Изобретение относится к металлургии, конкретнее к установкам непрерывной разливки металлов с криволинейной и прямолинейной технологическими осями.
Наиболее близким по технической сущности является устройство для контроля положения роликов установок непрерывной разливки металлов, включающее затравку и шарнирно прикрепленный к ее торцу дополнительный блок. Дополнительный блок содержит салазки, опирающиеся на две пары опорных роликов зоны вторичного охлаждения. Внутри салазок находится датчик перемещения с нагруженной пружиной, маятниковый динамометр и пневматический цилиндр. При помощи датчиков перемещения производятся замеры расстояния или раствора между роликами в двух противоположных направлениях на каждой паре роликов. Определение положения роликов определяется только в средней части по длине роликов.
Недостатком известного устройства является сложность его конструкции и эксплуатации. Это объясняется наличием в устройстве маятникового динамометра и пневматического цилиндра, что вызывает необходимость подвода к устройству шлангов со сжатым воздухом. Кроме того, опора салазок на две пары роликов не определяет их однозначное положение в пространстве относительно технологической оси даже при необходимом значении раствора между роликами из-за шарнирного соединения дополнительного блока с торцом затравки. В этих условиях возможен перекос установки салазок известного устройства в двух парах роликов относительно технологической оси установки.
Кроме того, известное устройство обладает ограниченными функциональными возможностями, т.к. не может производить измерение положения и биения торцевых роликов под кристаллизатором, а также положения и биения широких и узких рабочих стенок кристаллизатора.
Технический эффект при использовании изобретения заключается в упрощении конструкции и процесса эксплуатации устройства, в расширении его функциональных возможностей и увеличении точности контроля положения роликов.
Указанный технический эффект достигается тем, что дополнительный элемент выполнен в виде П-образных стоек с основанием, жестко прикрепленным к торцу затравки, при этом в стойках выполнены поперечные пазы, в которых установлена с возможностью перемещения в них плита, соединенная с тягой, на торце которой установлен щуп, причем в плите в продольном направлении затравки установлен источник направленного излучения, между щупом и корпусом П-образных стоек размещена пружина сжатия, а на основании стоек под плитой расположен приемник направленного излучения; на торце затравки установлены несколько корпусов П-образных стоек с источниками направленного излучения с щупами, ориентированными в направлении всех четырех граней затравки.
Упрощение конструкций и процесса эксплуатации устройства будет происходить вследствие устранения необходимости подвода к устройству шлангов сжатого воздуха и кабелей электропитания, устранения подвижных салазок, пневмоцилиндра и датчиков перемещения.
Расширение функциональных возможностей устройства будет происходить вследствие обеспечения возможности контроля положения торцевых опорных роликов, а также широких и узких рабочих стенок кристаллизатора за счет различной ориентации щупов нескольких устройств, установленных на торце затравки.
Повышение точности контроля будет происходить вследствие применения источника направленного излучения вместо датчиков перемещения.
Анализ научно-технической и патентной литературы показывает отсутствие совпадения отличительных признаков заявляемого технического решения критерию "Изобретательский уровень".
