Изобретение относится к литейному производству, в частности к литью под давлением металлов и пластмасс, а также может использоваться при получении моделей в производстве литья по выплавляемым моделям.
Известна пресс-форма для литья под давлением металлов и пластмасс [1], содержащая неподвижную полуформу и подвижную, включающую опорные стойки, подкладную плиту, плиту выталкивателей и плиту съема, на которой закреплены штанги с имеющим скос ползуном, который взаимодействует своим скосом со скосом, выполненным в плите выталкивателей, а в опорных стойках выполнены пазы, взаимодействующие с ползунами.
Однако такая пресс-форма требует высокой точности изготовления, она сложна в обслуживании и не может передавать больших усилий из-за ограниченной площади поверхности ползунов.
Ближайшим аналогом заявленного изобретения является пресс-форма литья под давлением [2], содержащая неподвижную полуформу и подвижную полуформу с основанием, стойками, имеющими ступенчатые направляющие, и системой двухступенчатого выталкивания отливки, состоящий из первой и второй выталкивающих плит, соединенных тягами, плиты съема, соединенной с первой выталкивающей плитой штангами, ступенчатых ползунов, имеющих скосы и установленных с возможностью взаимодействия со скосами первой и второй выталкивающих плит и направляющими опорных стоек.
Недостатками известной пресс-формы являются следующие.
Нестабильность траектории движения ползунов, а именно, не гарантировано стабильное скольжение ползунов по скосам первой выталкивающей плиты и направляющим опорных отсек.
Низкая надежность по причине того, что при движении второй выталкивающей плиты после остановки первой выталкивающей плиты возможен перекос ползуна.
Сложность в изготовлении, в данном устройстве необходимо точное совмещение скосов ползуна со скосами выталкивающих плит и направляющими опорных стоек.
Заявляемое изобретение направлено на расширение технологических возможностей и повышение надежности работы пресс-формы.
