Изобретение относится к металлургии, конкретнее к установкам непрерывной разливки металлов вертикального типа.
Наиболее близким по технической сущности является устройство для настройки технологической оси установки непрерывной разливки металлов, включающее тело, имитирущее слиток, и прикрепленную к его торцу шарнирную систему рычагов с подпружиненными и расположенными поперек продольной оси тела напротив друг друга щупами. Устройство снабжено двумя парами роликов, щупами с датчиками перемещения, приводными конвейерными лентами и пневматическими цилиндрами, воздействующими на шарнирную систему. Устройство вводится при помощи тела, имитирующего слиток в виде затравки, последовательно в каждую пару опорных роликов установки непрерывной разливки металлов, которые затем приводятся во вращение роликами устройства, что позволяет определять раствор между роликами. (См. Непрерывное литье стали. Евтеев Д.П., Колыбалов И.Н. М. : Металлургия, 1984, с. 119 (рис.112).
Недостатком известного устройства является невозможность определения прямолинейности положения технологической оси установки непрерывной разливки металлов вертикального типа. Кроме того, известное устройство сложно по конструкции вследствие необходимости применения специальных приводов для перемещения конвейерных лент.
Технический эффект при использовании изобретения заключается в повышении точности настройки прямолинейности положения технологической оси установки с одновременным определением раствора между роликами, а также в упрощении конструкции устройства.
Указанный технический эффект достигается тем, что устройство для настройки технологической оси установки непрерывной разливки металлов включает тело, имитирующее непрерывнолитой слиток, и прикрепленную к его торцу шарнирную систему рычагов с подпружиненными и расположенными поперек продольной оси тела напротив друг друга щупами. Каждый щуп снабжен шарнирными наклоненными к оси тела, имитирующего слиток, рычагами равной длины и рычагами равной длины, расположенными вдоль оси устройства, которые шарнирно соединены с торцом тела, имитирующего слиток, и снабжены съемными стопорными механизмами, при этом наклоненные рычаги соединены шарниром, который снабжен направляющим элементом.
Направляющий элемент установлен с возможностью перемещения вдоль оси устройства в соответствующем пазе, выполненном в корпусе источника излучения, установленного через шарнирные стойки на торце тела, имитирующего непрерывнолитой слиток, причем корпус источника излучения расположен между рычагами, расположенными вдоль тела.
В другом варианте направляющий элемент расположен между неподвижными стойками, установленными на торце тела, имитирующего непрерывнолитой слиток, при этом в стойках смонтированы датчики перемещения, контактирующие с направляющими элементом и рычагами, расположенными вдоль тела.
На торце тела, имитирующего слиток, расположены по меньшей мере две шарнирные системы.
Повышение точности настройки прямолинейности положения технологической оси и раствора между роликами будет происходить вследствие снабжения каждого щупа системы двумя парами шарнирных рычагов, одна пара которых является наклоненной к оси устройства, а другая расположена вдоль тела, имитирующего слиток.
Повышение точности определения раствора между роликами установки будет происходить вследствие обеспечения возможности раздельного измерения отклонения роликов от оси установки с каждой стороны тела, имитирующего слиток.
Упрощение конструкции устройства будет происходить вследствие исключения из него приводов для перемещения конвейерных лент, самих лент, а также пневмоцилиндров с подводящими воздухопроводами.
Анализ научно-технической и патентной литературы показывает отсутствие совпадения отличительных признаков заявляемого устройства с признаками известных технических решений. На основании этого делается вывод о соответствии заявляемого устройства критерию "изобретательский уровень".