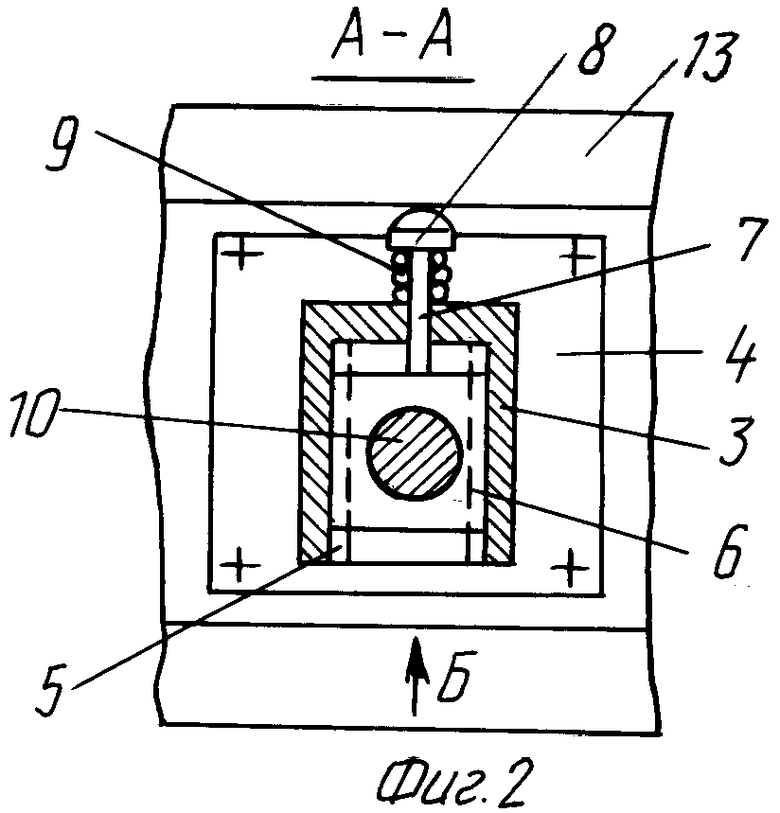
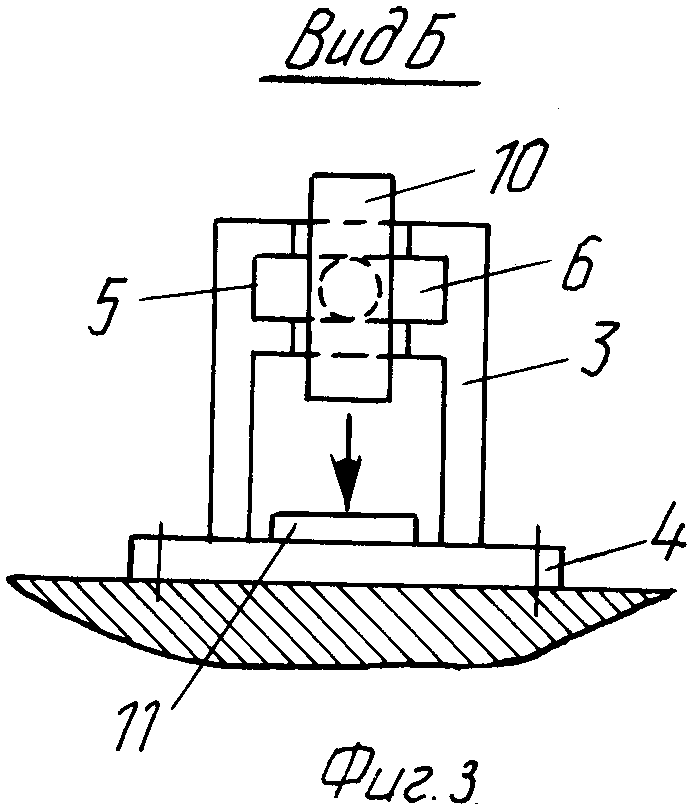
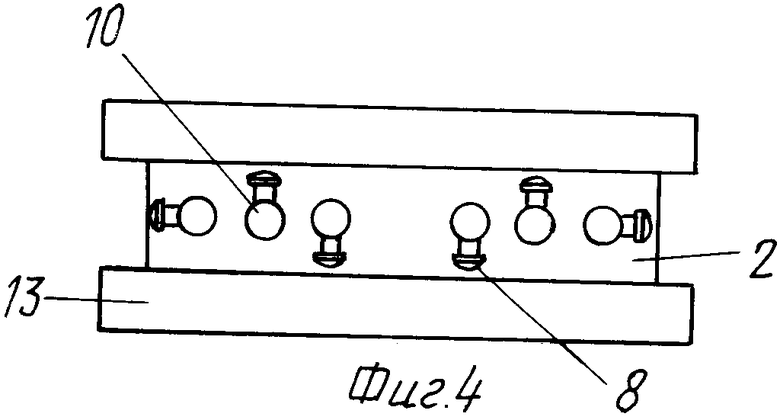
На фиг.1 - схема установки непрерывной разливки металлов с криволинейной технологической осью и устройством для контроля положения роликов, продольный разрез; на фиг.2 - разрез А-А на фиг.1; на фиг.3 - вид по стрелке Б на фиг.2; на фиг.4 - то же, с несколькими источниками направленного излучения.
