Изобретение относится к обработке металлов давлением, а именно к штамповочным работам по счистке заготовок. Известны многочисленные штампы, у которых режущая окружная часть пуансонов идет по их торцу (например по авт. св. N553027, 958030, 1437143, 1003989 и др.).
Известен также штамп по авт. св. N 378273, кл. B 21 а 37/08 для совмещенной обрезки и прошивки штампованных деталей. Штамп содержит верхнюю плитку, прошивной пуансон, а также нижнюю плитку с закрепленной в ней матрицей. Один конец прошивного пуансона закреплен в верхней плите, а другой конец является рабочим с расположением режущей кромки по образующей торца. Обрезка облоя или подлежащей удалению части заливка заготовки происходит одновременно по всему периметру.
Это требует определенных процессов с нужными усилиями, которых часто не бывает в производстве, а также учитывая специфичность сопротивления облоя (его конфигурация и толщина при обрезке (просечке) возникает вырыв тела заготовок.
Известен также ступенчатый обрезной пуансон, имеющий скошенные режущие кромки, расположенные по периметру рабочего торца пуансона (Малов А.Н. Технология холодной штамповки. Оборонгиз, 1949, с.53, фиг. 56 а, г).
Эти пуансоны не могут применяться для просечки отверстия в отливке, так как они лишены центровки, одновременно заходящих в отверстие режущих кромок, что приведет к разворачиванию отливки в связи с односторонним нажатием (усилием).
Задача состоит в том, чтобы расширить технологические возможности в части прессового оборудования и предупредить брак заготовок.
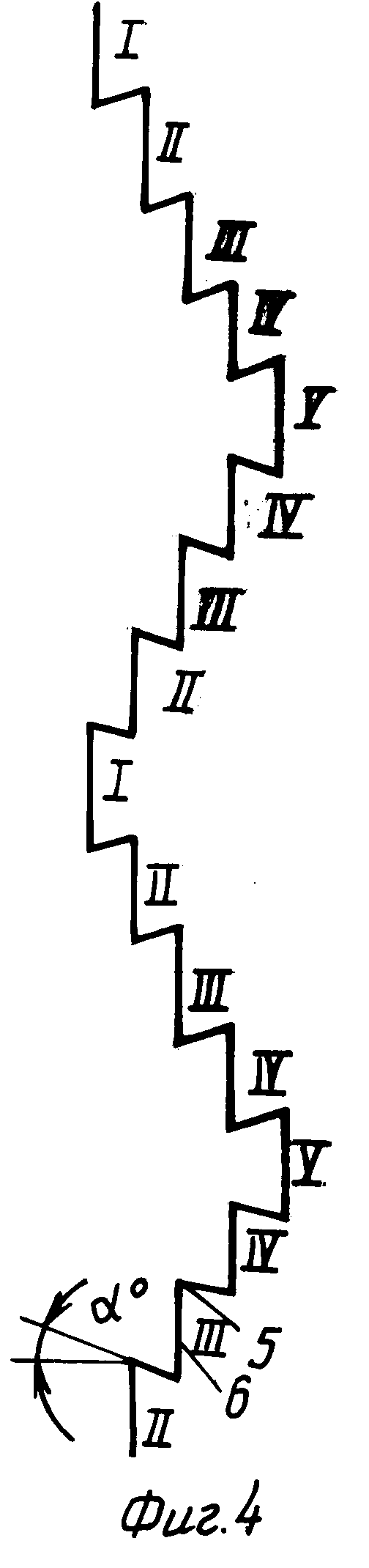
Задача решается пуансоном, у которого рабочий торец разделен на 16 участков с режущими кромками, которые расположены в ступенчатом порядке по окружности и вертикали в следующей последовательности: 5 режущих кромок поднимаются вверх, следующие 4 - вниз, следующие 4 - вверх и остальные 3 - вниз.
Одновременно режущие кромки находятся на одном высотном уровне к основанию рабочего торца и противоположно диаметрально друг к другу, что обеспечивает центрирование заготовки на пуансоне на всей высоте.
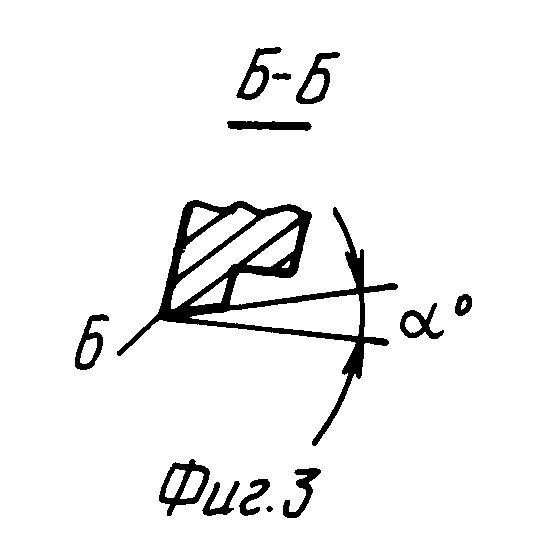
У каждой ступеньки углы режущих кромок по вертикали и горизонтали острые, что дополнительно уменьшает необходимые усилия резания.
