Изобретение относится к обработке металлов давлением, а именно к технологиям изготовления штамповок удлиненной сложной формы на ковочных молотах.
Известен способ изготовления изделий штамповкой на молотах.
Способ изготовления штамповок удлиненной, сложной формы производится за несколько технологических переходов при наличии различных объемных вставок, используемых на ковочных молотах.
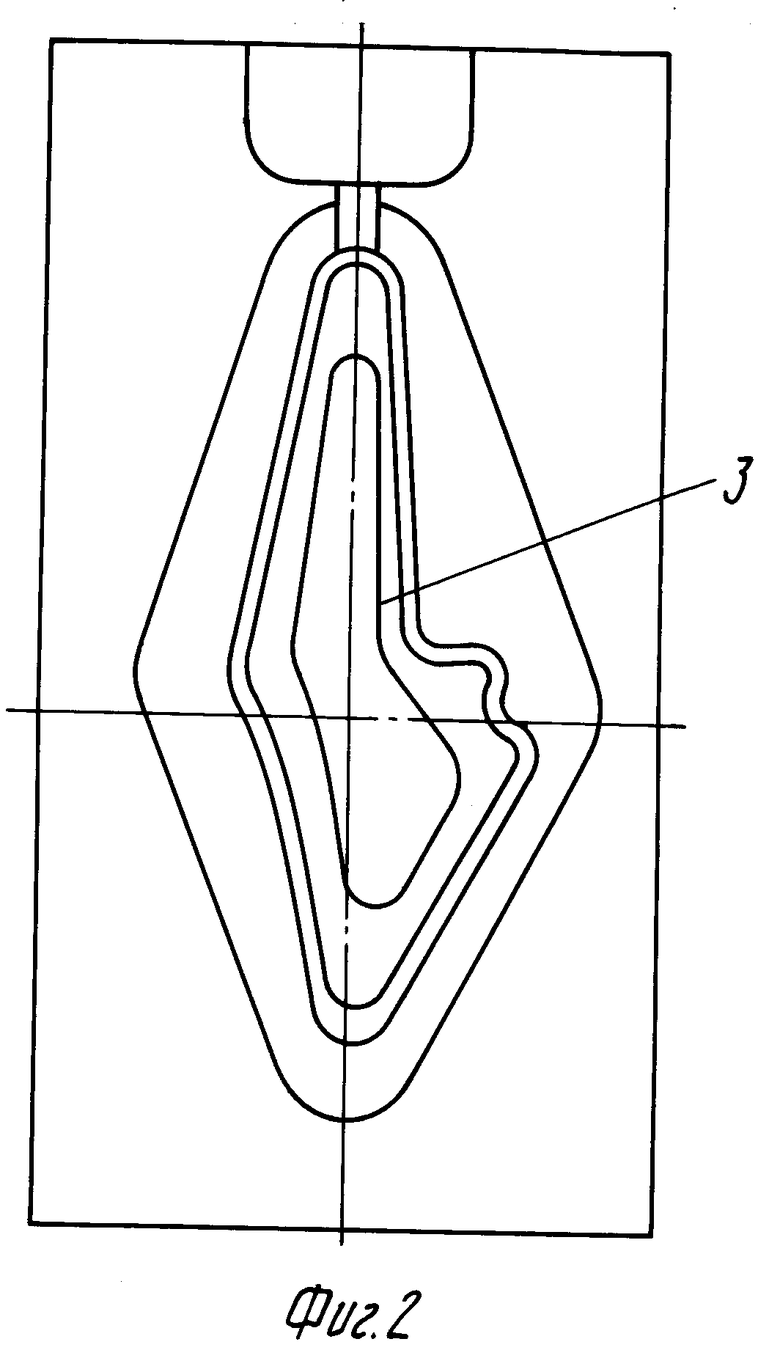
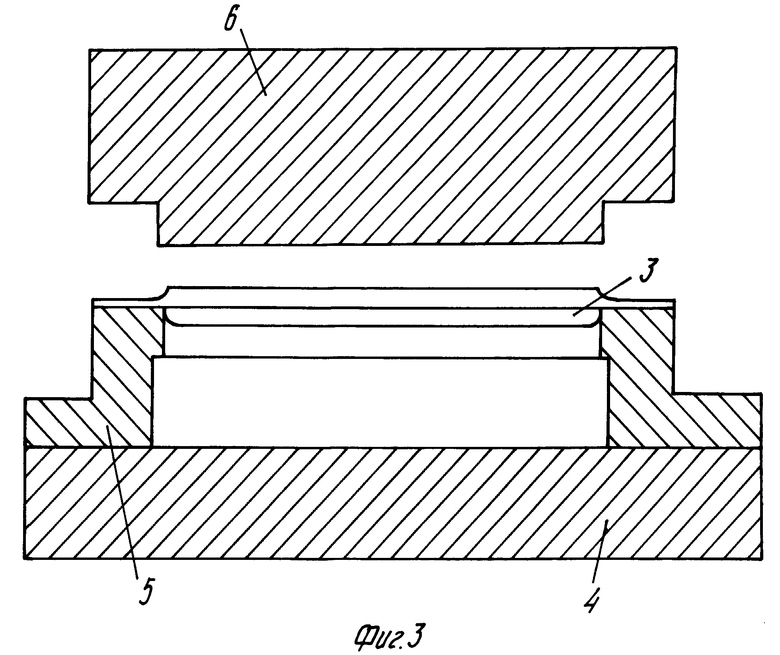
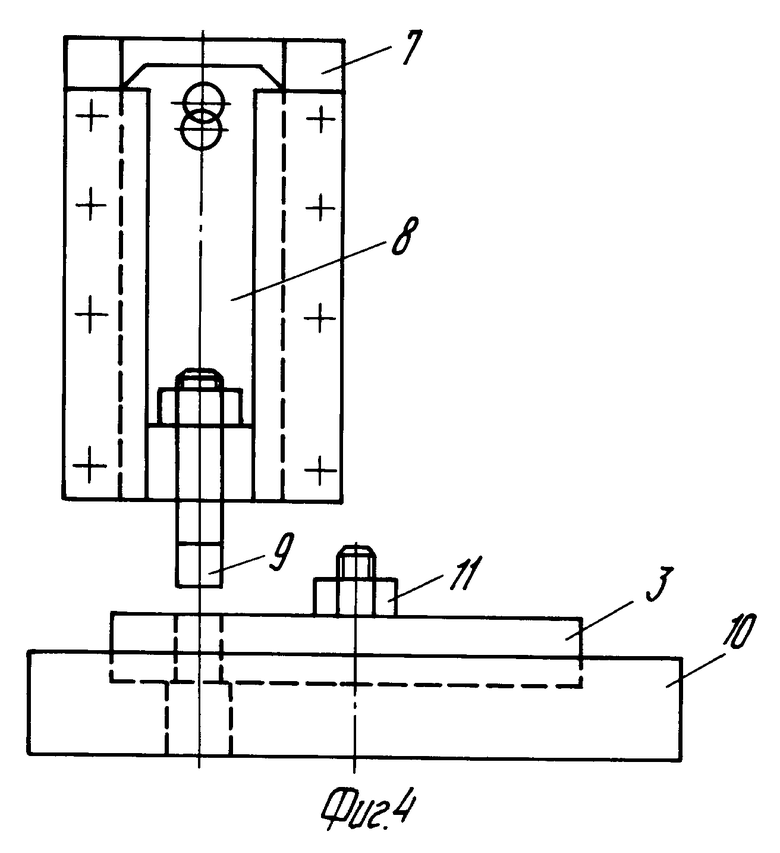