Для этого пресс-форма литья под давлением, содержащая неподвижную полуформу и подвижную полуформу с основанием, стойками, имеющими ступенчатые направляющие, и системой двухступенчатого выталкивания отливки, состоящей из первой и второй выталкивающих плит, соединенных тягами, плиты съема, соединенной с первой выталкивающей плитой штангами, ступенчатых ползунов, имеющих скосы и установленных с возможностью взаимодействия со скосами первой выталкивающей плиты и направляющими опорных стоек, снабжена фиксатором, установленным с возможностью перемещения в пазу первой выталкивающей плиты, и штангами, установленными в основании и второй выталкивающей плите и определяющими положение фиксатора. При этом ступенчатые ползуны установлены в направляющих второй выталкивающей плиты.
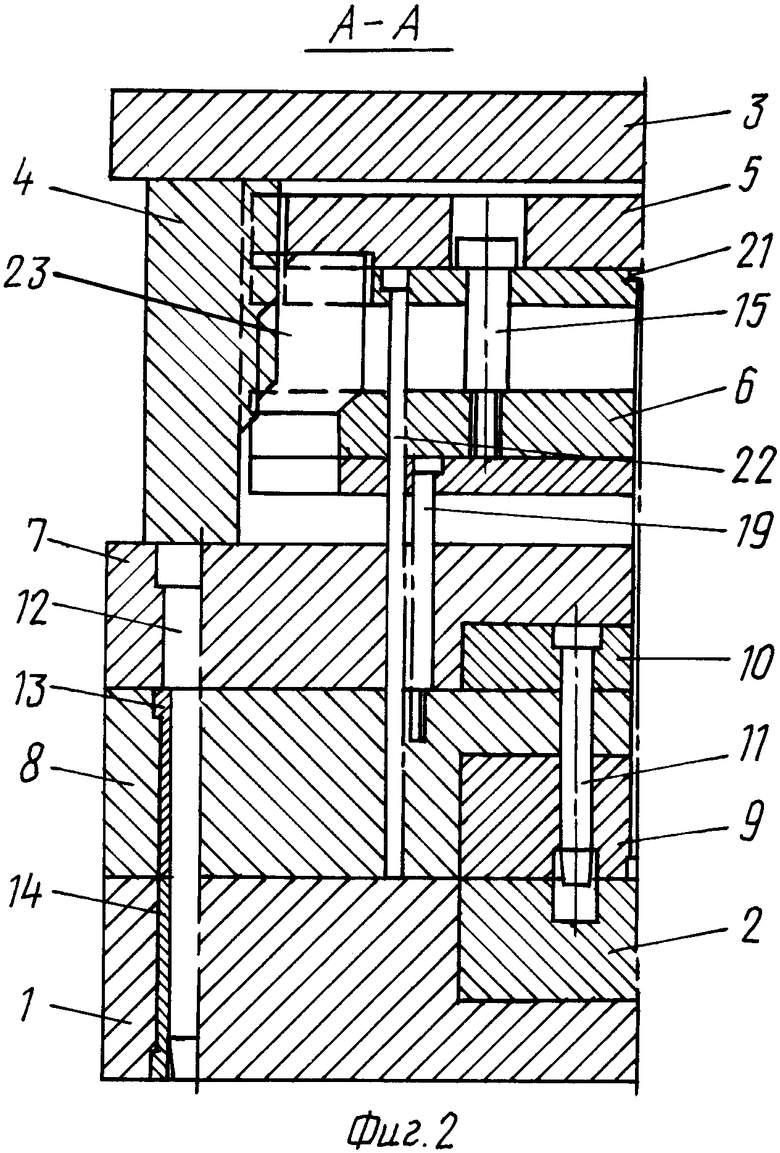
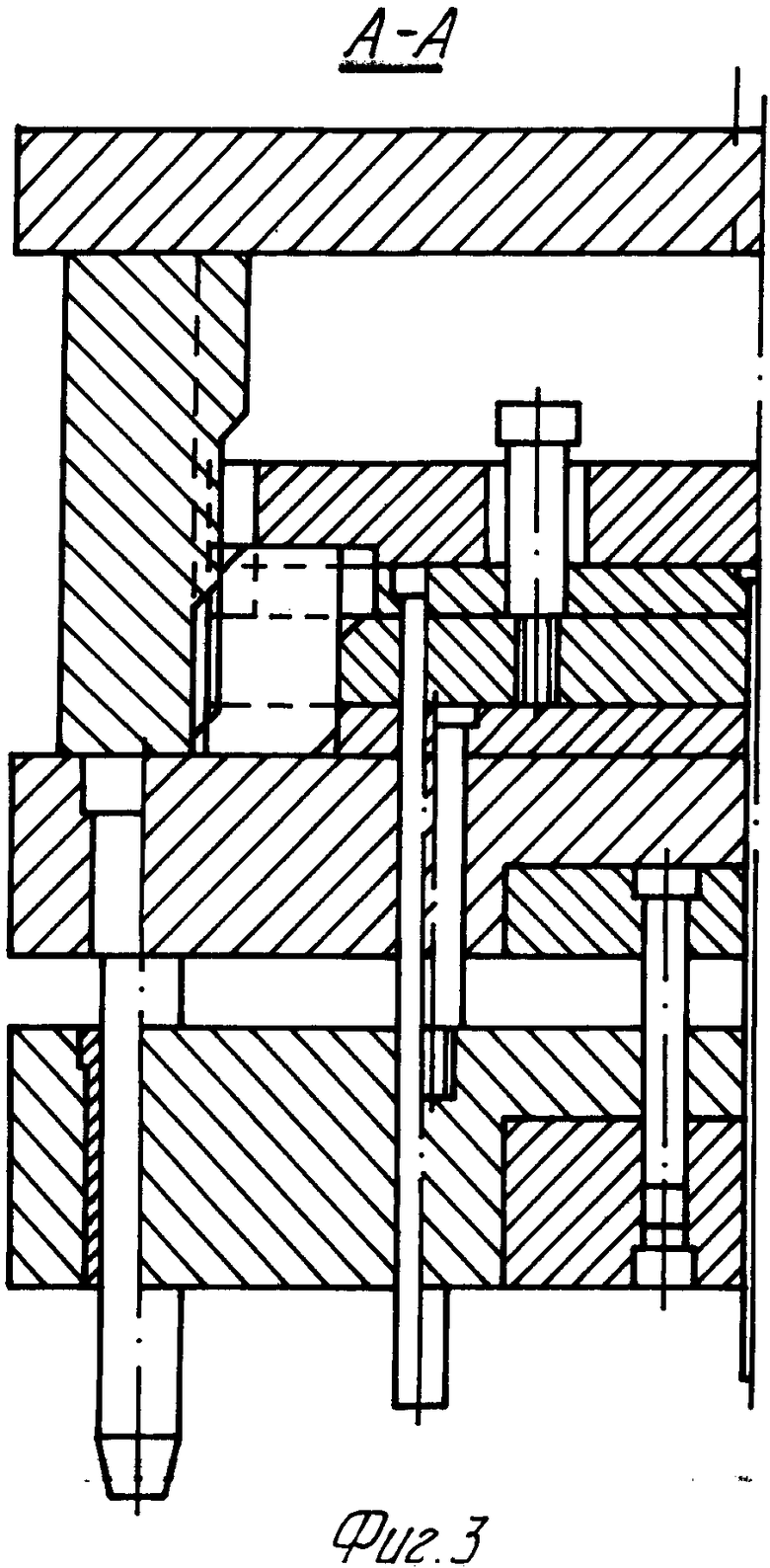
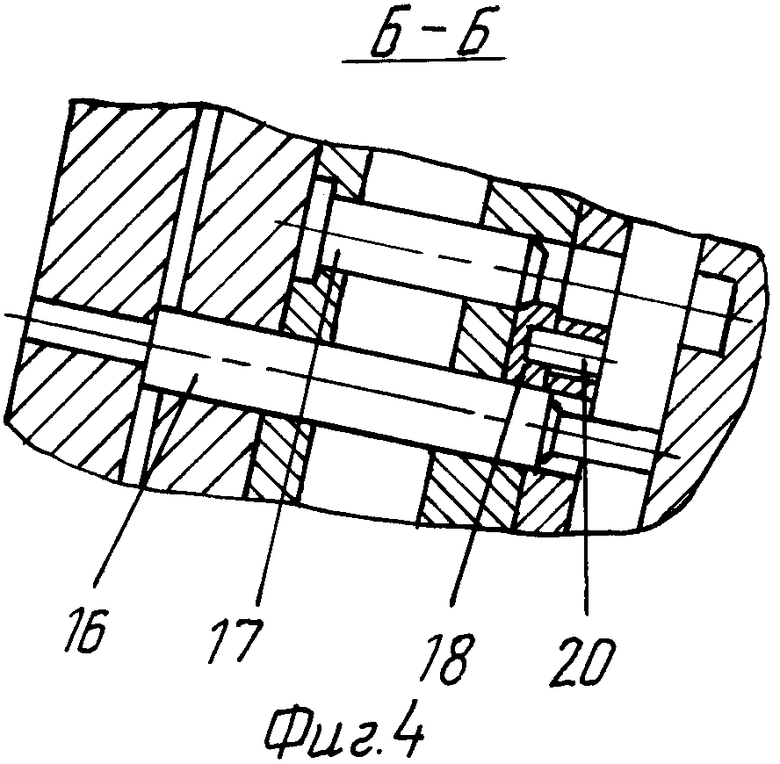
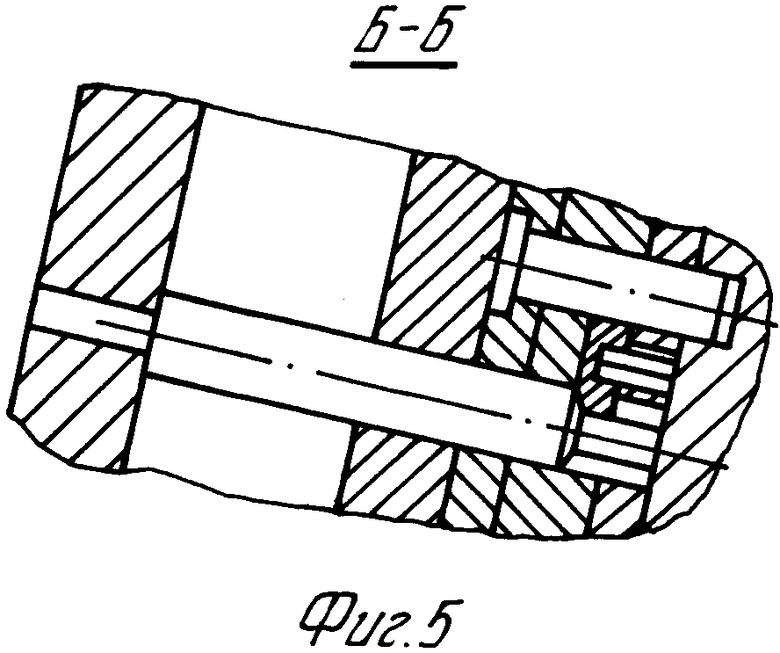
На фиг. 1 изображена пресс-форма, общий вид; на фиг. 2 - разрез А-А на фиг. 1, пресс-форма закрыта; на фиг. 3 - разрез А-А на фиг. 1, пресс-форма раскрыта; на фиг. 4 - разрез Б-Б на фиг. 1, пресс-форма закрыта; на фиг 5 - разрез Б-Б на фиг. 1, пресс-форма раскрыта.
