Изобретение относится к глубинному периферийному шлифованию материалов, предрасположенных к дефектообразованию в виде прижогов и микротрещин.
Известен способ прерывистого шлифования, при котором шлифовальному кругу с изменяющейся в окружном направлении зернистостью с участками, ограниченными кривыми переменного радиуса, сообщают вращение и перемещение относительно обрабатываемого изделия, кроме того, берут круг, каждый участок которого ограничен выпуклой кривой, при этом направление вращения круга периодически реверсируют [1]. Способ позволяет вести обработку с использованием всей периферийной рабочей части инструмента с сохранением преимуществ процесса прерывистого шлифования, повышающего его размерную и общую стойкость, а в совокупности с совмещением чернового и чистового проходов - производительность и качество обработки.
Недостатком способа являются: постоянное присутствие вибраций, вносимых кривыми участками периферии круга, которые ухудшают шероховатость поверхностного слоя, сложность правки, усложнение кинематики станка и управления из-за необходимости реверса, что ведет к удорожанию способа шлифования.
В качестве прототипа выбран способ прерывистого шлифования кругом, состоящим по меньшей мере из двух соединенных между собой частей с разной зернистостью, изменяющейся в осевом направлении круга [2].
Недостатком способа является сложность изготовления абразивного инструмента, получение обрабатываемой поверхности различной шероховатости из-за взаимодействия заготовки и частей круга с различной зернистостью.
Заявляемое изобретение решает задачу повышения стойкости инструмента, точности и производительности обработки с сохранением преимуществ процесса прерывистого шлифования.
Это достигается тем, что при способе прерывистого шлифования, при котором шлифовальному кругу, состоящему из двух частей с разной зернистостью, сообщают вращение и продольную подачу относительно обрабатываемой заготовки, при этом берут круг с неподвижной и подвижной частями, сопрягаемыми торцевыми поверхностями посредством выполненных на последних впадин и выступов сегментной формы и установленными с возможностью относительного продольного перемещения из условия автоматического изменения высоты круга с Вmin до Bmax при изменении направления продольной подачи, при этом величину изменения высоты круга выбирают кратной расстоянию между выступами микронеровностей, сформированных абразивными зернами, и определяют по формуле:
Bmax - Bmin = n•lср/2,
где
n - любое целое число;
lср - среднее расстояние между зернами неподвижной абразивной части круга, определяемое известными способами.
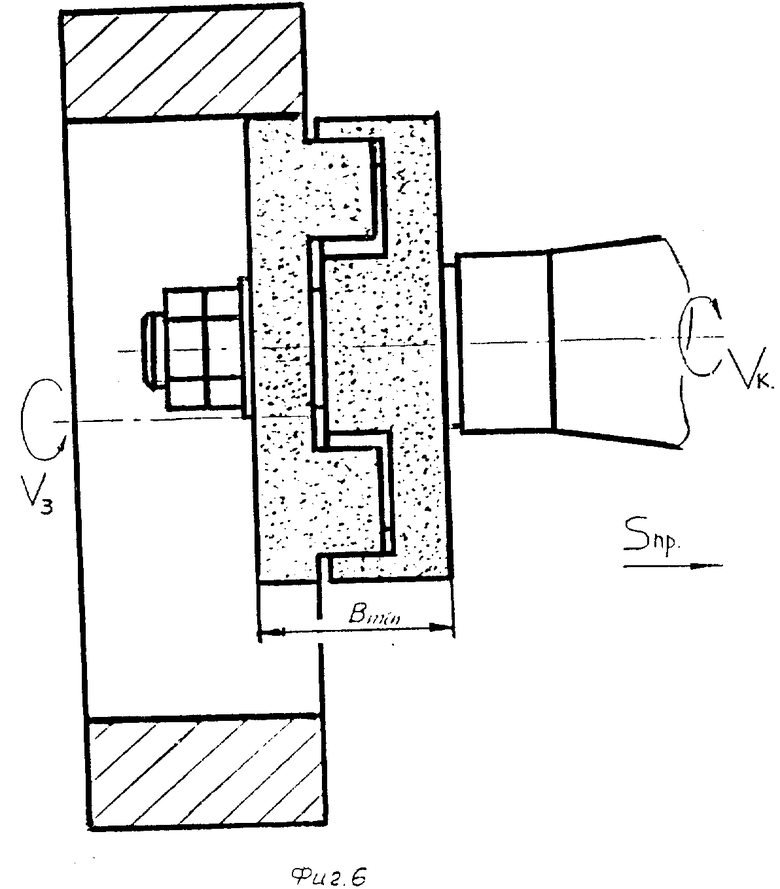
На фиг. 1 схематично изображены инструмент для осуществления предлагаемого способа шлифования и его положение вне зоны резания, где высота B максимальна; на фиг. 2 - момент врезания, сближение частей круга, когда высота круга B минимальна; на фиг. 3 - процесс шлифования с минимальной высотой круга при продольной подаче справа-налево; на фиг. 4 - левая часть круга выходит из зоны резания, когда высота круга B максимальна; на фиг. 5 - процесс шлифования с максимальной высотой круга при направлении продольной подачи слева-направо; на фиг. 6 - правая часть круга выходит из зоны резания, когда высота круга B минимальна.