Предлагаемое устройство состоит из затравки 1 с торцом 2, стоек 3 с основанием 4, пазов 5, плиты 6, тяги 7, щупа 8 с пружиной 9, источника направленного излучения 10 с приемником 11, кристаллизатора 12, роликов 13 и луча 14 направленного излучения.
Предлагаемое устройство работает следующим образом.
Пример. В процессе контроля положения опорных холостых и приводных роликов 13 криволинейная затравка 1 подается в зону вторичного охлаждения установки непрерывной разливки с криволинейной технологической осью. Затравка 1 может быть шарнирной, надувной, с головной частью или жесткой. Затравка 1 может вводиться в зону вторичного охлаждения через кристаллизатор 12 при помощи грузоподъемного крана. Затравка 1 может также подаваться в зону вторичного охлаждения снизу при помощи приводных роликов 13.
На торце 2 затравки 1 установлен дополнительный элемент, состоящий из П-образных стоек 3 с основанием 4, жестко прикрепленный к затравке. При этом в стойках 3 выполнены поперечные пазы 5, в которых установлена с возможностью перемещения в них плита 6, соединенная с тягой 7, на торце установлен сферический или цилиндрический щуп 8. В общем случае щуп 8 может быть выполнен в виде ролика. Между щупом 8 и корпусом 3 П-образных стоек размещена пружина сжатия 9.
В плите 6 жестко установлен источник направленного излучения 10 в виде лазера, а на основании 4 между стойками 3 размещен приемник 11 направленного излучения.
В процессе контроля положения и биения рабочих стенок кристаллизатора 12 и роликов 13 затравка 1 перемещается при помощи подъемного крана и приводных роликов 13 сверху вниз вдоль зоны вторичного охлаждения. При этом щуп 8 последовательно контактирует со стенками кристаллизатора 12 и бочками роликов 19. В случае их отклонения от необходимого положения происходит смещение в ту или другую сторону плиты 6 по пазам 5 вместе с корпусом 10 источника направленного излучения поперек экрана приемника 11. Полученное смещение луча 14 фиксируется и отрабатывается во вторичном приборе (не показан), электрически соединенного с приемником 11. Предоставление информации на вторичном приборе производится в цифровом или графическом виде.
На торце 2 затравки 1 могут быть установлены от 1 до 12 источников направленного излучения 10 с ориентацией щупов 8 в направлении всех четырех граней затравки 1, как показано на фиг. 4. В этом случае контроль положения роликов 13 производится одновременно в нескольких точках по их длине, а также обеспечивается возможность контроля положения торцевых роликов, установленных под кристаллизатором 12.