Пресс-форма литья под давлением состоит из неподвижной и подвижной полуформы. Неподвижная полуформа содержит неподвижную обойму 1 с формообразующим вкладышем 2. Подвижная полуформа содержит основание 3 с установленными на нем опорными стойками 4, имеющими ступенчатые направляющие, систему двухступенчатого выталкивания отливки, состоящую из второй выталкивающей плиты 5 и первой выталкивающей плиты 6. Подвижная полуформа содержит подвижную обойму 7 и плиту 8 съема с размещенным в ней формообразующим вкладышем 9.
В подвижной обойме 7 расположена вставка 10 со стержнем 11, оформляющим полость отливки, и установлены центрирующие штыри 12, а центрирующие втулки 13 и 14 размещены в плите 8 съема и в неподвижной обойме 1 соответственно.
Система двухступенчатого выталкивания отливки, кроме плит 5, 6 и 8, содержит тяги 15, связывающие плиты 5 и 6; штанги 16 и 17, закрепленные в основании 3 и плите 5 соответственно, и фиксатор 18, установленный в первой выталкивающей плите 6. Штанги 16 и 17 определяют положение фиксатора 18. В этой же плите 6 установлены штанги 19 и штифт 20, ограничивающий ход фиксатора 18. Фиксатор 18 расположен в пазу первой выталкивающей плиты 6 с возможностью перемещения между центрами отверстий под штанги 16 и 17. Первая выталкивающая плита 6 размещена между плитой 8 съема и второй выталкивающей плитой 5 и связана с ними при помощи штанг 19 и 15 соответственно.
Во второй выталкивающей плите 5 установлены выталкиватели 21 литниковой системы и контртолкатели 22. Кроме этого, в плите 5 выполнены направляющие под ступенчатые ползуны 23, которые размещены в этих направляющих подвижно, имеют скосы и установлены с возможностью взаимодействия со скосами первой выталкивающей плиты и направляющими опорных стоек. Ползуны 23 взаимодействуют с опорными стойками 4 для устойчивости. Усилие выталкивания передают фиксаторы 18 совместно с ползунами 23.
Пресс-форма работает следующим образом.
После запрессовки металла пресс-форма раскрывается по основному разъему II. При этом вторая выталкивающая плита 5, приведенная в движение от системы выталкивания литейной машины, через штанги 17 и ползун 23, скользящий по направляющим опорных стоек 4, передает движение первой выталкивающей плите 6.
Первая выталкивающая плита 6, передвигаясь, за счет штанг 19 перемещает плиту 8 съема по центрирующим штырям 12, происходит раскрытие пресс-формы по разъему I. При этом стержень 11 выходит из полости отливки. Первая выталкивающая плита 6 движется до упора в обойму 7 подвижную, вторая же выталкивающая плита 5 продолжает двигаться дальше. Движение осуществляется за счет того, что фиксатор 18, перемещаясь вдоль штанги 16, выходит из контакта со штангой 17, тем самым не препятствуя движению второй выталкивающей плиты 5 со штангами 17, а ползун 23, продолжая перемещаться по направляющим опорных стоек 4, двигается и по направляющим второй выталкивающей плиты 5, выходя при этом из контакта с первой выталкивающей плитой 6. Вторая выталкивающая плита 5 выталкивает отливку с литниковой системой из вкладыша 9.
При закрытии пресс-формы гидропривод выталкивания машины возвращает вторую выталкивающую плиту 5 в исходное положение. При этом ползуны 23, двигаясь по направляющим опорных стоек 4, выходят из паза плиты 6 и по направляющим плиты 5 возвращаются в исходное положение. Возвращаясь в исходное положение, плита 5 с помощью штанг 15 и 19 возвращает плиты 6 и 8 также в исходное положение. Разъем I закрывается. При дальнейшем ходе закрытия машины полуформы смыкаются по разъему II.
При закрытии пресс-формы для определения порядка движения выталкивающих плит служат фиксатор 18 и штанги 16 и 17, которые не позволяют привести в движение первую выталкивающую плиту 6 до того момента, когда ползун 23 выйдет из контакта с плитой 6, что определяется длиной штанги 17.
