Изобретение относится к литейному производству и может быть использовано при центробежном литье по выплавляемым моделям изделий из цветных и благородных металлов, в частности в ювелирной промышленности.
Известна простая литейная машина для производства ювелирных изделий с вертикальным расположением оси вращения, содержащая установленный на одном конце коромысла плавильный узел: тигель с формой, а на другом - противовес [1]. Вращение коромысла вокруг оси производится с помощью приводной пружины, которая заводится вручную. Плавка металла в тигле осуществляется посредством горелки или муфельной печи. Машина позволяет изготавливать только простые по форме отливки, поскольку пружинный привод не может долго обеспечивать больших центробежных усилий, необходимых для качественного заполнения сложных литейных форм.
Известно устройство для центробежной заливки форм [2] , содержащее диск-ротор с вертикальной осью вращения. Диск снабжен двумя стойками, на которых установлен плавильно-заливочный узел (с тиглем) с обеспечением возможности его поворота из вертикального положения в горизонтальное при вращении диска-ротора. На стакане плавильно-заливочного узла выполнены два прилива с вертикальными стойками, на которых закреплен упор с прижимом, обеспечивающим плотное соединение плавильного узла с установленной на нем формой. Наличие громоздкого диска, его горизонтальное расположение приводит к увеличению массогабаритных показателей установки. Конструкция не предусматривает защитного экрана, что повышает опасность работы - возможно разбрызгивание расплавленного металла. При загрузке легко снимается литейная форма, однако быстро заменить тигель весьма затруднительно.
Известны литейные центробежные машины в герметичном корпусе и с горизонтальной осью вращения. Автоклав для центробежной заливки литейных форм [3] снабжен установленным в корпусе диском-ротором, вращающимся в вертикальной плоскости. Внутри диска-ротора закреплена кассета с обогреваемым тиглем, на котором установлена литейная форма.
Установка благодаря герметичному корпусу (необходимому при работе с повышенным давлением) полностью исключает разбрызгивание металла, однако такой корпус существенно усложняет загрузочно-разгрузочные операции и его применение нецелесообразно при центробежном литье при нормальном давлении. Кроме того, дополнительное увеличение площади, занимаемой машиной, обусловлено необходимостью внешнего (вне корпуса) расположения привода и двигателя.
Известна установка для центробежной заливки литейных форм [4], содержащая опорные стойки с горизонтально установленным валом. На валу с помощью средства крепления, установленном консольно и выполненном в виде трубы с внутренним гидравлическим устройством, закреплен плавильно-заливочный узел с электрообогреваемым тиглем и сообщающимся с ним литейной формой. Тигель и литейная форма имеют крышки, однако фиксации узла обеспечивается дополнительным элементом - крышкой средства крепления. Противовес, уравновешивающий плавильно-заливочный узел, расположен внутри указанного средства крепления. Вся конструкция закрыта охватывающим защитным экраном, имеющим в верхней части закрываемое загрузочное окно и в перпендикулярной плоскости - окно для установки фиксирующей крышки. Установка [4] обеспечивает безопасную эксплуатацию при возможном прорыве жидкого металла и принята за прототип.
Консольная конструкция требует массивной опоры, т.к. при неточной балансировке могут происходить значительные колебания не только в радиальной плоскости. Конструкция громоздка и сложна в изготовлении и эксплуатации.
Задача изобретения - создание установки для центробежной заливки литейных форм максимально простой в изготовлении и надежной и безопасной в эксплуатации.
Поставленная задача решается тем, что в установке для центробежной заливки литейных форм, содержащей опорные стойки с горизонтально установленным валом, плавильно-заливочный узел с электрообогреваемым тиглем и сообщающейся с ним литейной формой, установленный на валу с помощью средств крепления, крышки тигля и литейной формы, стержень с противовесом и защитный экран, согласно изобретению, средство крепления плавильно-заливочного узла выполнено в виде размещенной на валу вдоль его оси опорной площадки с двумя вертикальными крепежными стойками, расположенными в плоскости, перпендикулярной оси вала, плавильно-заливочный узел размещен между крепежными стойками, крышки тигля и литейной формы закреплены на крепежных стойках с возможностью осевого перемещения, противовес установлен с возможностью осевого перемещения на стержне, закрепленном на валу, а защитный экран выполнен дугообразным и установлен на опорных стойках.