Ниже дан вариант осуществления изобретения, не исключающий другие варианты в пределах формулы изобретения, со ссылкой на чертеж, на котором показано:
фиг. 1 - устройство для настройки технологической оси установки непрерывной разливки металлов с источником излучения, продольный разрез;
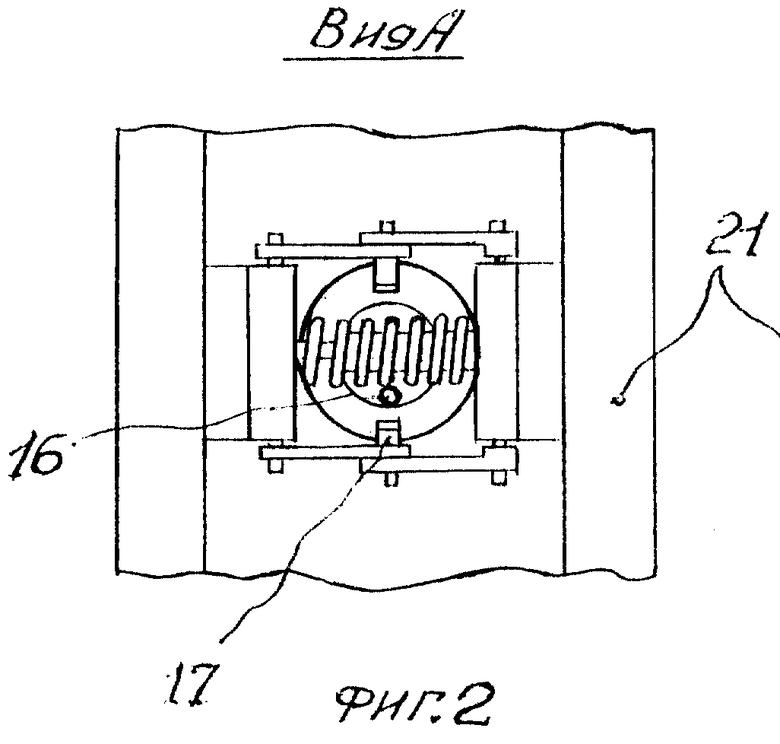
фиг. 2 - то же, вид А;
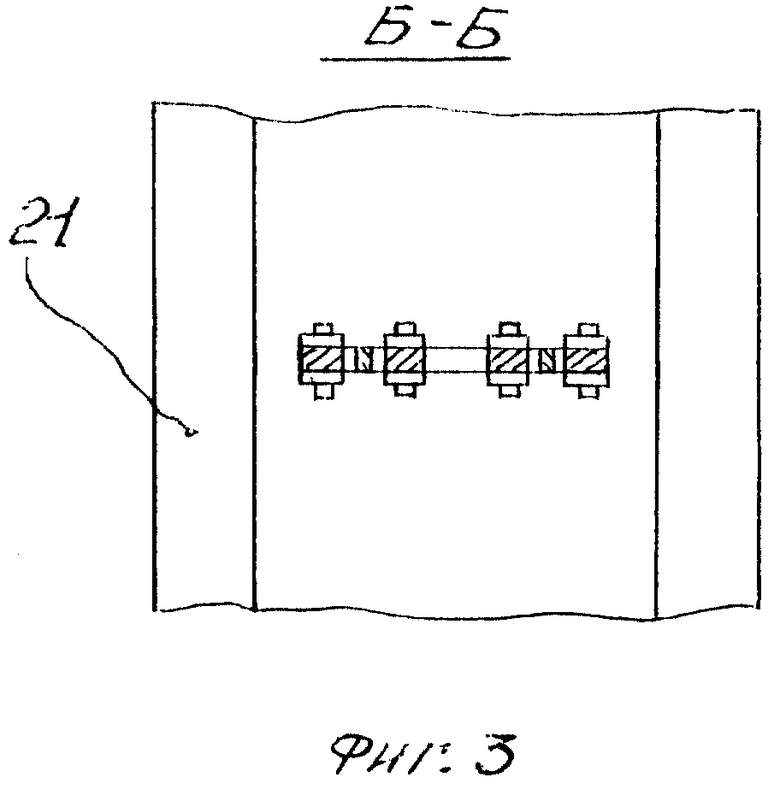
фиг. 3 - то же, разрез Б-Б;
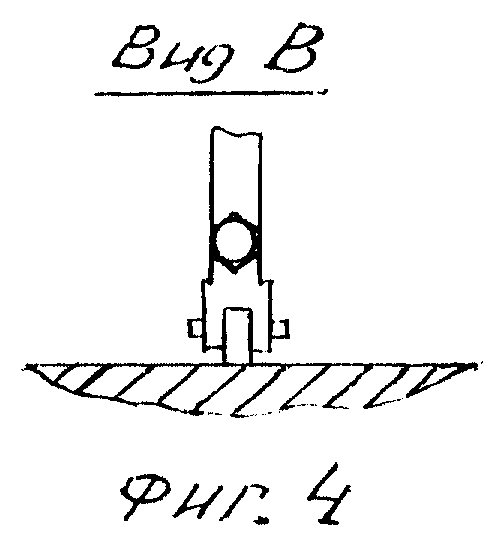
фиг. 4 - то же, вид В;
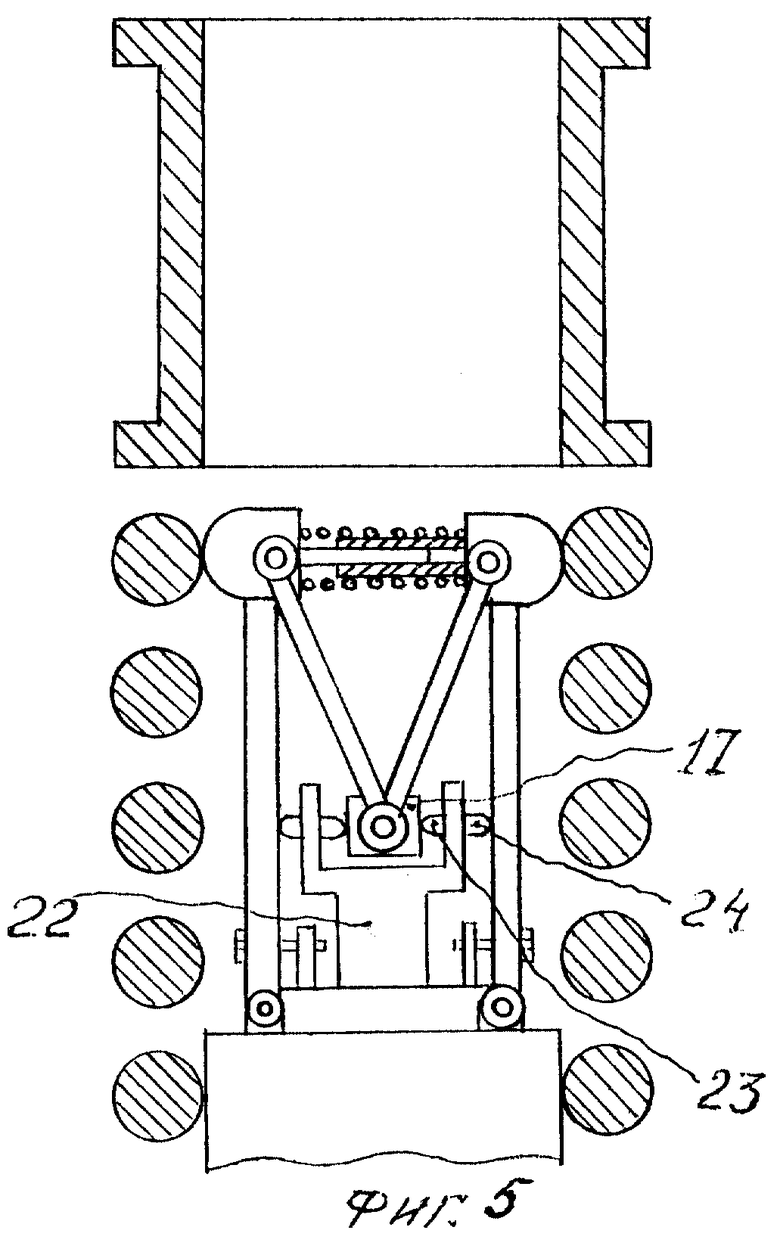
фиг. 5 - вариант устройства с датчиками перемещения, продольный разрез.
Устройство состоит из тела, имитирующего непрерывнолитой слиток, в виде затравки 1, щупов 2, рычагов 3 и 4, шарниров 5, 6 и 7, стоек 8 с шарнирами 9, упоров 10, болтов 11, пружины 12, телескопического соединения 14, корпуса 15, источника излучения 16, направляющего элемента 17, паза 18. Позицией 19 обозначен кристаллизатор, 20 - приемник, 21 - ролики, 22 - стойки, 23 и 24 датчики перемещения.
Устройство работает следующим образом.
Пример. В процессе настройки технологической оси установки непрерывной разливки металлов затравки 1 вводится в кристаллизатор 19 при помощи тянущей клети (не показана) через ролики 21. При этом в стопорных механизмах удалены болты 11 из упоров 10, связывающие рычаги 4 и упоры 10. В этих условиях щупы 2 прижимаются при помощи пружины 12, нанизанной на телескопическое соединение 14, к рабочим стенкам кристаллизатора 19. При этом источник излучения 16, установленный в корпусе 15 и расположенный между рычагами 4, направляет луч излучения вертикально вверх, который принимается и фиксируется приемником 20, расположенным на верхнем торце кристаллизатора 19 или над ним на специальной стационарной конструкции.
