвижки (см. патент РФ №2022761, М.Кл.5 В24В 15/00 от 03 декабря 1991 г.). Устройство содержит притирочную головку, соединенную с приводом через раму и кинематически через цепную передачу.
Для осуществления процесса притирки седел задвижки на корпус последней на ее средний фланец устанавливают и закрепляют основание, на которое в свою очередь устанавливают устройство, позиционируют положение головки с инструментами (притирами) относительно притираемого седла и закрепляют устройство относительно основания.
Недостаток устройства заключается в отсутствии в нем сведений в процессе притирки об оптимальном давлении инструментов (притиров) на головке на притираемую поверхность седел в корпусе задвижки, которое (оптимальное давление) является гарантом качества и производительности процесса притирки уплотнительных седловых поверхностей в корпусе задвижки.
Известны также станки переносные для шлифования и притирки корпусов трубопроводной арматуры без изъятия ее из трубопровода (см. Каталог «Оборудование, оснастка для производства, ремонта и испытаний трубопроводной арматуры»), «НПО «ГАКС-АРМСЕРВИС».
Прилагаемый к заявке каталожный лист содержит информацию: «Станки переносные для шлифования и притирки корпусов без изъятия арматуры из трубопровода УПЧ-4…УПЧ-8».
Станок содержит блок инструментов (притиров), соединенный жестко с приводом через параллельные между собой пару трубок и кинематически с ним посредством замкнутой роликовой цепи, расположенной в полостях трубок и охватывающей ведущую звездочку привода и ведомую звездочку блока инструментов (притиров).
Для притирки уплотнительных поверхностей в корпусе задвижки станок устанавливают основанием на среднем фланце корпуса или воротнике. Позиционируют блок инструментов относительно притираемого седла и закрепляют станок относительно основания.
Недостаток известного переносного станка заключается в том, что в процессе притирки седел задвижки отсутствует информация в станке об оптимальном давлении инструментов (притиров) на инструментальном блоке на притираемую поверхность седел в корпусе задвижки, которое (оптимальное давление) является важнейшим показателем качества и производительности процесса притирки уплотнительных седловых поверхностей в корпусе задвижки.
Последний переносной станок по своей технической сущности и выполняемой функции является наиболее близким к заявляемому объекту.
Задачей заявляемого технического решения является снабжение станка устройством, с помощью которого можно было бы контролировать визуально оптимальное давление инструментов (притиров) на притираемую поверхность седла в корпусе задвижки.
Поставленная задача решается тем, что в известном переносном станке для притирки седловых уплотнительных поверхностей в корпусе задвижки, содержащем блок с притирами, соединенный кинематически с приводом через стойку с основанием и механизмом фиксации последней относительно основания и позиционирования блока относительно притираемого седла корпуса задвижки, механизм фиксации и позиционирования снабжен дополнительно элементом прижима блока притирами к притираемой поверхности через стойку, причем последняя в зоне блока с притирами снабжена промежуточным элементом и тензометрическим датчиком, установленными в проеме между торцом стойки и редуктором блока и соединенными с ними жестко.
Часть промежуточного элемента, соединенная концом с тензометрическим датчиком, выполнена в виде равнобедренной трапеции, соединенной с датчиком меньшим основанием.
Элемент прижима блока притирами к притираемой поверхности через стойку выполнен в виде винта и соединен с основанием кинематически с возможностью вращения относительно него и взаимодействия со стойкой.
Снабжение механизма фиксации и позиционирования на основании станка элементом прижима блока притирами к притираемой поверхности через стойку и размещение тензометрического датчика между промежуточным элементом и редуктором блока позволило создать простую и компактную конструкцию для контроля процесса притирки седловой поверхности в корпусе задвижки.
Выполнение части промежуточного элемента, соединенной концом с тензометрическим датчиком, в виде равнобедренной трапеции, соединенной с датчиком меньшим основанием, позволило воздействовать на тензометрический датчик с усилием, достаточным и необходимым, возникающим от деформации (изгиба) конца промежуточного элемента, соединенного с датчиком.
Выполнение элемента прижима блока притирами к притираемой поверхности через стойку в виде винта соединенным с основанием кинематически с возможностью вращения относительно своей геометрической оси и взаимодействия при этом со стойкой через хомут позволило создать простой по конструкции и технологичный элемент прижима.
