Изобретение относится к технологическому оборудованию для изготовления коллекторов электрических машин постоянного тока и может быть использовано в электротехнической промышленности.
Известно устройство для крепления коллекторной пластины на горизонтально- фрезерном станке при фрезеровании паза под петушок. Устройство представляет собой станочные тиски, снабженные ориентирующими губками [Патент РФ №2085356, дата подачи заявки 02.05.2002 г., МПК B23Q 3/06].
Недостатком известного устройства является невозможность автоматизации процесса фрезерования пазов в петушках коллекторных пластин вследствие:
- отсутствия механизма синхронизации перемещения губок станочных тисков с возвратно-поступательным движением шпинделя;
- отсутствия механизма установки коллекторных пластин из магазина в станочные тиски;
- отсутствия механизма снятия обработанных коллекторных пластин из станочных тисков;
- фрезерование осуществляется в вертикальном положении коллекторных пластин, что усложняет механизм их автоматической установки из магазина в станочные тиски.
Известен полуавтоматический станок для фрезерования пазов в гребешках коллекторов электрических машин [А.С. №177514, дата подачи заявки 14.07.1962 г., МПК Н02К; В23С]. Фрезерный станок предназначен для фрезерования паза после сборки коллектора. Станок содержит станину, гидравлическую систему, привод с режущим инструментом, устройство для крепления и поворота обрабатываемого коллектора.
Недостатком известного устройства является:
- сложность фрезерования глубокого паза в собранном коллекторе, особенно коллектора больших размеров;
- возможность брака при фрезеровании и высокая трудоемкость устранения брака, связанная с разборкой коллектора.
Наиболее близким по назначению и технической сути к заявляемому решению является способ и станок для фрезерования пазов коллекторных машин [А.С №147655, дата подачи заявки 02.10.1961]. Фрезерование производится в процессе непрерывного вращения кольцеобразного стола, на котором размещены обрабатываемые пластины при помощи фрезы, располагаемой около внутренней кромки стола.
Недостатком известного устройства является:
- низкая степень автоматизации обработки пластин, связанная с непрерывной загрузкой кольцеобразного стола коллекторными пластинами при помощи рабочего;
- громоздкость станка.
Задачей заявленного технического решения является создание компактного автоматического станка для фрезерования пазов в петушках коллекторных пластин электрических машин, позволяющего повысить качество обработки паза.
Поставленная задача решается тем, что автоматический станок для фрезерования пазов в петушках коллекторных пластин электрических машин, включающий станину, направляющую коллекторных пластин и фрезу, установленную на вертикальном шпинделе, дополнительно снабжен магазином коллекторных пластин, смонтированным на направляющей, кареткой с гидроцилиндром, установленной под направляющей, при этом магазин коллекторных пластин выполнен в виде короба с прорезью по всей его длине, а каретка снабжена собачкой, проходящей в прорезь направляющей и держателем, связанным с гидроцилиндром каретки, над направляющей установлен прижим коллекторных пластин, а фреза закреплена между двумя дисками, имеющими скосы, закрепленными на шпинделе, подшипниковый корпус которого установлен на суппорте станка.
В корпусе гидроцилиндра каретки смонтирован поршень, подпружиненный относительно каретки, один шток которого пропущен сквозь каретку и на его хвостовике установлен держатель коллекторных пластин, а второй шток поршня пропущен сквозь корпус гидроцилиндра и на его хвостовике закреплен кронштейн, снабженный упором, управляющим включением микровыключателя, установленного на корпусе гидроцилиндра.
Подшипниковый корпус шпинделя пропущен сквозь два центрирующих отверстия суппорта и установлен на регулировочных болтах с двумя буртами, ввернутых в суппорт станка.
Магазин коллекторных пластин снабжен кронштейном, в который установлен регулировочный болт, упирающийся в направляющую коллекторных пластин.
Отличительными признаками заявленного решения является то, что станок дополнительно снабжен магазином коллекторных пластин, смонтированным на направляющей, кареткой с гидроцилиндром, установленной под направляющей, при этом магазин коллекторных пластин выполнен в виде короба с прорезью по всей его длине, а каретка снабжена собачкой, проходящей в прорезь направляющей, и держателем, связанным с гидроцилиндром каретки, над направляющей установлен прижим коллекторных пластин, а фреза закреплена между двумя дисками, имеющими скосы, закрепленными на шпинделе, подшипниковый корпус которого установлен на суппорте станка. Гидроцилиндр содержит корпус, в котором смонтирован поршень, подпружиненный относительно каретки, один шток которого пропущен сквозь каретку, и на его хвостовике установлен держатель коллекторных пластин, а второй шток поршня пропущен сквозь корпус гидроцилиндра и на его хвостовике закреплен кронштейн, снабженный упором, управляющим включением микровыключателя, установленного на корпусе гидроцилиндра. Подшипниковый корпус шпинделя пропущен сквозь два центрирующих отверстия суппорта и установлен на регулировочных болтах с двумя буртами, ввернутых в суппорт станка. Магазин коллекторных пластин снабжен кронштейном, в который установлен регулировочный болт, упирающийся в направляющую коллекторных пластин.
Заявленное решение позволяет создать компактный автоматический станок по обработке пазов в петушках коллекторных пластин. Снабжение станка магазином коллекторных пластин, механизмом подачи, фиксации, приемником коллекторных пластин, механизмом управления операциями позволяет полностью автоматизировать процесс обработки паза коллекторной пластины. При этом этапы обработки коллекторных пластин: отбор пластины из магазина, фиксация, подача, закрепление, обработка и отвод пластины синхронизированы между собой и не требуют присутствия обслуживающего персонала. Отбор пластины из магазина коллекторных пластин осуществляется под действием собственного веса. Пополнение магазина также не требует постоянного присутствия обслуживающего персонала и осуществляется периодически без остановки станка. Подача коллекторной пластины к режущему инструменту по направляющей при помощи каретки позволяет сделать конструкцию станка компактной. Фиксация коллекторной пластины в горизонтальной плоскости при помощи бурта направляющей с одной стороны, держателя с другой стороны и закрепление пластины прижимом сверху обеспечивает требуемую жесткость при фрезеровании. Дополнительная направленная ориентация петушка коллекторной пластины при помощи дисков, имеющих направляющие скосы относительно режущего инструмента, позволяет повысить качество обработки выполняемого глубокого паза.
Изобретение поясняется следующими чертежами:
на фиг.1 - вид станка сверху,
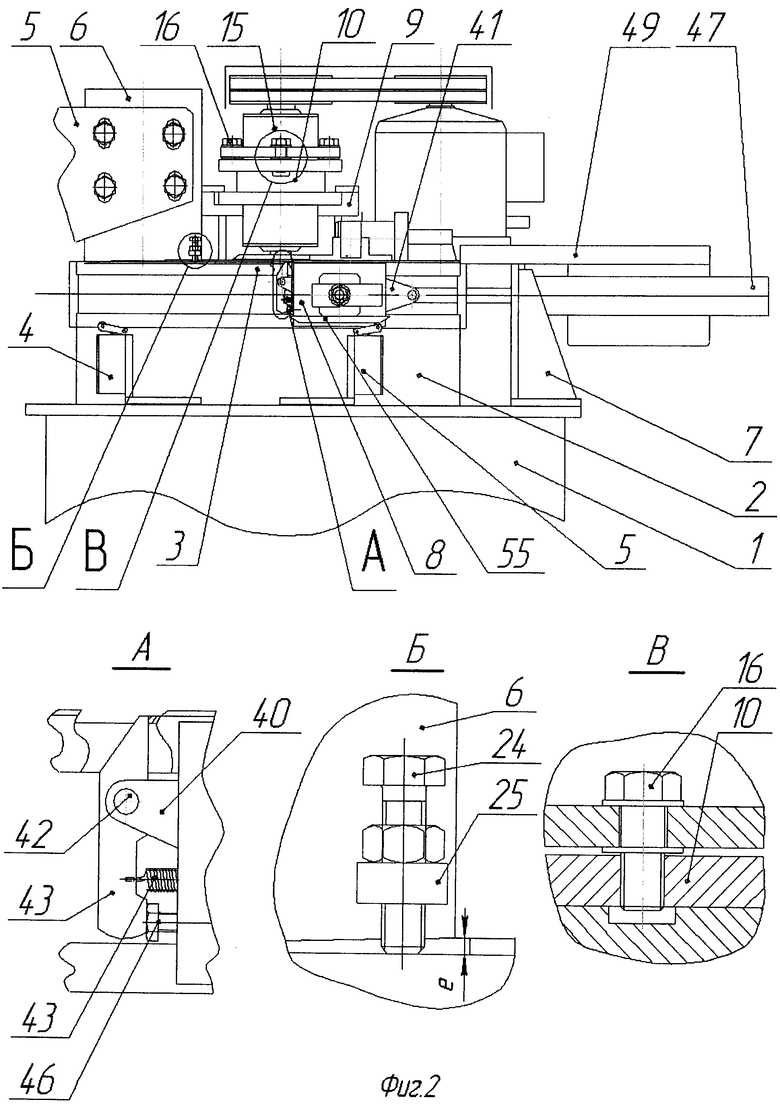
на фиг.2 - вид станка спереди с выносными элементами (вид А, Б, В),
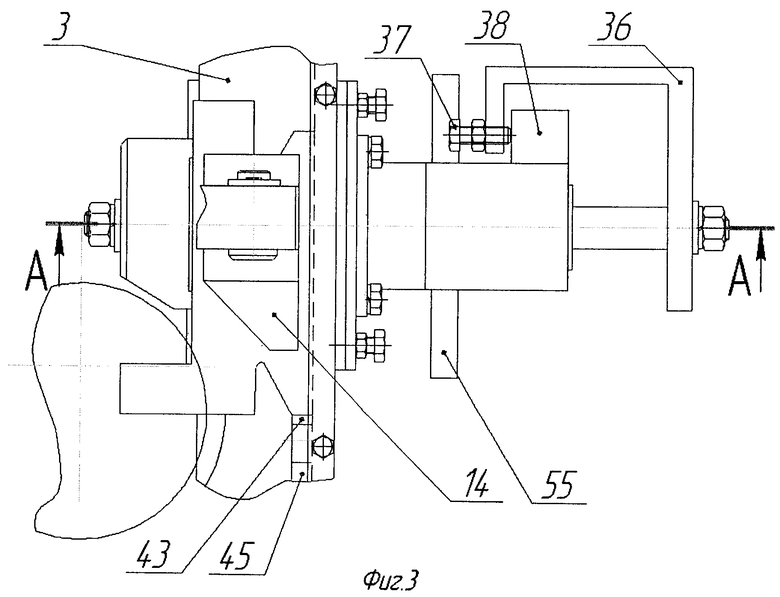
на фиг.3 - вид узла зажима коллекторной пластины сверху,
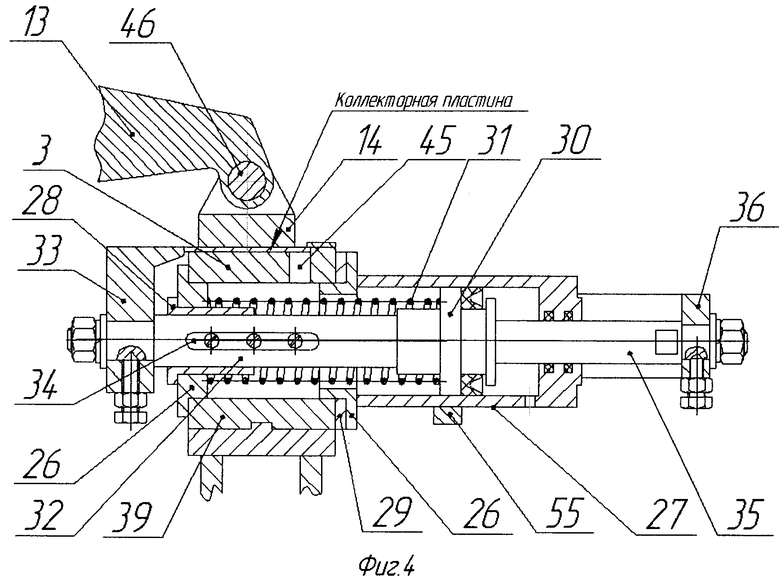
на фиг.4 - разрез А-А фиг.3,
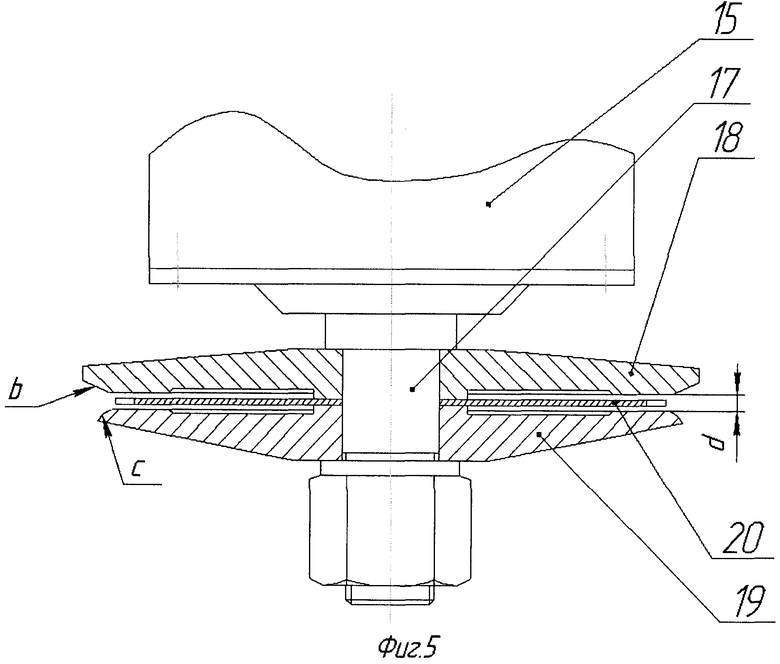
на фиг.5 - вид фрезы на шпинделе спереди.
Автоматический станок для фрезерования пазов в петушках коллекторных пластин электрических машин состоит из станины 1, на которой установлены: опора 2 направляющей коллекторных пластин 3, кронштейны конечных выключателей 4 и 5, кронштейн магазина коллекторных пластин 6, кронштейн 7 гидроцилиндра привода каретки 8, корпус 9 направляющей суппорта 10, кронштейна 11 корпуса оси рычага 13 зажима коллекторной пластины 14. На суппорте 10 смонтирован подшипниковый корпус 15, который пропущен сквозь два соосных центрирующих отверстия в суппорте 10 и установлен на четырех регулировочных болтах с двумя буртами 16 (фиг.2 вид В). Болты 16 расположены под углом 90° относительно друг друга, ввернуты в суппорт 10 и вставлены в пазы фланца подшипникового корпуса 15. В подшипниковом корпусе 15 установлен шпиндель 17, на котором между двумя дисками 18 и 19 закреплена фреза 20. Диски имеют направляющие скосы «в» и «с». Зазор между дисками превышает толщину коллекторной пластины. На суппорте 10 также закреплен кронштейн 21, на котором в вертикальном положении установлен электродвигатель 22 привода вращения фрезы. Электродвигатель 23 является приводом насоса гидростанции, расположенной в станине станка. Регулировочный болт 24 ввернут в кронштейн 25 магазина коллекторных пластин 6 (фиг.2 вид Б) и позволяет настроить величину зазора «е», обеспечивающую выход из магазина по направляющей коллекторных пластин только одной коллекторной пластины.
Под направляющей коллекторных пластин 3 расположена каретка 8 (фиг.2). Каретка 8 состоит из корпуса 26 (фиг.4), закрепленных на нем гидроцилиндра 27 и направляющей втулки 28, регулировочной планки 29. В корпусе гидроцилиндра 27 смонтирован поршень 30, подпружиненный относительно корпуса каретки 26 пружиной 31. Левый шток 32 поршня 30 пропущен сквозь корпус каретки 26 и на его хвостовике закреплен держатель 33. На левом штоке закреплена также шпонка 34, входящая в паз направляющей втулки 28. Правый шток 35 поршня 30 пропущен сквозь корпус гидроцилиндра 27 и на его хвостовике закреплен кронштейн 36, снабженный упором 37, управляющим включением микровыключателя 38.
Направляющими для движения каретки 8 служат направляющая коллекторных пластин 3 и направляющая 39 (фиг.4), принадлежащая опоре 2 (фиг.2).
На корпусе каретки 26 закреплены также проушина 40 и проушина 41. В проушину 40 (фиг.2 вид А) на оси 42 вставлена собачка 43, подпружиненная относительно корпуса 26 каретки 8 пружиной 44. Собачка 43 пропущена сквозь паз 45 направляющей коллекторных пластин 3 и выступает над ней на величину, необходимую для захвата одной коллекторной пластины. Болт 46 ввернут в корпус каретки 26 и позволяет настроить угол поворота собачки 43. В проушину 41 вставлен хвостовик штока гидроцилиндра 47 привода движения каретки 8.
Прижим коллекторной пластины 14 (фиг.4) закреплен на рычаге 13 при помощи оси. Приводом поворота рычага 13 относительно оси 12 является гидроцилиндр 48, установленный на станине 1 (фиг.1).
На кронштейне 7 гидроцилиндра 47 привода каретки 8 установлен приемник коллекторных пластин 49, с которого обработанные коллекторные пластины падают в бункер.
Автоматический станок для фрезерования пазов в петушках коллекторных пластин электрических машин работает следующим образом.
Перед включением автоматического режима суппорт 10 (фиг.1), каретка 8 (фиг.2) и держатель 33 (фиг.4) находятся в крайнем левом положении, зажим коллекторной пластины поднят над направляющей коллекторных пластин 3. При этом положении под действием упора 50, закрепленного на суппорте 10, рычаг конечного выключателя 51 находится в левом положении, закрепленные на суппорте 10 упоры 52 и 53 находятся также в крайнем левом положении, а рычаг конечного выключателя 54 освобожден от действия упора 53. Лыжа 55, закрепленная на гидроцилиндре 27 каретки 8, нажимает на рычаг конечного выключателя 4. Магазин коллекторных пластин 6 загружен коллекторными пластинами.
При включении автоматического режима срабатывает гидрораспределитель, соединяющий гидроцилиндр 27 со сливным баком. Под действием пружины 31 шток поршня 30 вместе с держателем 33 перемещается вправо, при этом держатель 33 прижимает нижнюю пластину в магазине 6 к бурту направляющей коллекторных пластин 3 (фиг.4). В этот момент упор 37 нажимает на толкатель микровыключателя 38, срабатывает гидрораспределитель, подающий масло в левую полость гидроцилиндра 47 привода движения каретки 8, каретка 8 начинает двигаться вправо (фиг.2) вместе с захваченной собачкой 43 нижней коллекторной пластиной из магазина 6. В крайнем правом положении каретки 8 лыжа 55 нажимает на рычаг конечного выключателя 5, включается гидрораспределитель, подающий масло в нижнюю полость гидроцилиндра 48, шток которого поворачивает рычаг 13 вокруг оси 12 и зажим 14 прижимает коллекторную пластину к направляющей коллекторных пластин 3, под которой в этот момент находится корпус 26 каретки 8. Нагрузка от зажима 14 через направляющую коллекторных пластин 3, корпус 26 каретки 8, направляющую 39 передается на опору 2 и станину 1. Одновременно с гидрораспределителем, подающим масло в нижнюю полость гидроцилиндра 48, включается гидрораспределитель, подающий масло в левую полость гидроцилиндра подачи суппорта 10, который быстро перемещается вправо (фиг.1). В непосредственной близости режущей кромки фрезы от петушка коллекторной пластины упор 53 нажимает на рычаг выключателя 54, который включает гидрораспределитель, подающий масло в левую полость гидроцилиндра подачи суппорта 10 через регулируемый дроссель, скорость перемещения суппорта 10 становится соответствующей выбранному режиму резания. В этот момент скосы «в» и «с» дисков 18, 19 (фиг.5) ориентируют не прижатый зажимом 14 к направляющей 3 петушок коллекторной пластины таким образом, что он входит в зазор «d». Этим обеспечивается начало прорезания паза практически по центру толщины петушка.