Использование луча 14 направленного излучения повышает в 5 - 10 раз точность измерения положения и биения точек роликов, а также рабочих стенок кристаллизатора по сравнению с датчиками перемещения щупов.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПОЛОЖЕНИЯ РОЛИКОВ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1997 |
|
RU2113937C1 |
| УСТРОЙСТВО ДЛЯ НАСТРОЙКИ ТЕХНОЛОГИЧЕСКОЙ ОСИ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 1998 |
|
RU2149733C1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ | 2001 |
|
RU2212978C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СЛЯБОВ НА УСТАНОВКАХ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2206428C2 |
| СПОСОБ ЭКСПЛУАТАЦИИ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2083317C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1998 |
|
RU2149729C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ РАЗЛИЧНЫХ МАРОК СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2111081C1 |
| СПОСОБ КОНТРОЛЯ РОЛИКОВОЙ ПРОВОДКИ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1997 |
|
RU2107579C1 |
| СПОСОБ РАЗЛИВКИ РЕЛЬСОВОЙ СТАЛИ НА УСТАНОВКЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ | 2008 |
|
RU2384385C2 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1992 |
|
RU2038187C1 |
Изобретение относится к металлургии, конкретно к установкам непрерывной разливки металлов с вертикальной технологической осью. Технический эффект - упрощение конструкции и процесса эксплуатации устройства за счет расширения его функциональных возможностей и увеличение точности контроля положения роликов. Устройство содержит затравку и прикрепленный к ее торцу по меньшей мере один дополнительный элемент, в котором расположен подпружиненный щуп. Дополнительный элемент выполнен в виде П-образных стоек с основанием, жестко прикрепленным к торцу затравки. В стойках выполнены поперечные пазы, в которых установлена с возможностью перемещения плита, соединенная с тягой. На торце тяги установлен щуп, а в плите в продольном направлении затравки - источник направленного излучения. Между щупом и корпусом П-образных стоек размещена пружина сжатия, а на основании стоек под плитой размещен приемник излучения. При установке на торце затравки нескольких дополнительных элементов их щупы ориентированы в направлении всех четырех граней затравки. 1 з.п.ф-лы, 4 ил.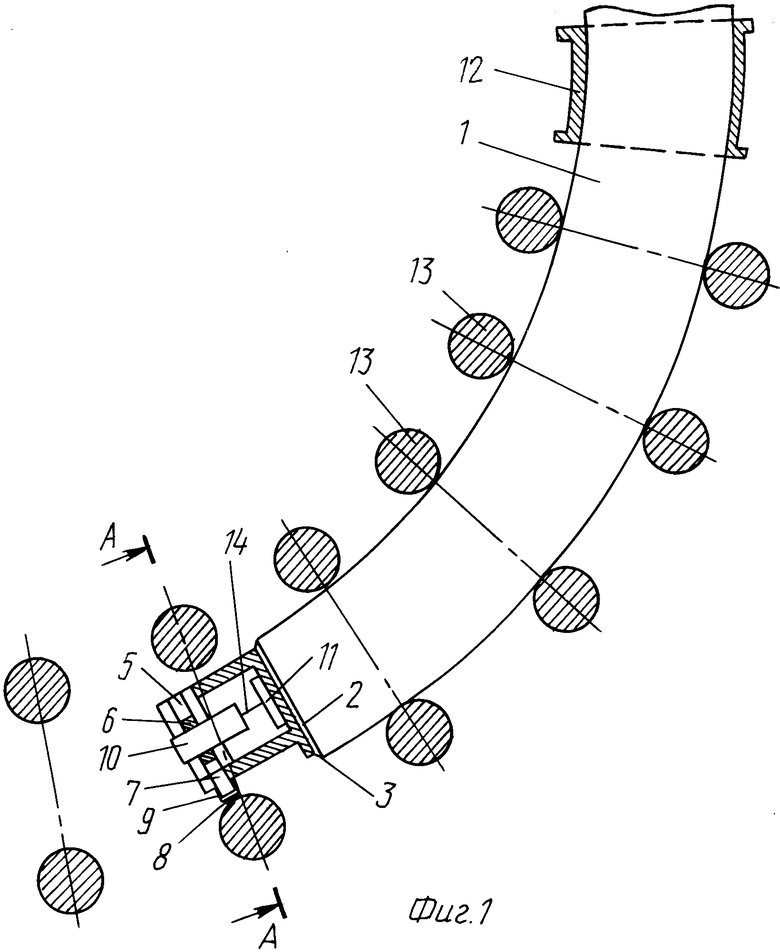
| Евтеев Д.П., Колыбалов И.Н | |||
| Непрерывное литье стали | |||
| -М.: Металлургия, 19 84, с | |||
| Прибор для массовой выработки лекал | 1921 |
|
SU118A1 |
| Говорящий кинематограф | 1920 |
|
SU111A1 |

