Фие.1
Изобретение относите к станкостроению, а конкретнее к станкам ппоскошлифо- вальнои группы, предназначенных ,аля шлифования направляющих по жпу яасТОЧКИМ Х80СТ,
Известны плоскочалпфовальные станки для шлифования направляющих.
Наиболее близким техническим решением плоскошлифоп Эльного станка для шлифования направляющих типа ласточкин хвое Г является станок, содержащий стол На столе установлен алмаз для правки горизонтальной образующей круга. На траверсе расположена шлифовальная головка с возможностью попорота Кроме этого дня правки наклонной образующей фуга существует поворотный механизм правки с подвижным алмазом.
Недостатком данной конструкции плоскошлифовального станка является невозможность обеспечения размерной обработки, так как отсутствует привязка инструмента к системе координат станка, i роме этого не обеспечивается точность профиля обрабатываемого издепия за счет правки профиля круга не со стороны обработки,
Цдпь изобретения -обеспечениеточности и производительности обработки изделия зА счет подвязки инструмента к системе ко ординат станка и псвтгчление точности профили обрабатывающего мздэлия.
Поставленная чель достигается тем, что в пяоскошлифовалыюм станке, содержащем стол с закрепленным на нем неподвижный алмазом для правки горизонтальной образующей круга, траверсу с наклоняемой шлифовальной головкой, и поворотный механизм правки с подвижный алмазом, поворотный мехз .шзм правки установлен на стопе, при этом ось поворота расположена в направлени перемещения стола на пересечении траектории перемещения подвижного алмаза с направпением перемещений при правке неподвижного алмаза в плоскости, перпендикулярной направлению перемещения стола.
Поворотный механизм правки установлен на столе с цепью обеспечении правки со стороны обработки, что позволяет повысить точность профиля и создает возможность привязки координат рершин его зпмазэ к базовым порерхностпм гтола. на которых устанавливается обрабатываемое изделие Одновременно с этим ось поворота поворотного механизма правки расположена в направлении перемещения стола на пересечении траектории перемещения подвижного алмаза с направлением перемещения при правке неподвижного алмаза а плоскости, перпендикулярной направлению перемещения стола, что обеспечивает возможность привязки траектории перемещения подвижного алмаза системе координат
станкэ независимо or yrr.a профиля шлифовального круга, подлежащего правке. Это достигается тем, что, привязав положение оси поворота механизма правки к системе координат станка (базовых поверхностей
0 стола), тем самым привязывают точку трзек- )0рии правки профиля, которая расположена в точке пересечения траекторий горизонтальной образующей круга и этим обеспечивают возможность размерной об5 ртботнт профильны поверхностей деталей Это к тому же значительно упрощает настройку и программирование цикла обработки.
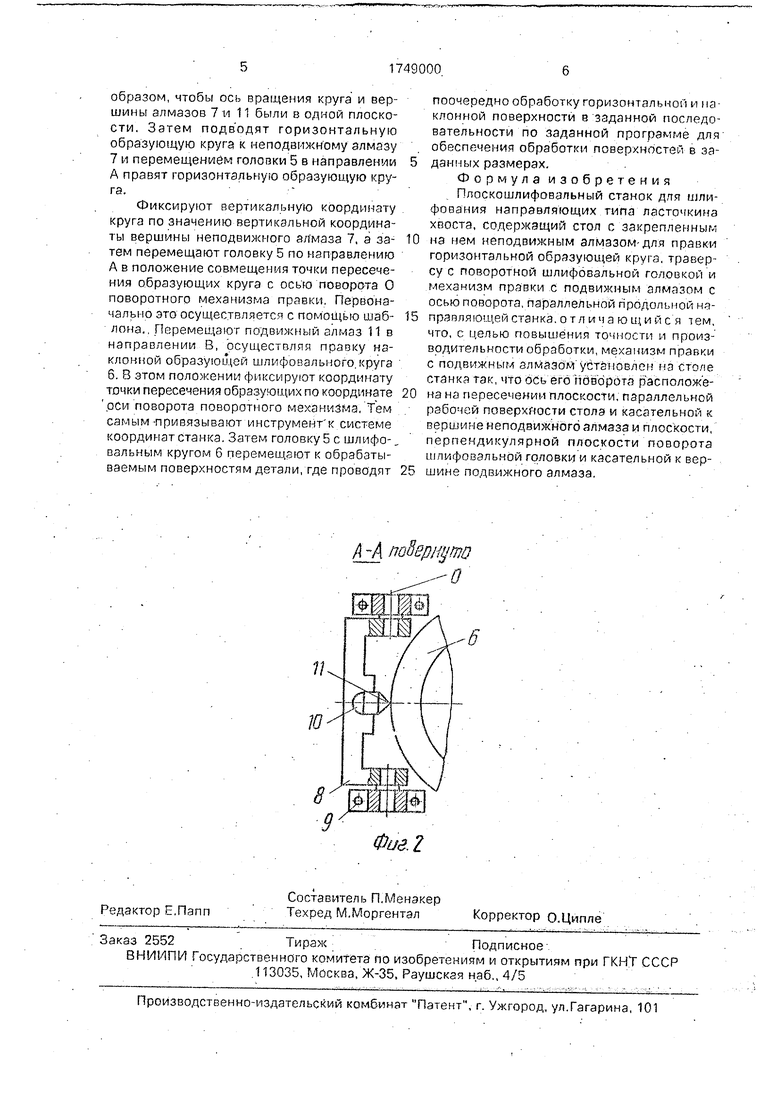
На фиг 1 представлен станок, положе0 ние правки; на ф лг.2 - разрез А-А на фиг.1. ПлоскошгисЬовальный станок для шлифования направляющих содержит станину 1, на которой о направляющих перпендику- лярн1 х плоскости чертежа, уг гановлен стол
5 2
В направляющих стойки 3 с возможностью вертикального перемещения установлена траверса 4, на ко горой с возможностью поперечных и горизонтальных перемеще0 ний установлена поворотная шлифовальная головка 5 На шпинделе шлифовальной головки 5 закреплен шлифовальный круг 6
На столе 2 установлен неподвижный алмаз 7 и поворотный механизм 8 правки Ось
5 поворота О поворотного механизма 8 правки расположена на пересечении траектории перемещения В при правке подвижного алмаза 11 и направлением перемещения при правке А неподвижного алмаза 7 в направ0 пении перемещения стола 2 (перпендикулярно плоскости чертежа). Ось поворота О поворотного механизма 8 правки закреплена на кронштейне 9 со смещением из плоскости правки по конструктивным
