15
11319996
Изобретение относится к обработке металлов давлением, в частности к конструкциям инструментальных блоков горизонтально-ковочных машин.
Целью изобретения является повьше- 5 1ше качества штамповки.
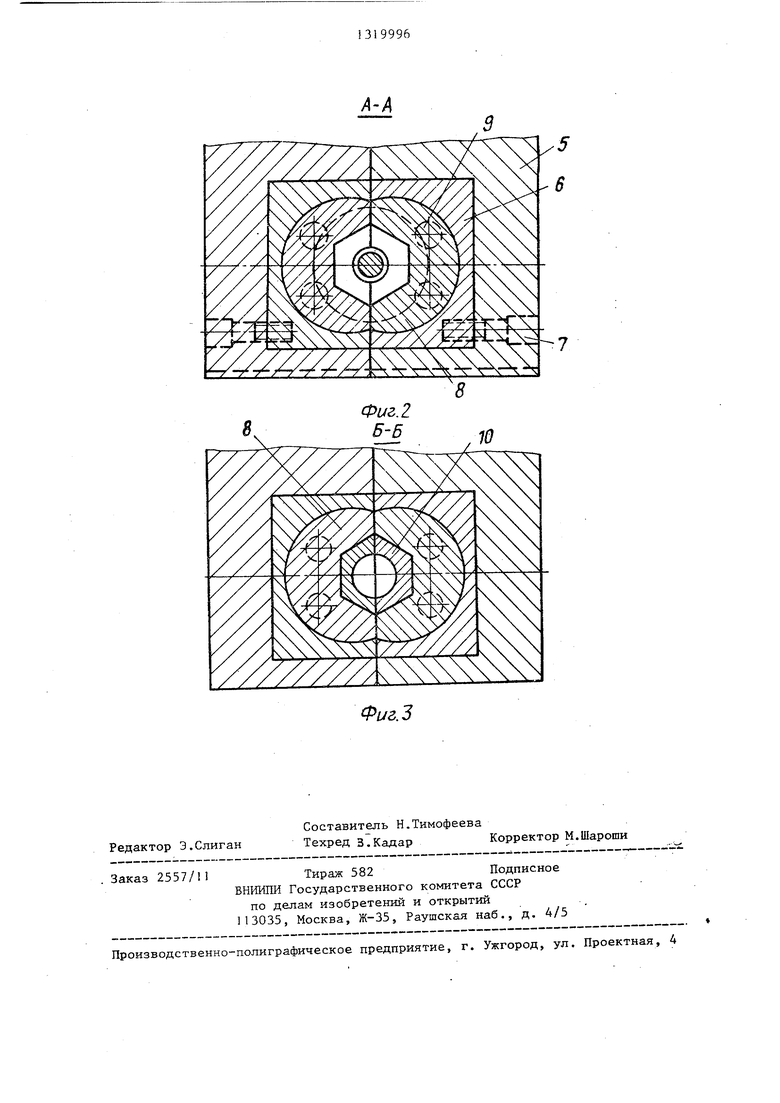
На фиг, схематически изображен инструментальный блок горизонтально- ковочной машины с совмещенными ручьями; на фиг.2 - разрез А-А на фиг.1; О на фиг.З - разрез Б-Б на фиг.1.
Инструментальный блок горизонтально-ковочной машины содержит ручьи для формообразования, обрезки облоя и прошивки отверстия, образованные блоком наборного 1, формообразующего 2, прошивного 3 пуансонов, размещенных на главном ползуне 4 горизонтально-ковочной машины, и многоручьевыми блок-матрицами 5, установленными на 20 зажимном ползуне и станине. Ручей для обрезки и прошивки отверстия состоит из прошивного пуансона 3 и установленных в блок-матрице 5 вкладьш1ей 6, закрепленных винтами 7. Обрезные матрицы 8 с наружной цилиндрической поверхностью опираются на пружины 9, прошивная вставка 10 взаимодействует с обрезной матрицей 8 и закреплена клиновыми вставками 11 и болтами 12. ВзаимодействуюЕцие поверхности обрезных матриц 8 и сменного корпуса 6 выполнены цилиндрическими и имеют в сечении профиль сегмента. Обрезные матрицы 8 имеют проточку М для размещения радиального облоя заготовки.
Инструменталь ный блок работает следующим образом.
Полученная в наборном I и формообкаются, а затем при движении главного ползуна 4 пуансон 3 осуществляет прошивку и отделяет поковку от прутка. При дальнейшем движении пуансон 3 за плечиками смещает обрезные матрицы 8 с размещенным в них радиальным облоем относительно прошивной вставки 10 при этом происходит обрезка радиального обл.оя. При обратном ходе пуансона 3 обрезные матрицы 8 под действием 9 возвращаются в исходное положение, при этом обрезанный облой снимается с прошивной вставки 10. При раскрытии блок-матриц 5 готовая поповка и радиальный облой удаляются из совмещенного ручья.
В предлагаемом ручье для прошивки и обрезки фиксация заготовки при прошивке и обрезке происходит в сечении А-А, повторяющем наружный контур заготовки, и по диаметру прошиваемого - отверстия, т.е. заготовка перед обработкой зафиксирована в двух сече- ршях, что гарантирует ее горизонтальное положение в процессе обработки.