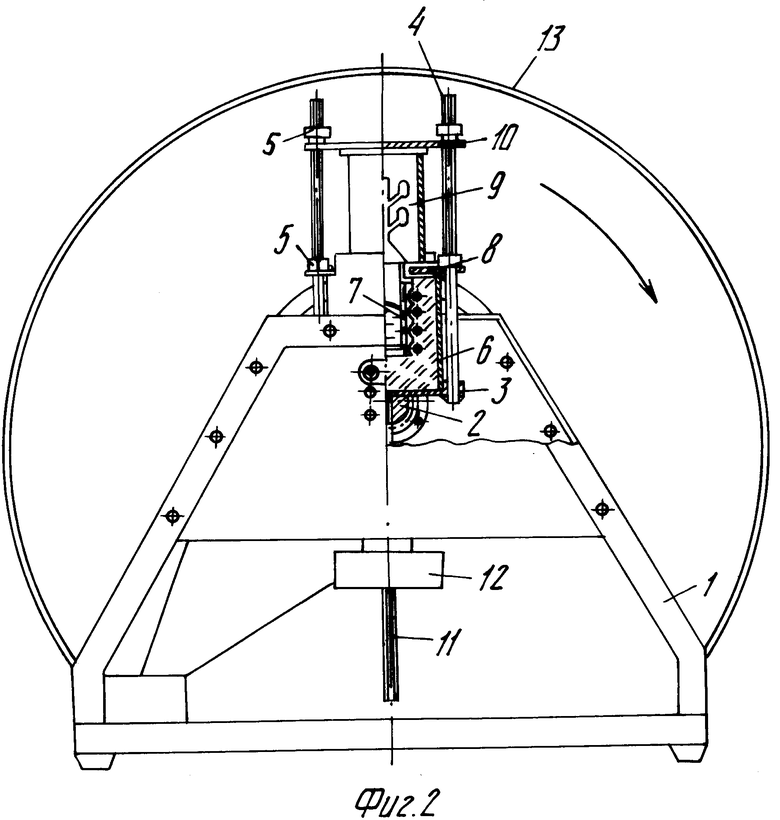
На фиг.1 изображена предлагаемая установка, общий вид; на фиг.2 - то же, вид сбоку.
Установка для центробежной заливки литейных форм включает в себя опору 1, на стойках которой на подшипниках горизонтально установлен вал 2. На валу 2 закреплена опорная площадка 3, ориентированная вдоль оси вала, на которой в выемке размещен плавильно-заливочный узел, а в плоскости, перпендикулярной оси вала, поставлены две крепежные вертикальные стойки 4 с гайками 5. Корпусом съемного плавильного блока 6 является стакан, в котором в слое термоизолирующего материала установлен электрообогревательный тигель 7. Блок 6 закреплен крышкой 8, которая имеет на периферии отверстия для установки ее на стойках 4. На ней размещается литейная форма 9, сообщающаяся с тиглем 7 через центральное отверстие в крышке 8. Литейная форма 9 прижимается крышкой 10, имеющей пазы для установки ее на стойках 4. Крышки 8 и 10 закрепляются гайками 5.
На валу 2 в радиальном направлении установлен стержень 11 с весовой шкалой и противовесом 12, который может менять свое положение в зависимости от веса шихты в тигле и веса литейной формы. На опорных стойках 1 закреплен охватывающий защитный экран 13, выполненный в виде дугообразно изогнутой пластины, установленной коаксиально валу 2. Экран 13 может быть выполнен из тонкого металлического листа. Литейная установка снабжена электроприводом, при этом конструкция позволяет разместить электродвигатель между стойками опоры.
Электропитание к тиглю осуществляется через токоподвод 14, который при подключении к нему электроразъема через окно 15, выполненное в стойках опоры 1, одновременно служит фиксатором загрузочного положения.
Установка работает следующим образом.
В исходном положении плавильный блок 6 закреплен крышкой 8 на опорной площадке 3 при помощи гаек 5. Противовес 12 устанавливается в заданное положение согласно градуировке на весовой шкале. Затем к токоподводу 14 через окно 15 подключается электроразъем, после чего в тигель 7 загружается шихта.