5 соображениям с целью исключения возможности соприкосновения круга 6 с держателем 10 подвижного алмаза 11, установленного в корпусе поворотного механизма 8 правки с возможностью переме0 щення в направлении наклонной образующей Kpyia В
Плоскошлифовальный станок ДЛР шлифования направляющих, например типа ласточкин хвост, работает следующим об5
На стол 2 устанавливают деталь (не показана) для обработки с закреплением относительно базовых поверхностей стола
Устанавпивают стол 2 с неподвижным алмазом 7 t1 подвижным алмазом 11 таким
образом, чтобы ось вращения круга и вершины алмазов 7 и 11 были в одной плоскости. Затем подводят горизонтальную образующую круга к неподвижному алмазу 7 и перемещением головки 5 в направлении А правят горизонтальную образующую круга.
Фиксируют вертикальную координату круга по значению вертикальной координаты вершины неподвижного злмаза 7, а за- тем перемещают головку 5 по направлению А в положение совмещения точки пересечения образующих круга с осью поворота О поворотного механизма правки Первоначально это осуществляется с помощью шаб- лона. Перемещаю г подвижный алмаз 11 в направлении В, осуществляя правку наклонной образующей шлифовального круга 6. 8 этом положении фиксируют координату точки пересечения образующих по координате оси поворота поворотного механизма. Тем самым привязывают инструмент к системе координат станка, За IBM головку 5 с шлифовальным кругом 6 перемещают к обрабатываемым поверхностям детали, где проводят
поочередно обработку горизонтальной и на клонной поверхности в заданной последовательности по заданной программе для обеспечения обработки поверхностей в заданных размерах.
Формула изобретения Плоскошлифовальный станок для шлифования направляющих типа ласточкина хвоста, содержащий стол с закрепленным на нем неподвижным алмазом для правки горизонтальной образующей Kpyia. траверсу с поворотной шлифовальной головкой и механизм правки с подвижным алмазом с осью поворота, параллельной продольной ня- прзвляющейстанка отличающийся тем, что, с целью повышения точности и производительности обработки, механизм правки с подвижным алмазом установлен на столе станка так, что ось его поворота расположена на пересечении плоскости, параллельной рабочей поверхности стола и касательной к вершине неподвижного алмаза и плоскости, перпендикулярной плоскости поворота шлифовальной головки и касательной к вершине подвижного алмаза.
| название | год | авторы | номер документа |
|---|---|---|---|
| Шлифовальный станок с числовым программным управлением | 1985 |
|
SU1316795A1 |
| ВЕРТИКАЛЬНЫЙ ШЛИФОВАЛЬНЫЙ СТАНОК С ЧПУ | 1988 |
|
RU2111845C1 |
| Вертикальный шлифовальный станок с числовым программным управлением | 1975 |
|
SU656813A1 |
| УНИВЕРСАЛЬНЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 1992 |
|
RU2050248C1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА АЛМАЗНЫМ СТЕРЖНЕВЫМ ПРАВЯЩИМ ИНСТРУМЕНТОМ | 2013 |
|
RU2538531C1 |
| Внутришлифовальный станок | 1986 |
|
SU1389998A1 |
| Плоскошлифовальный станок | 1977 |
|
SU973312A1 |
| Бесцентровый круглошлифовальный станок | 2017 |
|
RU2679809C1 |
| Способ изготовления деталей на плоскошлифовальных станках | 1989 |
|
SU1808660A1 |
| КОЛЕБАТЕЛЬНО-ИМПУЛЬСНОЕ УСТРОЙСТВО ПЛОСКОГО ШЛИФОВАНИЯ | 2010 |
|
RU2449872C1 |
Использование: в станкостроении, в станках шлифовальной группы для обработки направляющих Сущность: поворотный механизм 8 правки установлен на столе 2 плоскошлифовального станка. Ось поворота О расположена на пересечении траектории перемещения В подвижного алмаза 11 с направлением перемещения А при правке неподвижным алмазом 7 2 ил. w Ё XI О о 8
/Ь4 повернуто
-О
Фиг. 2
| Проспект фирмы Favretto, Torino Италия, Rettificatiicl In secuzione speclale serle NTC/SeNTD/S, 1984 |