Для более равномерного распределения нагрузки и уменьшения деформации плиты 6 основную нагрузку по выталкиванию отливки принимает на себя ползун 23.
Заявляемое техническое решение в сравнении с известными изобретениями имеет следующие преимущества.
При изготовлении данной пресс-формы не требуется высокой точности.
Происходит передача больших усилий за счет ползунов, опирающихся на опорные стойки.
Пресс-форма удобна в обслуживании, так как ползуны, передающие основное усилие, открыты и в процессе работы их можно легко чистить и смазывать.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для литья под давлением металлов и пластмасс | 1977 |
|
SU686814A1 |
| Литьевая форма для изготовления изделий с поднутрениями из пластических масс | 2017 |
|
RU2664874C1 |
| МАШИНА ДЛЯ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ | 1995 |
|
RU2082548C1 |
| УСТРОЙСТВО ДЛЯ ВЫТАЛКИВАНИЯ ОТЛИВОК | 1997 |
|
RU2124415C1 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1117121A1 |
| Пресс-форма для литья под давлением | 1987 |
|
SU1574357A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2003 |
|
RU2250152C2 |
| Пресс-форма для литья под давлением | 1976 |
|
SU659280A1 |
| Прессформа для литья под давлением | 1976 |
|
SU598689A1 |
| Устройство для двухступенчатого выталкивания отливок из пресс-формы | 1984 |
|
SU1263424A1 |
Изобретение относится к литейному производству, в частности к литью под давлением металлов и пластмасс, а также может использоваться при получении моделей в производстве литья по выплавляемым моделям. Сущность изобретения: пресс-форма литья под давлением имеет неподвижную и подвижную полуформы. Подвижная полуформа состоит из основания со стойками и системы двухступенчатого выталкивания отливки, состоящей из первой и второй выталкивающих плит и плиты съема. Во второй выталкивающей плите выполнены направляющие под ступенчатые ползуны, которые размещены в этих направляющих подвижно. Каждый ползун имеет скос, который взаимодействует со скосом первой выталкивающей плиты. Усилие выталкивания передают фиксаторы, размещенные в пазу первой выталкивающей плиты. Ползуны для устойчивости взаимодействуют с опорными стойками. Положение фиксаторов определяется штангами, установленными в основании и второй выталкивающей плите. 5 ил.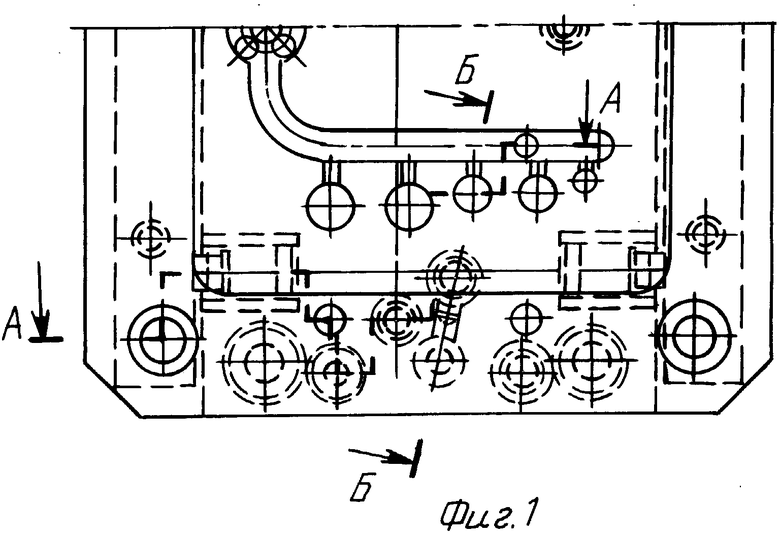
Пресс-форма для литья под давлением, содержащая неподвижную полуформу и подвижную полуформу с основанием, стойками, имеющими ступенчатые направляющие, и системой двухступенчатого выталкивания отливки, состоящей из первой и второй выталкивающих плит, соединенных тягами, плиты съема, соединенной с первой выталкивающей плитой шлангами, ступенчатых ползунов, имеющих скосы и установленных с возможностью взаимодействия со скосами первой выталкивающей плиты и направляющими опорных стоек, отличающаяся тем, что она снабжена фиксатором, установленным с возможностью перемещения в пазу первой выталкивающей плиты, и штангами, установленными в основании и второй выталкивающей плите и определяющими положение фиксатора, при этом ступенчатые ползуны установлены в направляющих второй выталкивающей плиты.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 686814, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство, 1263424, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |

