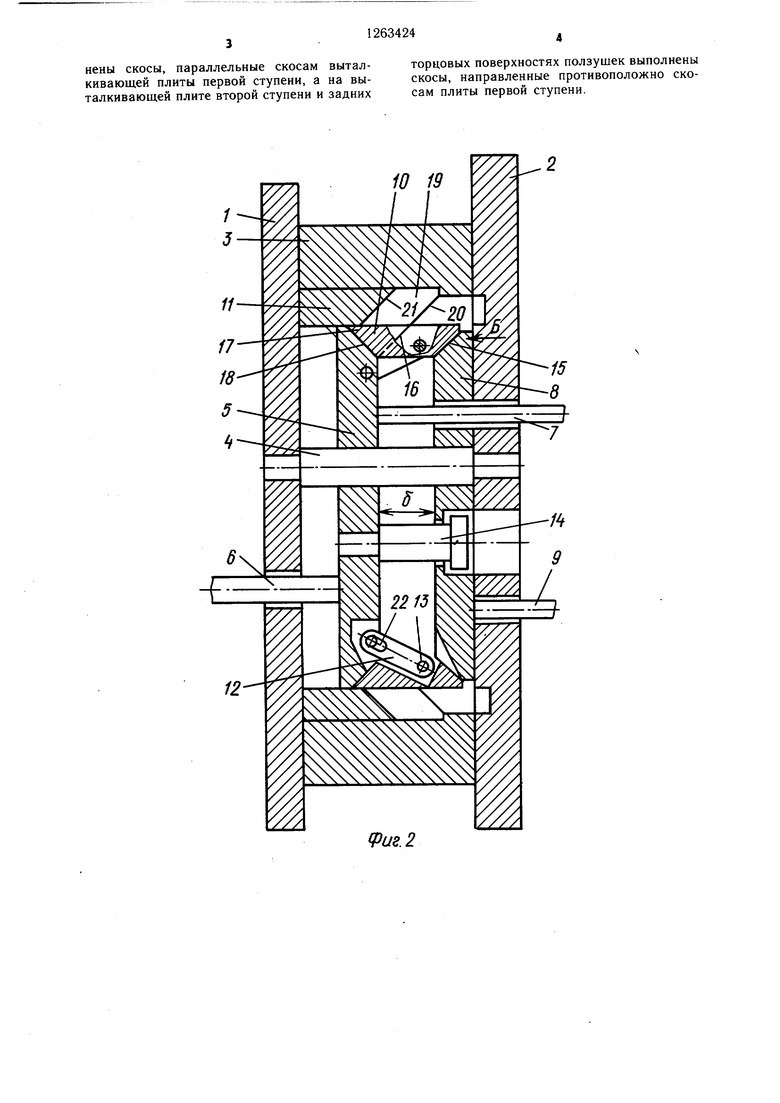
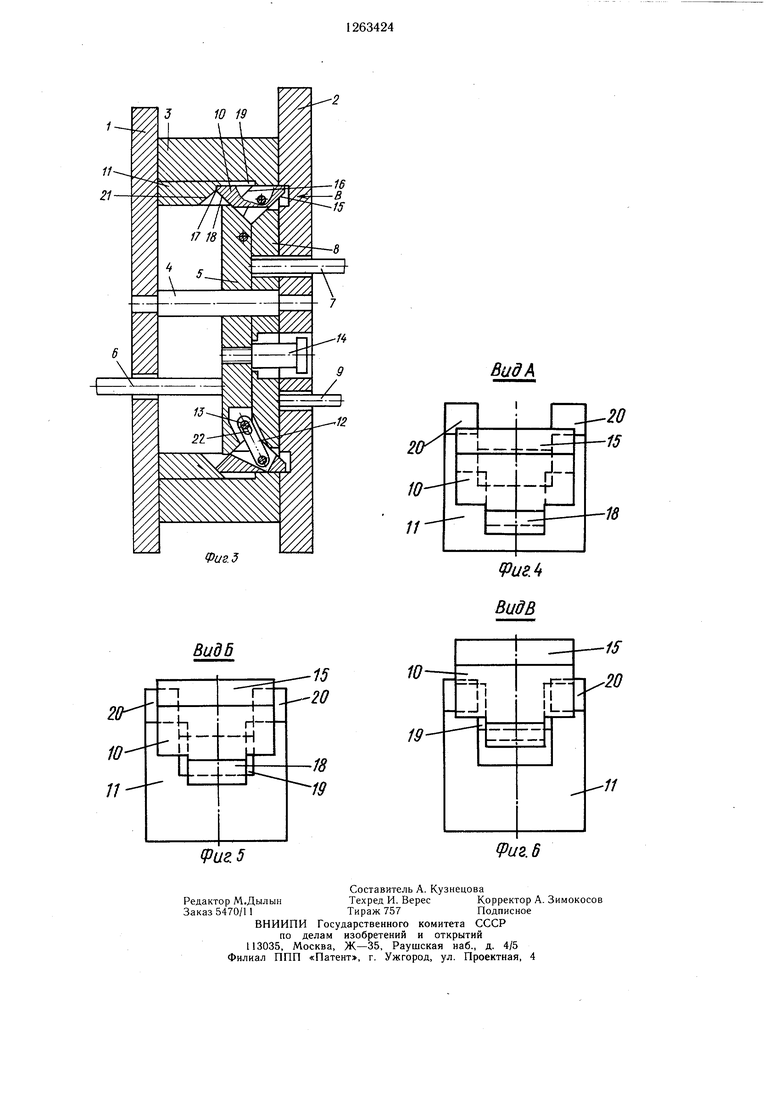
Изобретение относится к литейному производству, в частности к литью под давлением металлов и пластмасс. Цель изобретения - уменьшение габаритов устройства. На фиг. 1 представлено устройство для двухступенчатого выталкивания отливок в исходном положении, разрез; на фиг. 2 и 3 - то же, в процессе работы; на фиг. 4 - вид А на фиг. 1; на фиг. 5 - вид Б на фиг. 2; на фиг. 6 - вид В на фиг. 3. Устройство для двухступенчатого выталкивания может быть установлено в постаменте пресс-формы, включающем плиту 1 крепления на подвижной плите машины, плиту 2 с пазами для крепления пресс-формы, опорные стойки 3, направляюш.ие колонки 4. Устройство содержит выталкивающую плиту 5, соединенную с гидравлическим выталкивателем машины посредством толкателя 6, толкатели 7, взаимодействующие с плитой 5, плиту 8 выталкивания, толкатели 9, взаимодействующие с плитой 8 ползущки 10, опорные пластины 11, закрепленные на опорных стойках 3, тяги 12, посредством осей 13 шарнирно закрепленные в плите 5 и ползушках 10, и щпильки 14. Плиты 5 и 8 в местах контакта с ползушками 10 имеют скосы. Ползушки 10 расположены свободно между плитами 5 и 8 и опорными пластинами 11. Плита 8 с толкателями 9 является первой ступенью выталкивания, а плита 5 с толкателями 7 - второй. Ползуны 10 имеют Т-образную форму, узкой стороной направлены к плите 5, широкой - к плите 8. На торцовых поверхностях ползушки имеются скосы 15, 16 и 17 по плоскостям, параллельным плоскости скоса в плите 8. На торце ползуна с узкой стороны имеется второй скос 18 по плоскости, параллельной плоскости скоса в плите 5, противоположно направленный скосу плиты 8. В опорных пластинах имеются прорези 19 со скосами 20 и 21, соответствующими скосам 16 и 17 ползушек 10. В тягах 12 имеются пазы 22 для компенсации уменьшения расстояния между осями 13 в плите 5 и ползушках 10 при движении плиты 5 и ползушек 10. Наличие пазов в тягах 12 исключает передачу усилия выталкивания через тяги. Свободное расположение ползушек 10, Т-образная форма их, наличие на торцах ползушек скосов в двух направлениях, соответствие вырезов и скосов на опорных пластинах 11 форме и размерам ползушек и применение тяг 12 обеспечивают минимальные размеры устройств для двухступенчатого перемещения плит 5 и 8 выталкивания. Работа устройства