Технический результат заключается в быстрой регистрации измерений усилий притиров на притираемую уплотнительную поверхность в корпусе задвижки автоматически в аналоговом режиме с одновременной выдачей результатов на дисплее. Оптимальное давление притиров на притираемую поверхность направлено на повышение качества и ускорение процесса притирки, на сокращение ремонтного цикла и увеличение межремонтного периода эксплуатируемой трубопроводной арматуры (задвижек).
На приведенных чертежах иллюстрируется в качестве примера реализация решения технической задачи «Станок переносной для притирки седловых уплотнительных поверхностей в корпусе задвижки», подтверждающая возможность его промышленного применения при использовании всей совокупности признаков, где:
на фиг.1 - станок переносной на корпусе задвижки;
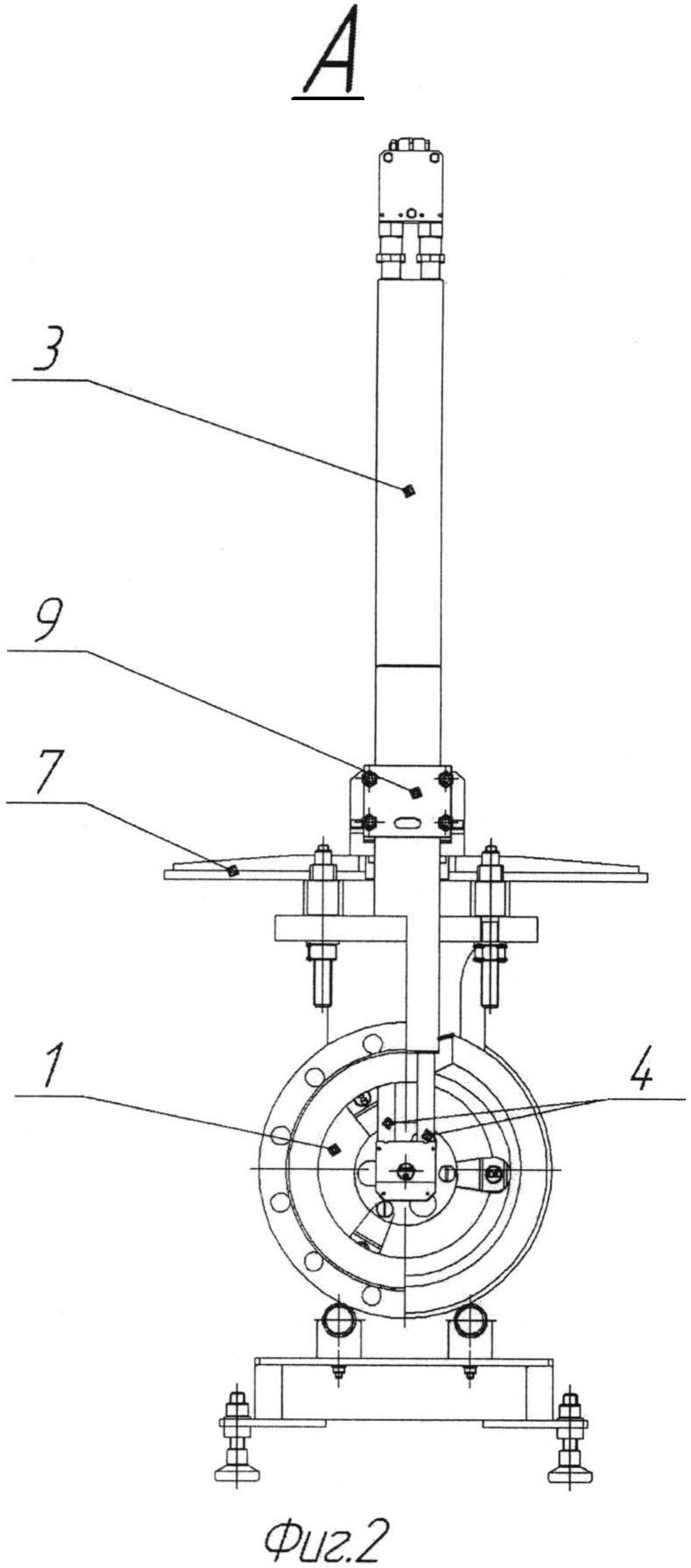
на фиг.2 - то же, вид А;
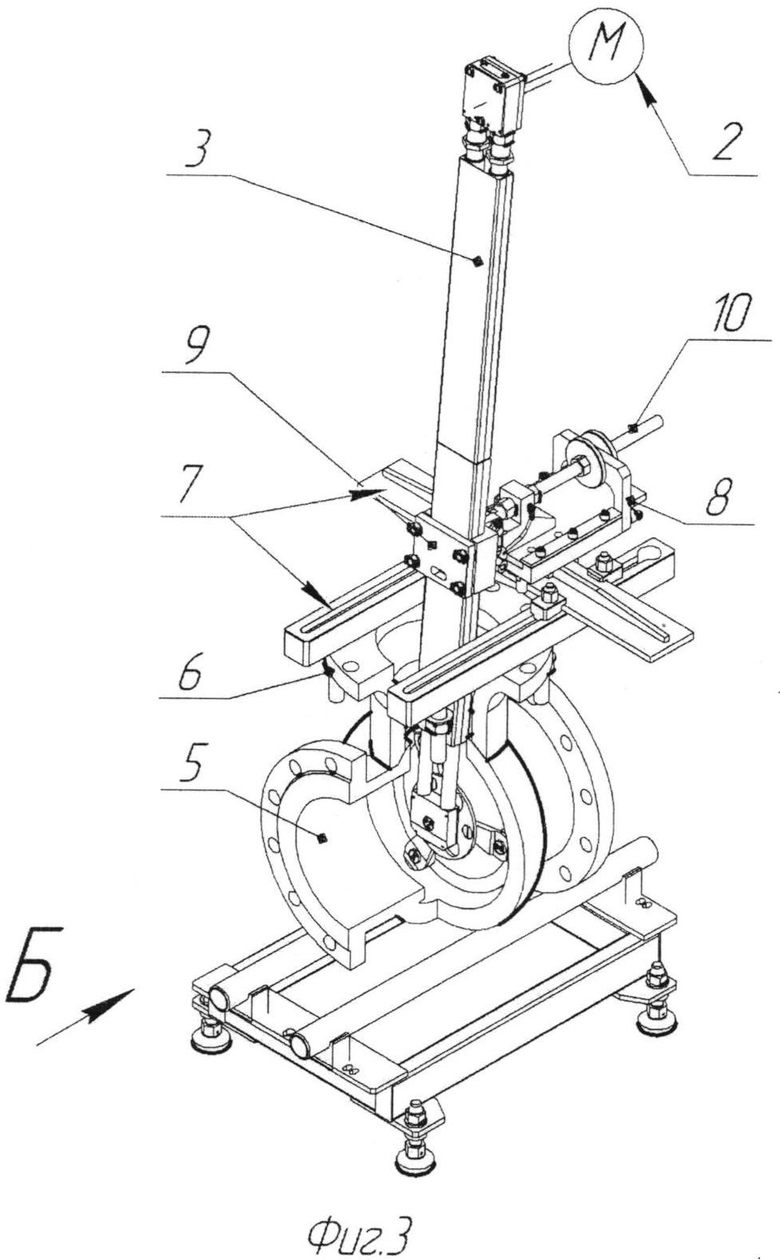
на фиг.3 - то же, изображение в аксонометрии;
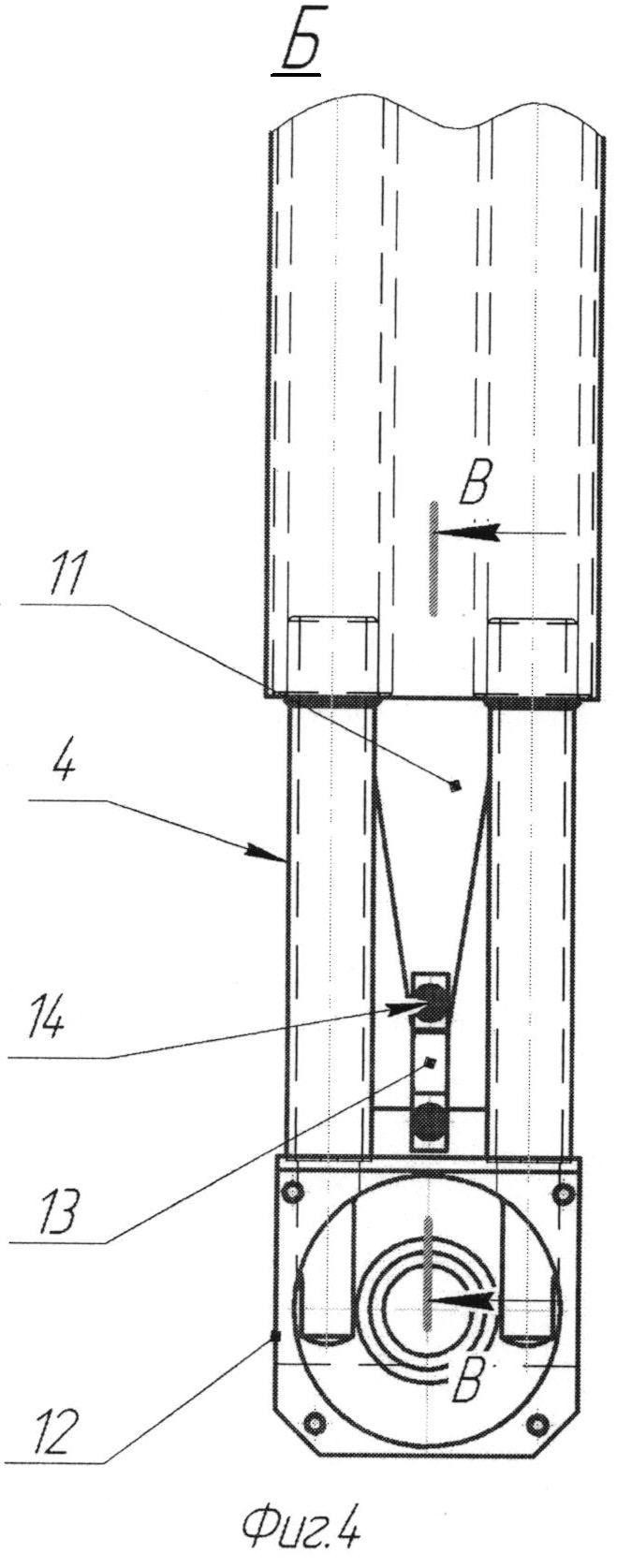
на фиг.4 - вид Б, увеличенное фрагментарное изображение узла стойки с датчиком;
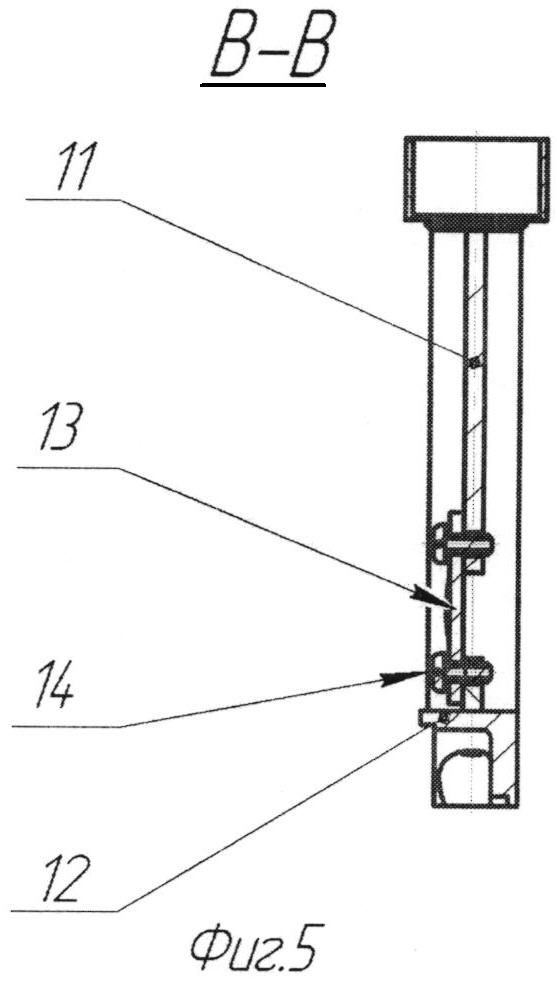
на фиг.5 - разрез В-В узла стойки с датчиком;
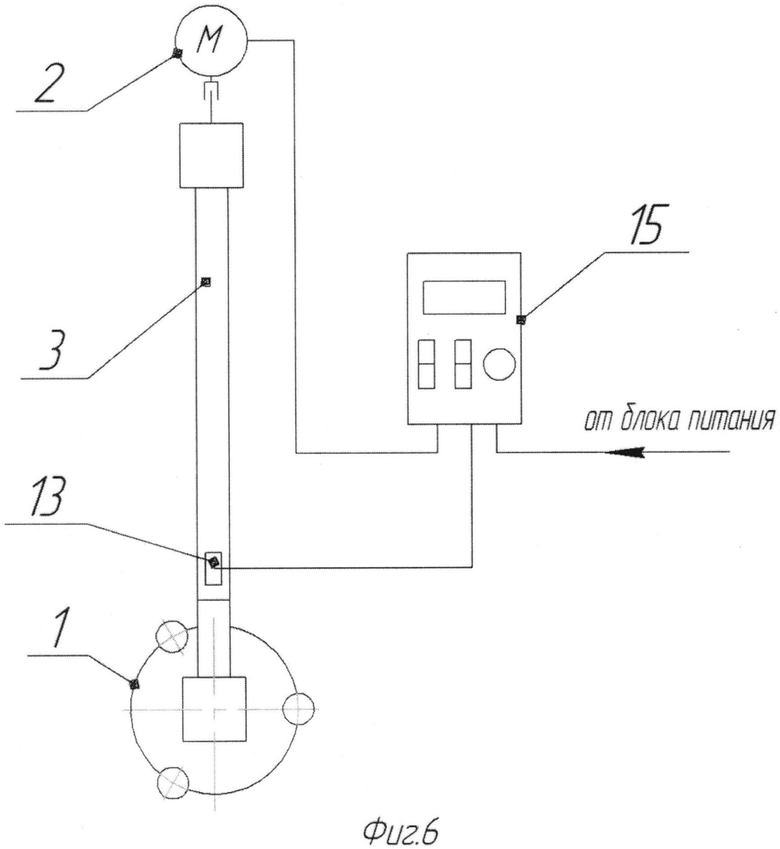
на фиг.6 - схематическое изображение станка переносного с блоком и тензометрическим датчиком.
Станок переносной содержит блок 1 притиров, соединенный кинематически с приводом 2 посредством ведущей и ведомой звездочек, охватываемых бесконечной роликовой цепью (на чертеже не показаны). Блок 1 и привод 2 разнесены друг от друга жесткой стойкой 3, выполненной в виде двух параллельных между собой трубок 4, удаленных друг от друга на величину, достаточную для беспрепятственного движения цепи через полости трубок 4. На фиг.1, 2, 3 станок переносной изображен в процессе притирки седловой уплотнительной поверхности в корпусе 5 задвижки. На среднем фланце 6 корпуса 5 задвижки установлено и закреплено основание 7 с механизмом 8 фиксации, позиционирования и прижима блока 1 с притирами через стойку 3 к притираемому седлу корпуса 5 задвижки.
Механизм 8 соединен со стойкой 3 при помощи хомута 9, охватывающего стойку 3. Прижим блока 1 притирами к седлу задвижки и отведение его от седла осуществляют при помощи винта 10 на механизме 8. Винт 10 соединен с основанием 7 кинематически с возможностью вращения относительно своей геометрической оси и основания 7 и взаимодействия при этом со стойкой 3 через хомут 9. В части стойки 3, примыкающей к блоку 1 с притирами между элементом 11 и редуктором 12, установлен тензометрический датчик 13, соединенный с последними винтами 14 (см. фиг.4, 5). Промежуточный элемент 11 другим концом присоединен жестко к стойке 3 при помощи сварки. Часть элемента 11, соединенная свободным концом с тензометрическим датчиком 13, выполнена в виде равнобедренной трапеции, соединенной с датчиком 13 меньшим основанием.