После окончания фрезерования паза в петушке коллекторной пластины на необходимую глубину упор 52, положение которого отрегулировано соответствующим образом на суппорте 10, перебрасывает рычаг конечного выключателя 51 в правое положение, гидрораспределитель переключает поток масла из левой полости гидроцилиндра подачи суппорта в правую полость, минуя дроссель, происходит быстрое возвращение суппорта в 10 в крайнее левое положение. В процессе отхода суппорта 10 в крайнее левое положение упор 53 освобождает рычаг выключателя 54, при этом включается гидрораспределитель, подающий масло в полость гидроцилиндра 27 (фиг.3), поршень 30, сжимая пружину 31, совместно с держателем 33 и упором 37 перемещается влево. Держатель 33 занимает крайнее левое положение, а упор 37 освобождает толкатель микровыключателя 38.
В момент прихода суппорта 10 в крайнее левое положение толкатель 50 перебрасывает рычаг конечного выключателя 51 в левое положение, гидрораспределитель переключает поток масла из нижней полости гидроцилиндра 48 в верхнюю полость, шток гидроцилиндра 48 опускается вниз, рычаг 13 поворачивается вокруг оси, зажим 14 поднимается, освобождая коллекторную пластину. Одновременно с гидрораспределителем, переключающим поток масла из нижней полости гидроцилиндра 48 в верхнюю полость, включается гидрораспределитель, переключающий подачу масла из левой полости гидроцилиндра 47 в правую полость, происходит возвращение каретки 8 в исходное левое положение. Во время движения каретки 8 в крайнее левое положение собачка 43 проходит под нижней коллекторной пластиной, находящейся в магазине 6. Нижняя коллекторная пластина, растягивая пружину 44 собственным весом, поворачивает собачку 43 вокруг оси 42. После прохода собачки 43 под коллекторной пластиной пружина 44 возвращает собачку в исходное положение. Далее автоматический цикл повторяется. После выхода захваченной собачкой 43 коллекторной пластины из магазина 6 остающиеся в магазине пластины опускаются вниз под собственным весом. Обработанные коллекторные пластины выталкиваются из зоны фрезерования следующими пластинами, попадают на приемник коллекторных пластин 49 и затем падают в бункер.
Заявленный автоматический станок внедрен в производство на Екатеринбургском электровозоремонтном заводе в 2006 году. Производительность автоматического станка для фрезерования пазов в петушках коллекторных пластин 1000-1400 пластин в смену.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ПРОДОРАЖИВАНИЯ КОЛЛЕКТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 2001 |
|
RU2219625C2 |
| Станок для фрезерования мест сопряжений деревянных деталей | 1984 |
|
SU1219350A1 |
| Станок для фрезерования скругленного и круглого шипов | 1986 |
|
SU1380947A1 |
| Полуавтоматический станок для продораживания коллекторов электрических машин | 1977 |
|
SU691969A1 |
| Станок универсальный малогабаритный | 2017 |
|
RU2644017C1 |
| СПОСОБ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА НА РЕЛЬСОФРЕЗЕРНОМ СТАНКЕ И РЕЛЬСОФРЕЗЕРНЫЙ СТАНОК | 2001 |
|
RU2201318C2 |
| Станок для обработки сферических торцовых поверхностей | 1981 |
|
SU952540A1 |