Формула изобретения
Инструментальный блок горизонтально-ковочной, машины по авт. св. № 1006001, отличающийся тем, что, с целью повьш1ения надежности, каждая обрезная матрица выполнена цельной с цилиндрической наружной 35 поверхностью и поперечным сечением в виде сегмента с длиной дуги, превышающей половину окружности, установлена в сменном корпусе, смонтированном в блок-матрице, внутренняя
25
30
разующем 2 ручьях поковка укладывает- поверхность которого конгруэнтна цися в совмещенный ручей для обрезки облоя и прошивки отверстия, где фиксируется режущей кромкой обрезных матриц 8, при этом радиальный облой размещается в кольцевой проточке М. Во время рабочего хода горизонтально- ковочной машины блок-матрицы 5 смы
каются, а затем при движении главного ползуна 4 пуансон 3 осуществляет прошивку и отделяет поковку от прутка. При дальнейшем движении пуансон 3 за плечиками смещает обрезные матрицы 8 с размещенным в них радиальным облоем относительно прошивной вставки 10 при этом происходит обрезка радиального обл.оя. При обратном ходе пуансона 3 обрезные матрицы 8 под действием 9 возвращаются в исходное положение, при этом обрезанный облой снимается с прошивной вставки 10. При раскрытии блок-матриц 5 готовая поповка и радиальный облой удаляются из совмещенного ручья.
В предлагаемом ручье для прошивки и обрезки фиксация заготовки при прошивке и обрезке происходит в сечении А-А, повторяющем наружный контур заготовки, и по диаметру прошиваемого - отверстия, т.е. заготовка перед обработкой зафиксирована в двух сече- ршях, что гарантирует ее горизонтальное положение в процессе обработки.
Формула изобретения
Инструментальный блок горизонтально-ковочной, машины по авт. св. № 1006001, отличающийся тем, что, с целью повьш1ения надежности, каждая обрезная матрица выполнена цельной с цилиндрической наружной поверхностью и поперечным сечением в виде сегмента с длиной дуги, превышающей половину окружности, установлена в сменном корпусе, смонтированном в блок-матрице, внутренняя
линдрической наружной поверхности обрезной матрицы и имеет дополнительные направляющие поверхности в зоне режущего контура отрезной матрицы, 45 вьтолненные с возможностью взаимодействия с наружной поверхностью прошивной вставки.