Выход электрического сигнала с датчика 13 соединен с входом блока управления 15 (см. фиг.6). Выход блока управления 15 соединен с входом привода 2 переносного станка, а вход блока управления 15 соединен с выходом блока питания. Для визуального контроля усилия на блоке 1 с притирами блок управления выполнен с дисплеем.
Станок переносной для притирки седловых уплотнительных поверхностей в корпусе задвижки работает следующим образом. Стойку 3 с блоком 1 с притирами устанавливают основанием 7 на средний фланец 6 корпуса 5 задвижки, после чего блок 1 с притирами позиционируют относительно притираемого седла задвижки и закрепляют относительно основания 7. При ремонте задвижки, например без демонтажа ее с трубопровода, с нее предварительно снимают крышку, шпиндель с запирающим элементом и привод. Перед притиркой наносят на рабочие поверхности притиров и на притираемые уплотнительные поверхности в корпусе 5 задвижки притирочную пасту.
Поджим притиров с блоком 1 к притираемой поверхности осуществляют путем вращения винта 10 и воздействия его на стойку 3, прижимая ее нижний конец с блоком 1 в направлении к седлу задвижки. При этом под действием усилия от изгибающего момента элемент 11 концом воздействует на тензометрический датчик 13, сигнал от которого поступает на усиление в блок управления 15 (см. фиг.6), выход которого соединен с входом привода 2.
Визуально величина усилия прижатия притиров с блоком 1 к притираемой уплотнительной поверхности корпуса задвижки контролируется с помощью дисплея блока управления 15, что позволяет добиться высокого качества и скорости процесса притирки.
Станок переносной изготовлен и испытан в производственных условиях. Результаты испытаний положительные.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ОБРАБОТКИ УПЛОТНИТЕЛЬНЫХ ПОВЕРХНОСТЕЙ ТРУБОПРОВОДНОЙ АРМАТУРЫ | 1995 |
|
RU2106951C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ И ПРИТИРКИ УПЛОТНИТЕЛЬНЫХ ПОВЕРХНОСТЕЙ ТРУБОПРОВОДНОЙ АРМАТУРЫ | 2002 |
|
RU2210482C1 |
| Установка для притирки сопрягаемых уплотнительных поверхностей диска и седла клапана обратного | 2019 |
|
RU2724232C1 |
| Способ контроля размеров сопрягаемых элементов в затворе клиновой задвижки и устройство для его осуществления | 2015 |
|
RU2616347C1 |
| СПОСОБ И СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2215634C2 |
| КЛАПАН РЕГУЛИРУЮЩИЙ | 1992 |
|
RU2100679C1 |
| Станок для притирки деталей | 1980 |
|
SU944882A1 |
| Устройство для притирки сферическихдЕТАлЕй | 1978 |
|
SU831559A1 |
| СТАНОК ДЛЯ ПРИТИРКИ УПЛОТНИТЕЛЬНЫХ ПОВЕРХНОСТЕЙ КОРПУСА И ТАРЕЛКИ ЗАДВИЖКИ | 1968 |