После расплавления металла на крышку 8 устанавливается предварительно разогретая литейная форма 9. Ее прижим осуществляется крышкой 10 посредством гаек 5, навинчиваемых на стойках 4.
Отключением электроразъема от токоподвода 14 снимается фиксация загрузочного положения.
Включается электродвигатель и подвижная система приходит во вращение. За счет действия центробежных сил металл заполняет форму 9. После окончания процесса заливки при ослаблении гаек 5 легко снимаются крышка 10 и литейная форма 9.
В случае необходимости возможна свободная замена тигля (как и всего блока целиком) за счет снятия со стоек 4 крышки 8. При этом экран 13 не мешает замене. Экран 13 надежно закрывает оператора от возможного разбрызгивания металла, которое происходит в радиальном направлении при износе в процессе эксплуатации уплотнительных элементов. При ремонте конструкции экран легко снимается с корпуса.
Таким образом, заявляемая установка имеет компоновочное решение, позволяющее максимально уменьшить ее габариты, установить компактный защитный экран, не мешающий загрузке и выгрузке. Блочная схема плавильного элемента увеличивает ремонтоспособность и технологические возможности устройства. Установка проста в изготовлении, надежна и безопасна в эксплуатации и может найти широкое применение в небольших мастерских ювелиров и протезистов-стоматологов.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЦЕНТРОБЕЖНАЯ ЛИТЕЙНАЯ МАШИНА УДАРНОГО РАЗГОНА | 1992 |
|
RU2056971C1 |
| СПОСОБ ПОЛУЧЕНИЯ МАЛОГАБАРИТНЫХ ОТЛИВОК ИЗ ВЫСОКОАКТИВНЫХ МЕТАЛЛОВ И СПЛАВОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2319578C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ БАЛАНСИРОВКИ УСТРОЙСТВА ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ И МЕХАНИЗМ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1993 |
|
RU2123906C1 |
| Вакуумная плавильно-заливочная установка | 1990 |
|
SU1747238A1 |
| Вакуумная гарниссажная литейная установка для получения отливок из тугоплавких металлов | 1971 |
|
SU399702A1 |
| ВАКУУМНАЯ ДУГОВАЯ ПЛАВИЛЬНО-ЗАЛИВОЧНАЯ УСТАНОВКА | 2003 |
|
RU2239757C1 |
| ПЛАВИЛЬНО-ЗАЛИВОЧНАЯ УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ МАЛОГАБАРИТНЫХ ОТЛИВОК | 2002 |
|
RU2211419C1 |
| ПЛАВИЛЬНО-ЗАЛИВОЧНАЯ УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ МАЛОГАБАРИТНЫХ ОТЛИВОК | 2005 |
|
RU2291758C2 |
| Способ центробежного литья ювелирных изделий и устройство для его осуществления | 1990 |