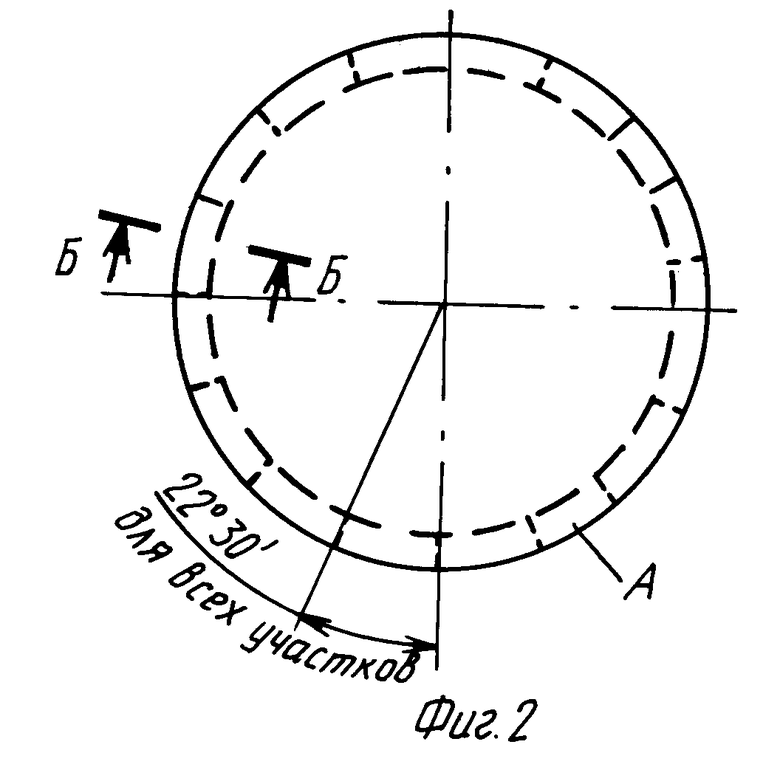
На фиг. 1 показан общий вид пуансона; на фиг. 2 - вид сверху; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - развертка по периметру А. В пуансоне 1 выполнено отверстие 2 для упрощения изготовления пуансона. Торцевая рабочая часть 3 пуансона 1 выполнена ступенчатой, причем каждая из ступенек 4 имеет режущие кромки (горизонтальную и вертикальную) с двух сторон, образуя режущие кромки 5 и 6. Всего участков на рабочем торце по окружности 16.
Углы для режущих кромок устанавливаются в зависимости от необходимости сохранения стойкой режущей кромки и обрабатываемого металла заготовок.
Из практических выводов для черных металлов угол берется в пределах 5 - 8.
Участки с режущими кромками пронумерованы от одного до пяти, периодично сохраняют также последовательность в вертикальном направлении: 5 из них поднимаются вверх, следующие 4 опускаются вниз, затем следующие 4 - вверх и 3 - вниз.
Пуансон работает следующим образом: при движении вниз резание (просечку) облоя начинают только одновысотные режущие кромки, затем остальные по очередности. По окончании операции пуансон уходит вверх. Заготовка удаляется.
Применение предлагаемой конструкции пуансона дает возможность производить операции обрезки (просечки) на менее мощном оборудовании и предупредить вырывы тела у заготовок.
На Уральском автозаводе изготовлен пуансон в/у конструкции и находится в опытной эксплуатации на обрезном штампе для отливок гайки регулировочной (изделие 375-2403040).