Редактор Э.Слиган
Составитель Н.Тимофеева
Техред З.Кадар Корректор М.Шароши
2557/11
Тираж 582Подписное
БНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, А
Фиг.З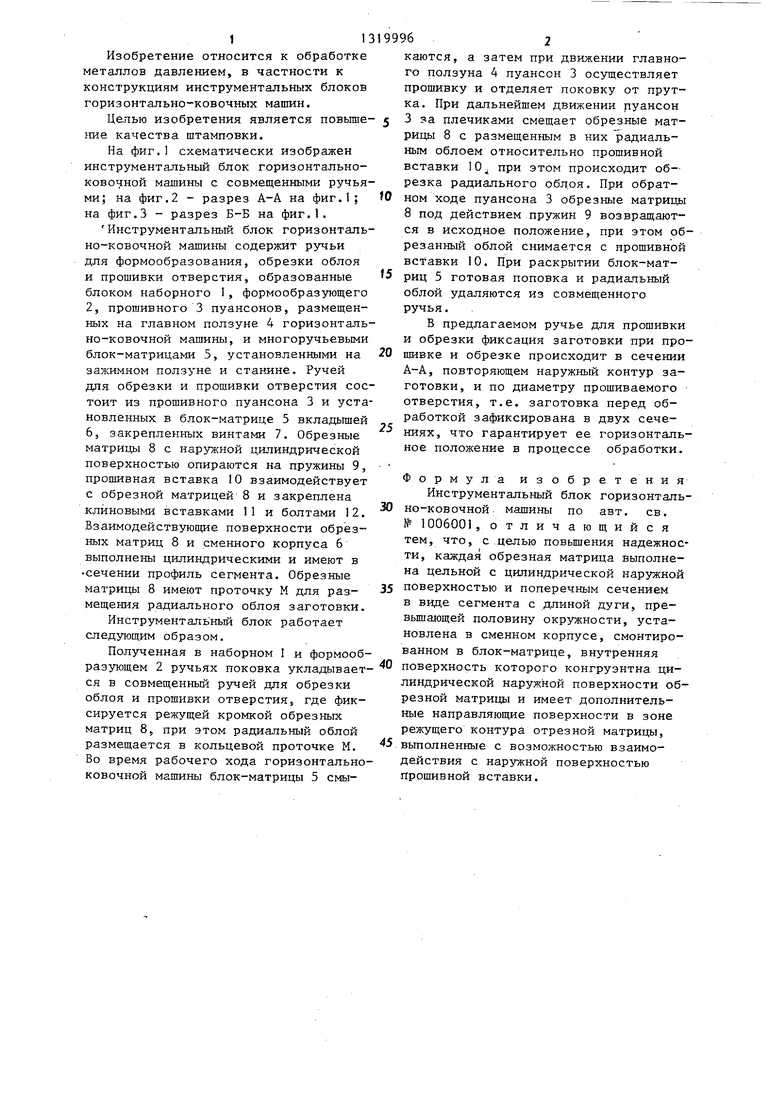
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструментальный блок горизонтально-ковочной машины | 1981 |
|
SU1006001A1 |
| Способ изготовления поковок | 1979 |
|
SU804158A1 |
| Способ изготовления изделий | 1988 |
|
SU1696076A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ПОКОВОК БЕЗ ШТАМПОВОЧНЫХ УКЛОНОВ | 1998 |
|
RU2159690C2 |
| Устройство для обрезки облоя и прошивки перемычки штампованных поковок | 1981 |
|
SU1026914A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК НА КОВОЧНЫХ МОЛОТАХ | 1995 |
|
RU2108188C1 |
| Способ изготовления конических зубчатых колес | 1990 |
|
SU1729677A1 |
| Способ изготовления кольцевых поковок | 1987 |
|
SU1433611A1 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ФЛАНЦЕВ ВОРОТНИКОВЫХ | 2007 |
|
RU2352431C2 |
| Совмещенный штамп | 1989 |
|
SU1703240A1 |
Изобретение относится к обработке металлов давлением, в частности к конструкциям инструментальных блоков горизонтально-ковочных машин. Цель изобретения - повышение качества штамповки. Инструментальный блок включает ручьи для формообразования, прошивки, обрезки облоя и прошивки отверстия, образованные блоком пуант сонов, размещенным на главном ползуне, и многоручьевыми блок-матрицами, установленными на зажимном ползуне и станине, подпружиненную обрезную, матрицу 6, прошивную вставку 10. Особенностью обрезного и прошивного ручья является выполнение обрезной матрицы 6 с дополнительными направляющими поверхностями в зоне режущего контура. Повьшение качества штамповок достигается за счет того, что при обрезке и прошивке заготовки фиксация ее производится по диаметру прошиваемого отверстия и по наружному контуру обрезки заготовки в детали. 3 ил. (Л со со со о ГЧ)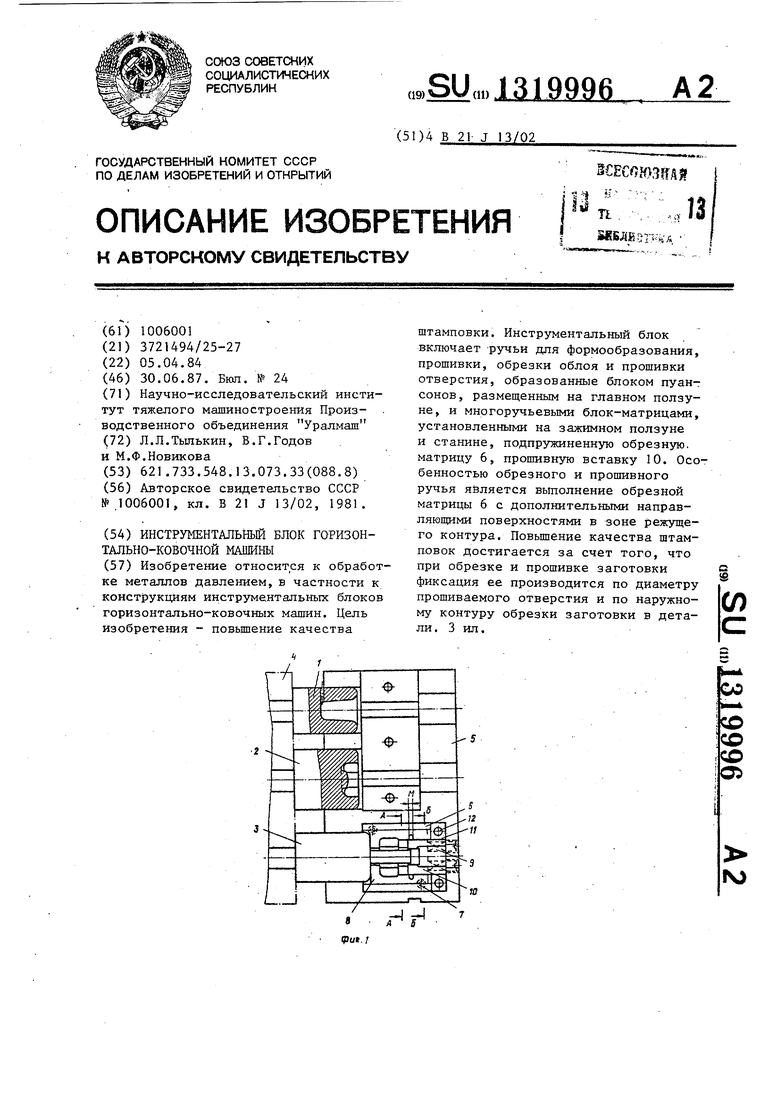
| Инструментальный блок горизонтально-ковочной машины | 1981 |
|
SU1006001A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