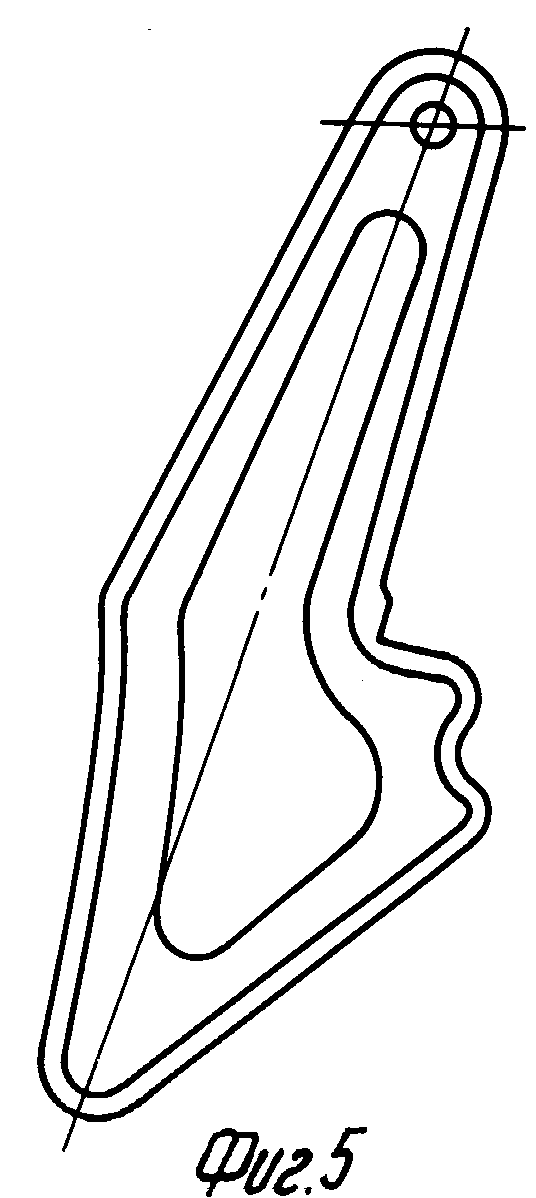
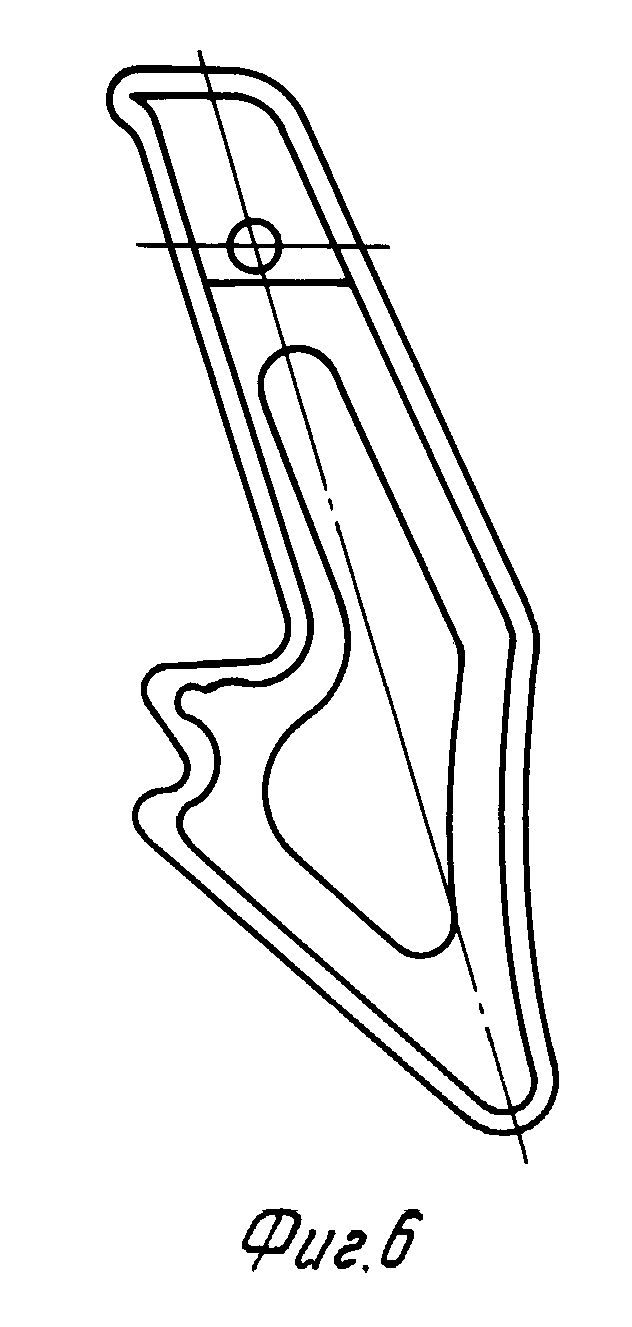
На фиг. 1 и 2 изображены объемные ковочные вставки, используемые в качестве матрицы 1 и пуансона 2 для штамповки 3. На фиг. 3 изображены обрезные вставки, состоящие из основания 4, матрицы 5 и пуансона 6. На фиг. 4 изображен схематично инструмент для прошивки отверстия в штамповках, представляющий собой кривошипный механизм, который состоит из корпуса 7, пуансона 8, на нижнем конце которого закреплен прошивень 9 заданного диаметра, матрицы 10, предназначенной для установки штамповки, и зажима 11. На фиг. 5 и 6 изображены различные по конструкции готовые штамповки 3.
Способ изготовления штамповок на ковочных молотах осуществляется за несколько переходов.
На первом технологическом переходе берут заготовки, нарезанные из круглого проката определенного диаметра и длины, затем эти заготовки нагревают до пластической деформации металла и на ковочных молотах с плоскими вставками производят ковку поковок, т.е. заготовкам придают прямоугольную форму определенной длины, ширины, толщины.