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для обрезки облоя горячештампованных поковок | 1986 |
|
SU1523239A1 |
| Штамп для горячей объемной штамповки | 1989 |
|
SU1657268A1 |
| ПРАВОЧНЫЙ ШТАМП КОНТАКТНОГО ДЕЙСТВИЯ | 1994 |
|
RU2090295C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ПОКОВОК БЕЗ ШТАМПОВОЧНЫХ УКЛОНОВ | 1998 |
|
RU2159690C2 |
| Штамп для обрезки облоя | 1980 |
|
SU910301A1 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ФЛАНЦЕВ ВОРОТНИКОВЫХ | 2007 |
|
RU2352431C2 |
| ПОСЛЕДОВАТЕЛЬНЫЙ ШТАМП ДЛЯ ПРОБИВКИ, ОБРЕЗКИ И ПРАВКИ ПОКОВОК ТОРЦОВЫХ ГАЕЧНЫХ КЛЮЧЕЙ | 2002 |
|
RU2251466C2 |
| ШТАМП ДЛЯ ОБЪЕМНОГО ДЕФОРМИРОВАНИЯ И ОБРЕЗКИ ПОКОВОК | 1992 |
|
RU2018401C1 |
| Совмещенный штамп для получения пустотелых осесимметричных поковок без штамповочных уклонов | 1987 |
|
SU1588479A1 |
| ШТАМП ДЛЯ ОБРЕЗКИ ТОРЦЕВ ТРУБНЫХ ЗАГОТОВОК | 1997 |
|
RU2119412C1 |
Использование: в обработке металлов давлением при штамповочных работах по очистке заготовок. Рабочий торец пуансона выполнен в виде 16 участков, режущие кромки которых расположены по окружности в вертикальном направлении в последовательности, согласно которой режущие кромки первых пяти участков направлены вверх, следующих четырех участков - вниз, режущие кромки очередных четырех участков - вверх, а последних трех участков - вниз, причем режущие кромки одномерных участков в каждой из указанных выше групп расположены на одном уровне относительно основания рабочего торца пуансона, а режущие кромки одномерных участков однонаправленных групп расположены диаметрально-противоположно. 4 ил.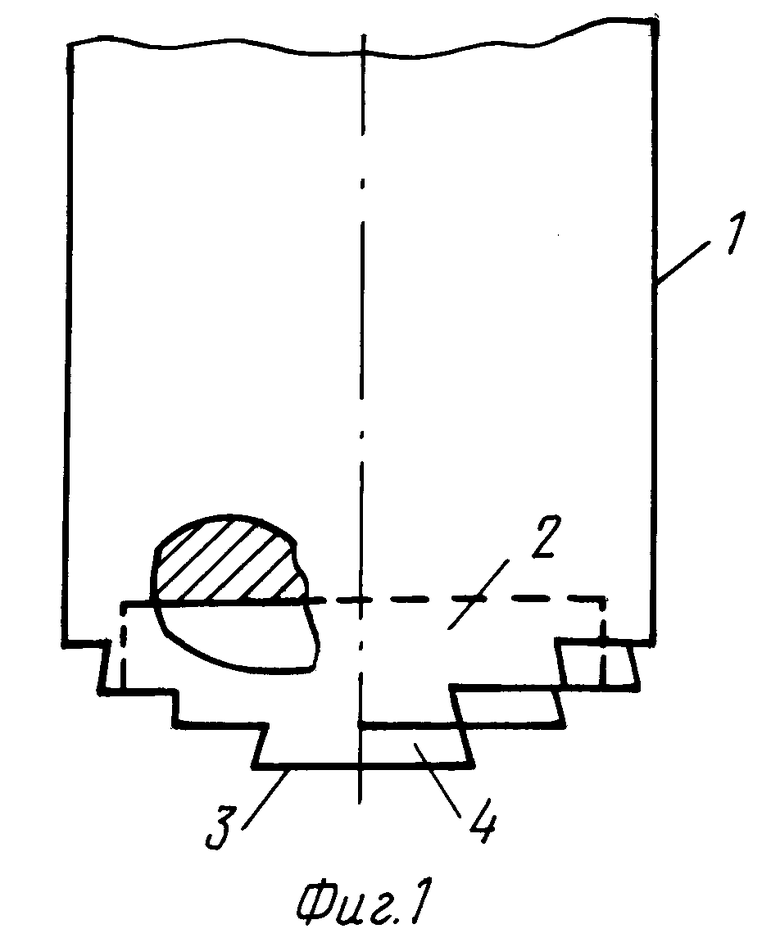
Ступенчатый обрезной пуансон, имеющий режущую кромку по рабочему торцу, отличающийся тем, что торец пуансона выполнен в виде 16 участков, режущие кромки которых расположены по окружности в вертикальном направлении в последовательности, согласно которой режущие кромки первых пяти участков направлены вверх, следующих 4-х участков - вниз, режущие кромки очередных четырех участков - вверх, а последних трех участков - вниз, причем режущие кромки одномерных участков в каждой из указанных выше групп расположены на одном уровне относительно основания рабочего торца пуансона, а режущие кромки одномерных участков однонаправленных групп расположены с диаметрально расположенных сторон.
| Малов А.Н | |||
| Технология холодной штамповки | |||
| Оборонгиз, 1949, с.53 фиг | |||
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