Предложенный способ прерывистого шлифования осуществляется следующим образом.
Абразивные части различной зернистости в нерабочем положении разведены и шлифовальный круг имеет максимальную высоту Bmax (фиг. 1). При врезании в заготовку 1 левой, подвижной части круга 2, она благодаря особой конструкции инструмента сближается с правой, неподвижной частью 3, изменяя высоту круга до Bmin (фиг. 2). Обработка с продольной подачей справа-налево ведется инструментом с Bmin (фиг. 3).
Как только левая часть круга 2 выйдет из зоны обработки и на нее перестанут действовать силы резания, правая часть круга 3 благодаря действующим силам резания провернет и сместит левую часть влево, увеличивая высоту круга до Bmax (фиг. 4). При дальнейшей обработке, при смене направления продольной подачи инструмента слева направо, круг сохранит свою максимальную высоту Bmax (фиг. 5). При выходе правой части из зоны обработки силы резания, действующие на левую часть, сблизят обе части круга 2 до величины Bmin (фиг. 6).
Таким образом, предлагаемый способ прерывистого шлифования позволяет реализовать принцип неповторяющегося следа путем подбора высот Bmax и Bmin круга с учетом среднего расстояния между выступами микронеровностей, сформированных абразивными зернами, определяемого по формуле:
Bmax - Bmin = n•lср/2,
где
n - любое целое число;
lср - среднее расстояние между зернами неподвижной абразивной части круга, определяемое известными способами.
Это дает возможность повысить режущую способность абразивных частей круга и значительно улучшить шероховатость обрабатываемой поверхности.
Пример. На внутришлифовальном станке мод. 3К228В шлифовали сквозное отверстие диаметром D3 = 60 H7 (+ 0,03) и длиной l = 60 мм. Параметр шероховатости обрабатываемой поверхности Ra = 0,63 мкм. Припуск на сторону h = 0,2 мм. Материал заготовки - сталь 45, закаленная, твердость HRCэ = 45. Станок оснащен устройством для активного контроля обрабатываемых заготовок. Применялся шлифовальный круг, изготовленный из двух частей (см. фиг. 2, 4) с абразивными слоями, рекомендуемыми для этой стали (полная характеристика неподвижной части - 24А25ПС25К8А, подвижной - 24А16ПС25К8А). При внутреннем шлифовании рекомендуется Dк/Dз = 0,8...0,9. Поэтому был изготовлен круг диаметром Dк = 50 мм, минимальной высотой Bmin = 50 мм, максимальной высотой Bmax = 55 мм. Обработка проводилась при следующих режимах резания. Частоту вращения круга принимали nк = 13000 мин-1; частоту вращения заготовки принимали nз = 200 мин-1. Продольная подача согласно рекомендаций была установлена Sм = 5390 мм/мин. Поперечная подача для обычных кругов рекомендуется Stдв.х = 0,004 мм/дв. ход. Для данного специального круга принимали Stдв.х = 0,006 мм/дв.ход. Хотя обработка проводилась при повышенной производительности съема металла, появление прижогов на обработанных поверхностях зафиксировано не было.