заключается в следующем. Усилие гидравлического выталкивателя машины через толкатели 6 передается на плиту 5 и через ползушки 10 на плиту 8. Плиты 5 и 8 вместе с ползушками 10 перемещаются вправо на величину зазора а, воздействуя на толкатели 7 и 9 и через них, например, на плиту съема пресс-формы. При этом ползушки 10 скользят по поверхности опорных пластин 11. После перемещения на величину а плита 8 прекращает движение, скосы 16 и 17 ползушек 10 совмещаются соответственно со скосами 20 и 21 опорных пластин 11, ползущки 10 под действием плиты 5, скользя скосами 16 и 17 по скосам 20 и 21 опорных пластин 11, скосом 15 по скосу плиты 8, вдвигаются в прорези 19 опорных пластин 11, обеспечивая дальнейшее продвижение плиты 5, которая может переместиться вправо еще на величину а, до упора в плиту 8. После остановки плиты 8 воздействие толкателя 9 на плиту съема пресс-формы прекращается, а толкатель 7 продолжает воздействие на выталкиватели пресс-формы. При возврате плиты гидравлического выталкивателя машины в исходное положение плита 5 перемещается влево, через тяги 12 воздействует на ползушки 10, выдвигая их из прорезей 19 опорных пластин 11, после перемещения на величину б через шпильки 14 воздействует на плиту 8 и после перемещения еще на величину а плиты 5 и 8 и ползушки 10 возвращаются в исходное положение. При необходимости плиты выталкивателей пресс-формы могут быть соединены тягами с плитой 5 для возврата в исходное положение одновременно с возвратом плиты гидравлического выталкивателя машины. Предложенное устройство двухступенчатого выталкивания отливок является универсальным, предназначенным для использования в комплекте с пресс-формами как с двухступенчатым, так и с одноступенчатым выталкиванием отливок. Ход группы выталкивателей пресс-формы, взаимодействующей с толкателем 9, может быть установлен в пределах от О до б, а группы выталкивателей, взаимодействующей с толкателем 7, - от О до б+а за счет соответствующей длины толкателей 9 и 7. Формула изобретения Устройство для двухступенчатого выталкивания отливок из пресс-формы, содержащее выталкивающие плиты первой и второй ступеней, опорные пластины, закрепленные на опорных стойках пресс-формы, и ползушки, размещенные между выталкивающими плитами и взаимодействующие с опорными пластинами и со скосами на выталкивающей плите первой ступени, отличающееся