|
SU1827321A1 |
| ВАКУУМНАЯ ИНДУКЦИОННАЯ ПЛАВИЛЬНО-ЗАЛИВОЧНАЯ УСТАНОВКА | 2017 |
|
RU2663025C1 |
Изобретение может быть использовано при литье по выплавляемым моделям изделий из цветных и благородных металлов. Установка включает опорные стойки с горизонтально установленным валом. На валу имеется опорная площадка, ориентированная вдоль оси вала, на которой установлен плавильно-заливочный узел. В плоскости, перпендикулярной оси вала, закреплены две крепежные вертикальные стойки. Плавильно-заливочный узел состоит из электрообогреваемого тигля и литейной формы, сообщающейся с тиглем. Крышки литейной формы и тигля закреплены на крепежных стойках с возможностью осевого перемещения. На валу закреплен стержень с противовесом. Высота установки противовеса регулируется в зависимости от веса шихты в тигле и веса литейной формы. На опорных стойках закреплен защитный экран, выполненный в виде дугообразно изогнутой пластины. Изобретение позволяет снизить габариты установки, повысить ее безопасность и надежность. 2 ил.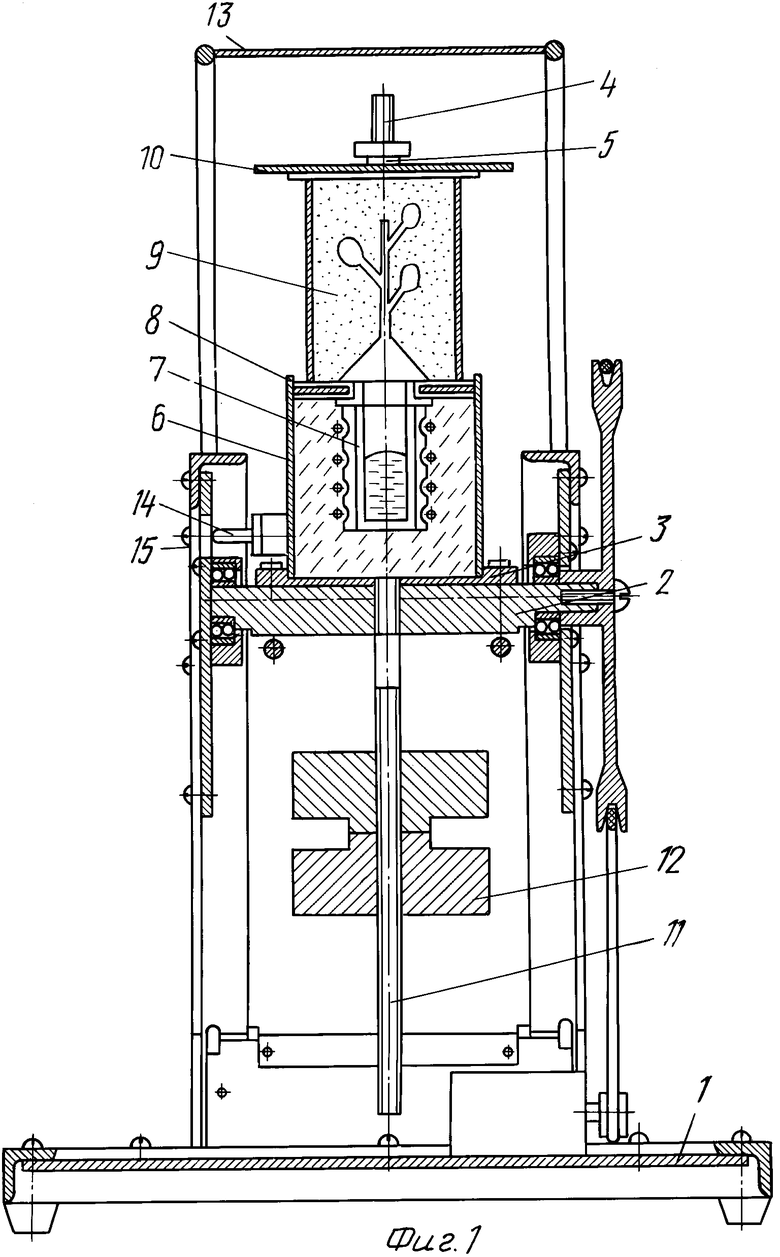
Установка для центробежной заливки литейных форм, содержащая опорные стойки с горизонтально установленным валом, плавильно-заливочный узел с электрообогреваемым тиглем и сообщающейся с ним литейной формой, установленный на валу с помощью средства крепления, крышки тигля и литейной формы, стержень с противовесом и защитный экран, отличающаяся тем, что средство крепления плавильно-заливочного узла выполнено в виде размещенной на валу вдоль его оси опорной площадки с двумя вертикальными крепежными стойками, расположенными в плоскости, перпендикулярной оси вала, плавильно-заливочный узел размещен между крепежными стойками, крышки тигля и литейной формы закреплены на крепежных стойках с возможностью осевого перемещения, противовес установлен с возможностью осевого перемещения на стержне, закрепленном на валу, а защитный экран выполнен дугообразным и установлен на опорных стойках.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Юдин С.Б | |||
| и др | |||
| Центробежное литье | |||
| - М.: Машиностроение, 1972 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство, 481365, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| SU, авторское свидетельство, 468702, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| US, патент, 2917797, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |