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ЧЕРНОВОЙ ОБРАБОТКИ КОЛЕЦ НЕПРАВИЛЬНОЙ ФОРМЫ | 1969 |
|
SU252812A1 |
| Станок с программным управлением | 1980 |
|
SU901001A1 |
| Многоцелевой станок с ЧПУ | 1985 |
|
SU1351739A1 |
Станок включает станину, направляющую коллекторных пластин и фрезу, установленную на вертикальном шпинделе. Для повышения качества обработки он снабжен магазином коллекторных пластин, смонтированным на направляющей, кареткой с гидроцилиндром, установленной под направляющей. При этом магазин коллекторных пластин выполнен в виде короба с прорезью по всей его длине, а каретка снабжена собачкой, проходящей в прорезь направляющей, и держателем, связанным с гидроцилиндром каретки. Над направляющей установлен прижим коллекторных пластин, а фреза закреплена между двумя дисками, имеющими скосы и закрепленными на шпинделе, подшипниковый корпус которого установлен на суппорте станка. 3 з.п. ф-лы, 5 ил.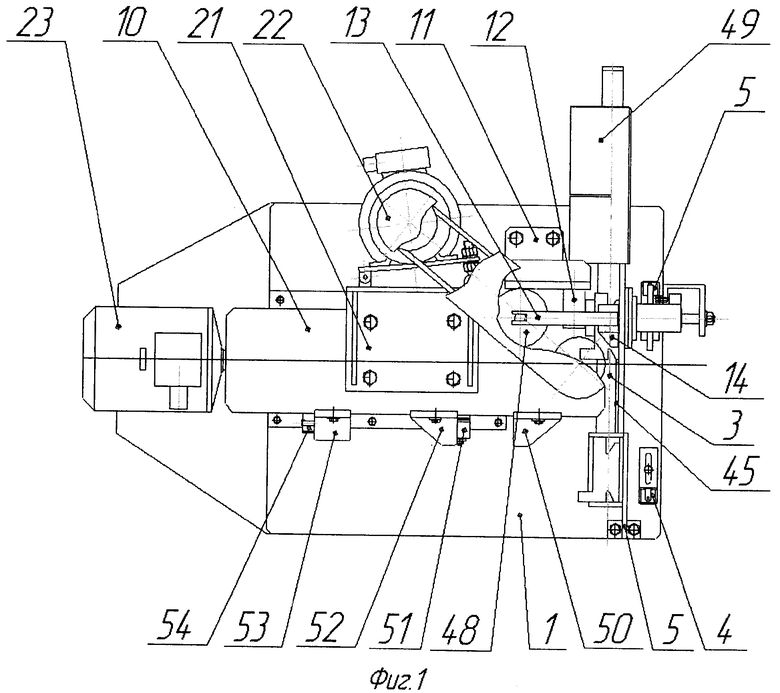
1. Автоматический станок для фрезерования пазов в петушках коллекторных пластин электрических машин, включающий станину, направляющую коллекторных пластин и фрезу, установленную на вертикальном шпинделе, отличающийся тем, что он снабжен магазином коллекторных пластин, смонтированным на направляющей, и кареткой с гидроцилиндром, установленной под направляющей, при этом магазин коллекторных пластин выполнен в виде короба с прорезью по всей его длине, каретка снабжена собачкой, проходящей в прорезь направляющей, и держателем, связанным с гидроцилиндром каретки, над направляющей установлен прижим коллекторных пластин, а фреза закреплена между двумя дисками, имеющими скосы и закрепленными на шпинделе, подшипниковый корпус которого установлен на суппорте станка.
2. Автоматический станок по п.1, отличающийся тем, что гидроцилиндр каретки содержит корпус, в котором смонтирован поршень, подпружиненный относительно каретки, один шток которого пропущен сквозь каретку и на его хвостовике установлен держатель коллекторных пластин, а второй шток поршня пропущен сквозь корпус гидроцилиндра и на его хвостовике закреплен кронштейн, снабженный упором, управляющим включением микровыключателя, установленного на корпусе гидроцилиндра.
3. Автоматический станок по п.1, отличающийся тем, что подшипниковый корпус шпинделя пропущен сквозь два центрирующих отверстия суппорта и установлен на регулировочных болтах с двумя буртами, ввернутых в суппорт станка.
4. Автоматический станок по п.1, отличающийся тем, что магазин коллекторных пластин снабжен кронштейном, в который установлен регулировочный болт, упирающийся в направляющую коллекторных пластин.
| Загрузочное устройство | 1985 |
|
SU1348137A1 |
| Способ фрезерования пазов коллекторных пластин | 1961 |
|
SU147655A1 |
| ПОЛУАВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ФРЕЗЕРОВАНИЯ ПАЗОВ В ГРЕБЕШКАХ КОЛЛЕКТОРОВ ЭЛЕКТРИЧЕСКИХМАШИН | 0 |
|
SU177514A1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ КОЛЛЕКТОРНОЙ ПЛАСТИНЫ НА ГОРИЗОНТАЛЬНО-ФРЕЗЕРНОМ СТАНКЕ | 1993 |
|
RU2085356C1 |
| Промежуточный охладитель многоступенчатой компрессионной холодильной машины | 1985 |
|
SU1285275A1 |