|
SU209987A1 |
| ПЕРЕНОСНОЙ СТАНОК ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 1998 |
|
RU2144449C1 |
Изобретение относится к области машиностроения и может быть использовано для притирки уплотнительных седловых поверхностей в корпусах задвижек как в процессе их производства, так и при ремонте без демонтажа с трубопровода. Станок содержит блок с притирами, кинематически соединенный с приводом через стойку. Последняя имеет основание и механизм ее фиксации относительно основания и позиционирования блока с притирами относительно притираемого седла корпуса задвижки. Упомянутый механизм фиксации и позиционирования снабжен элементом прижима блока с притирами к притираемой поверхности через стойку, выполненную с промежуточным элементом и тензометрическим датчиком, установленными в зоне блока с притирами в проеме между торцом стойки и редуктором блока с притирами и соединенными с ними жестко. В результате обеспечивается визуальный контроль давления притиров на обрабатываемую поверхность, что повышает качество и производительность процесса притирки. 2 з.п. ф-лы, 6 ил. 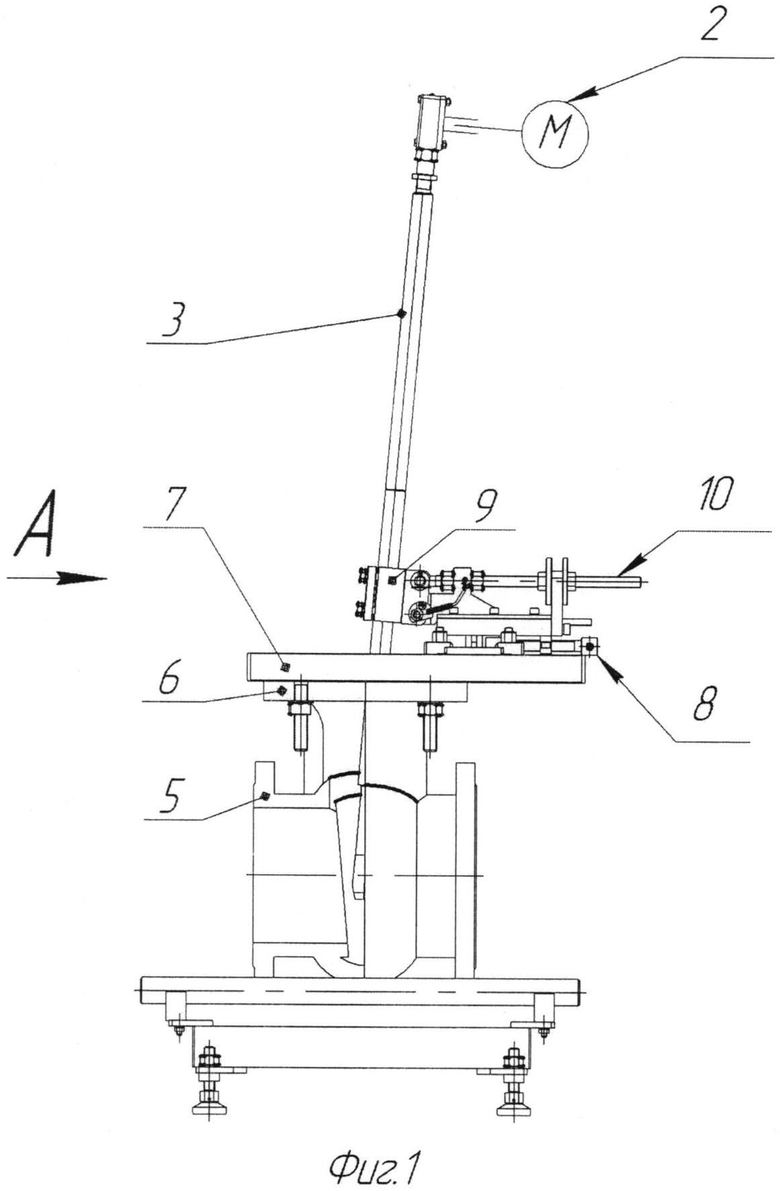
1. Станок переносной для притирки седловых уплотнительных поверхностей в корпусе задвижки, содержащий блок с притирами, кинематически соединенный с приводом через стойку, имеющую основание и механизм ее фиксации относительно основания и позиционирования блока относительно притираемого седла корпуса задвижки, отличающийся тем, что упомянутый механизм фиксации и позиционирования снабжен элементом прижима блока с притирами к притираемой поверхности через стойку, которая выполнена с промежуточным элементом и тензометрическим датчиком, установленными в зоне блока с притирами в проеме между торцом стойки и редуктором блока с притирами и соединенными с ними жестко.
2. Станок по п.1, отличающийся тем, что конец промежуточного элемента, соединенный с тензометрическим датчиком, выполнен в виде равнобедренной трапеции, соединенной с датчиком меньшим основанием.
3. Станок по п.1, отличающийся тем, что упомянутый элемент прижима блока с притирами выполнен в виде винта и кинематически соединен с основанием с возможностью вращения относительно своей оси и основания и взаимодействия со стойкой через хомут.
| GB 1522888 A, 31.08.1978 | |||
| Устройство для шлифования уплотнительных поверхностей задвижек трубопровода | 1958 |
|
SU119807A1 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ УПЛОТНИТЕЛЬНЫХ ПОВЕРХНОСТЕЙ ТРУБОПРОВОДНОЙ АРМАТУРЫ | 1995 |
|
RU2106951C1 |
| 0 |
|
SU73815A1 | |
| . | |||