Применение данного способа прерывистого шлифования кругом с автоматическим изменением высоты повышает производительность обработки в 1,8... 2 раза, позволяет исключить операцию получистового шлифования благодаря улучшению шероховатости поверхности на 1 - 2 класса. При этом расход абразивного инструмента снижаете на 25%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОДОЛЬНО-ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 2001 |
|
RU2185269C1 |
| ПРОДОЛЬНО-ПРЕРЫВИСТЫЙ СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2192344C1 |
| ПРЕРЫВИСТЫЙ АБРАЗИВНЫЙ КРУГ | 1998 |
|
RU2146603C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2188117C1 |
| СПОСОБ ШЛИФОВАНИЯ | 1998 |
|
RU2146586C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ | 1996 |
|
RU2121426C1 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ СБОРНЫМ ПРЕРЫВИСТЫМ КРУГОМ | 1998 |
|
RU2155662C2 |
| СПОСОБ ШЛИФОВАНИЯ | 1999 |
|
RU2164851C1 |
| АБРАЗИВНЫЙ РАЗДВИЖНОЙ ИНСТРУМЕНТ | 1996 |
|
RU2118250C1 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ КРУГОМ С ПРЕРЫВИСТОЙ И НЕПРЕРЫВНОЙ РАБОЧЕЙ ПОВЕРХНОСТЬЮ | 1998 |
|
RU2155661C2 |
Способ предназначен для глубинного периферийного шлифования материалов, предрасположенных к дефектообразованию в виде прижогов и микротрещин. Шлифовальному кругу, состоящему из неподвижной и подвижной частей с разной зернистостью, сообщают вращение и продольную подачу относительно обрабатываемой заготовки. Неподвижная и подвижная части круга сопряжены торцевыми поверхностями посредством выполненных на последних впадин и выступов сегментной формы и установлены с возможностью относительного продольного перемещения из условия автоматического изменения высоты круга с Bmin до Bmax при изменении направления продольной подачи. Величину изменения высоты круга выбирают кратной расстоянию между выступами микронеровностей, сформированных абразивными зернами, и определяют по формуле: Bmax - Bmin = n • lср/2, где n - любое целое число; lср - среднее расстояние между зернами неподвижной абразивной части круга, определяемое известными способами. 6 ил.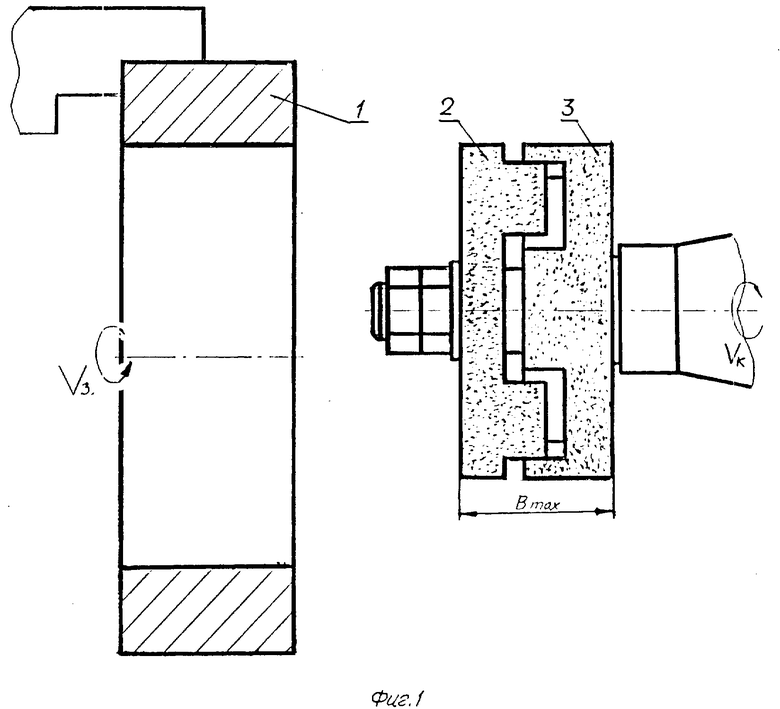
Способ прерывистого шлифования, при котором шлифовальному кругу, состоящему из двух частей с разной зернистостью, сообщают вращение и продольную подачу относительно обрабатываемой заготовки, отличающийся тем, что берут круг с неподвижной и подвижной частями, сопрягаемыми торцевыми поверхностями посредством выполненных на последних впадин и выступов сегментной формы и установленными с возможностью относительного продольного перемещения из условия автоматического изменения высоты круга с Bmin до Bmax при изменении направления продольной подачи, при этом величину изменения высоты круга выбирают кратной расстоянию между выступами микронеровностей, сформированных абразивными зернами, и определяют по формуле
Bmax - Bmin = n • l ср / 2,
где n - любое целое число;
lср - среднее расстояние между зернами неподвижной абразивной части круга, определяемое известными способами.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 1726223, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство, 608645, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