тем, что, с целью уменьщения габаритов устройства, ползушки выполнены Т-образной формы и соединены шарнирными тягами с выталкивающей плитой второй ступени, а в опорных пластинах выполнены прорези под ползушки, при этом на торцовых поверхностях ползушек и опорных пластин выполйены скосы, параллельные скосам вытал-торцовых поверхностях ползушек выполнены
кивающей плиты первой ступени, а на вы-скосы, направленные противоположно скоталкивающей плите второй ступени и заднихсам плиты первой ступени.
1263424д
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп с устройством для выталкивания изделий | 1990 |
|
SU1734909A1 |
| Прессформа для литья под давлением | 1976 |
|
SU598689A1 |
| Пресс-форма для литья под давлением | 1975 |
|
SU621455A1 |
| Совмещенный штамп | 1986 |
|
SU1423245A1 |
| Прессформа для литья под давлением | 1975 |
|
SU534300A1 |
| Штамп совмещенного действия для пробивки и вырубки | 1979 |
|
SU871908A1 |
| Устройство для штамповки жидкого металла | 1989 |
|
SU1639886A1 |
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |
| Литьевая форма с двухступенчатой выталкивающей системой | 1975 |
|
SU555022A1 |
| Штамп для безооблойной объемной штамповки | 1989 |
|
SU1731391A2 |
Изобретение относится к литейному производству и может быть использовано при литье под давлением металлов и пластмасс. Целью изобретения является уменьшение габаритов устройства для двухступенчатого выталкивания отливок из прессформы. Устройство состоит из выталкивающих плит 5 и 8, между которыми размещены ползушки 10, выполненные Т-образной формы. При передаче усилия от гидровыталкнвателя машины через толкатель 6 осуществляется одновременное перемещение плит 5 и 8 и первая ступень выталкивания отливки. Затем ползушки 10, скользя скосами 15 по скосам плиты 8, перемещаются в прорезях опорных пластин 11. Плита 8, выбрав зазор а, останавливается, а плита 5, освободившись от ползушек, продолжает движение до выбора зазора б. При этом осуществляется вторая ступень выталкивания отливки. 6 ил. (С
// 21
Фаг. 5
Видб
ВидА
.20 -15
Ю-1811
РиеЛ ВцдВ
-IS
| Пресс-форма для литья выплавляемых моделей | 1978 |
|
SU740401A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Шахов В | |||
| К | |||
| Система двойного выталкивания.-Литейное производство, 1981, № 5, с | |||
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