На втором технологическом переходе с помощью объемных вставок за несколько ударов пуансона производят формообразование поковок.
На третьем технологическом переходе с помощью обрезных вставок производят обрезку облоя по наружному контуру.
На четвертом технологическом переходе с помощью прошивня 9 производят прошивку отверстия в заданном месте, после чего получают готовую штамповку 3.
Способ изготовления штамповок на ковочных молотах при наличии различных ковочных вставок расширяет технологические возможности ковочных молотов, повышает производительность труда рабочих.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШТАМПОВКИ ПОКОВОК ФЛАНЦЕВ ВОРОТНИКОВЫХ | 2007 |
|
RU2352431C2 |
| Инструментальный блок горизонтально-ковочной машины | 1984 |
|
SU1319996A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2496595C2 |
| Инструментальный блок горизонтально-ковочной машины | 1981 |
|
SU1006001A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ С ВЫСОКОЙ СТУПИЧНОЙ ЧАСТЬЮ, ИМЕЮЩЕЙ ГЛУБОКУЮ ПОЛОСТЬ, ГОРЯЧЕЙ ШТАМПОВКОЙ | 2007 |
|
RU2344897C2 |
| СПОСОБ ШТАМПОВКИ КОЛЬЦЕОБРАЗНЫХ ПОКОВОК КОНИЧЕСКИХ ШЕСТЕРЕН ДИАМЕТРОМ 638 мм | 2005 |
|
RU2300439C2 |
| Способ изготовления изделий | 1988 |
|
SU1696076A1 |
| Способ изготовления поковок | 1979 |
|
SU804158A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ПОКОВОК БЕЗ ШТАМПОВОЧНЫХ УКЛОНОВ | 1998 |
|
RU2159690C2 |
| Способ изготовления кольцевых поковок | 1987 |
|
SU1433611A1 |
Способ может быть использован при изготовлении штамповок удлиненной сложной формы на ковочных молотах за несколько технологических переходов. На первом технологическом переходе посредством гладких вставок на ковочном молоте изготавливают поковки прямоугольной формы определенной длины, ширины, толщины. На втором технологическом переходе за несколько ударов молота посредством объемных вставок производят формообразование штамповок. На третьем технологическом переходе посредством обрезных вставок производят обрезку облоя. На четвертом технологическом переходе посредством прошивня производят прошивку отверстий. 6 ил.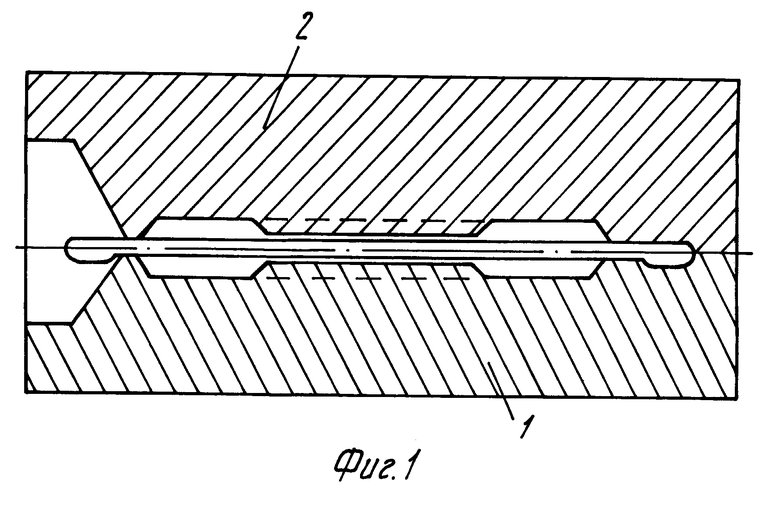
Способ изготовления штамповок на ковочных молотах, заключающийся в том, что на технологических переходах ковочные молоты комплектуют различными вставками, отличающийся тем, что на первом технологическом переходе изготавливают поковки прямоугольной формы определенной длины, ширины, толщины посредством гладких вставок, на втором технологическом переходе производят формообразование штамповок за несколько ударов молота посредством объемных вставок, на третьем технологическом переходе производят обрезку облоя посредством обрезных вставок, а на четвертом технологическом переходе производят прошивку отверстий посредством прошивня.
| Брюханов А.Н | |||
| Ковка и объемная штамповка | |||
| -М.: Машгиз, 1960, с.134 и 135. |