В процессе настройки технологической оси затравка 1 опускается, при этом щупы 2 последовательно входят в контакт с парами роликов 21. Рычаги 4 равной длины, расположенные вдоль затравки 1 и соединенные с ее торцом при помощи шарниров 7 и жестко с щупами 2, имеют возможность покачивания в зависимости от смещения пар роликов 21. При этом шарнир 6, соединяющий наклоненные рычаги 3 равной длины и соединенные с шупами 2 при помощи шарниров 5, соответственно перемещается в горизонтальном направлении вместе с корпусом 15 и источником излучения 16. Шарнир 6, снабженный направляющим элементом 17, также перемещается вдоль паза 18, выполненного в корпусе 15. Корпус 15, установленный на торце затравки 1 через стойки 8 с шарнирами 9, перемещается, оставаясь всегда в горизонтальном положении, т.к. стойки 8, корпус 15 и торец затравки 1 образуют параллелограмм.
Вследствие равенства длин рычагов 3 шарнир 6 вместе с источником излучения 16 всегда занимает среднее положение между щупами 2 или между роликами 21 в каждой их паре.
При движении затравки 1 вниз на приемнике 20 фиксируется положение технологической оси в каждой паре роликов 21. В качестве источника излучения может быть применен, например, лазер.
После определения положения технологической оси затравка 1 снова вводится в кристаллизатор 1 и вворачивается болт 11 в один из рычагов 4, например, в правый и упор 10. При этом стопорится положение рычага 4 в условиях его смещения от стенки кристаллизатора 19 в сторону технологической оси на расстоянии, равном 0,05 - 0,1 ширины рабочей полости кристаллизатора 19.
При движении затравки 1 вниз левый щуп 2 под действием роликов 21, расположенных с левой стороны затравки 1, перемещается относительно неподвижно расположенного правого щупа 2. Удвоенная величина перемещения левого щупа 2 является суммарной величиной отклонения раствора каждой пары роликов 21 от величины ширины рабочей полости кристаллизатора 19. Определение раствора между роликами 21 возможно осуществлять при стопорении как левого, так и правого рычага 4.
В варианте, приведенном на фиг. 5, направляющий элемент 17 установлен между неподвижными стойками 22, установленными на торце затравки 1. В стойках 22 смонтированы датчики перемещения 23 и 24. Датчик 23 фиксирует перемещение в поперечном к затравке 1 направлении элемента 17, а датчик 24 фиксирует в том же направлении перемещения рычага 4. При этом процесс определения положения технологической оси и раствора между роликами 21 производится тем же способом, что приведен выше.
В общем случае вместо затравки 1 может быть использован специальный поддон, передвигаемый вдоль установки при помощи тросов. На торце затравки 1 могут быть расположены по меньшей мере две шарнирные системы.
Применение изобретения позволяет определить положение технологической оси и раствор между роликами с точностью ± 0,1 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПОЛОЖЕНИЯ РОЛИКОВ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1997 |
|
RU2113937C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2083317C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПОЛОЖЕНИЯ РОЛИКОВ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1997 |
|
RU2113936C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1998 |
|
RU2149729C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1994 |
|
RU2065337C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СЛЯБОВ НА УСТАНОВКАХ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2206428C2 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ | 2001 |
|
RU2212978C2 |
| ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ | 2001 |
|
RU2224606C2 |
| МЕХАНИЗМ КАЧАНИЯ КРИСТАЛЛИЗАТОРА | 1993 |
|
RU2043837C1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2038916C1 |
Изобретение относится к металлургии. Устройство содержит тело, имитирующее слиток, средство для определения положения технологической оси устройства и прикрепленную к торцу тела, имитирующего слиток, шарнирную систему рычагов. Система рычагов имеет подпружиненные и расположенные поперек продольной оси устройства навстречу друг другу щупы. Каждый щуп имеет две пары шарнирных рычагов. Одна из них наклонена к оси устройства, а рычаги соединены между собой шарниром, который снабжен направляющим элементом, а другая расположена вдоль тела, имитирующего слиток. Рычаги соединены шарнирно с его торцом и снабжены съемными стопорными механизмами. Изобретение позволяет повысить точность настройки положения технологической оси устройства. 3 з.п. ф-лы, 5 ил.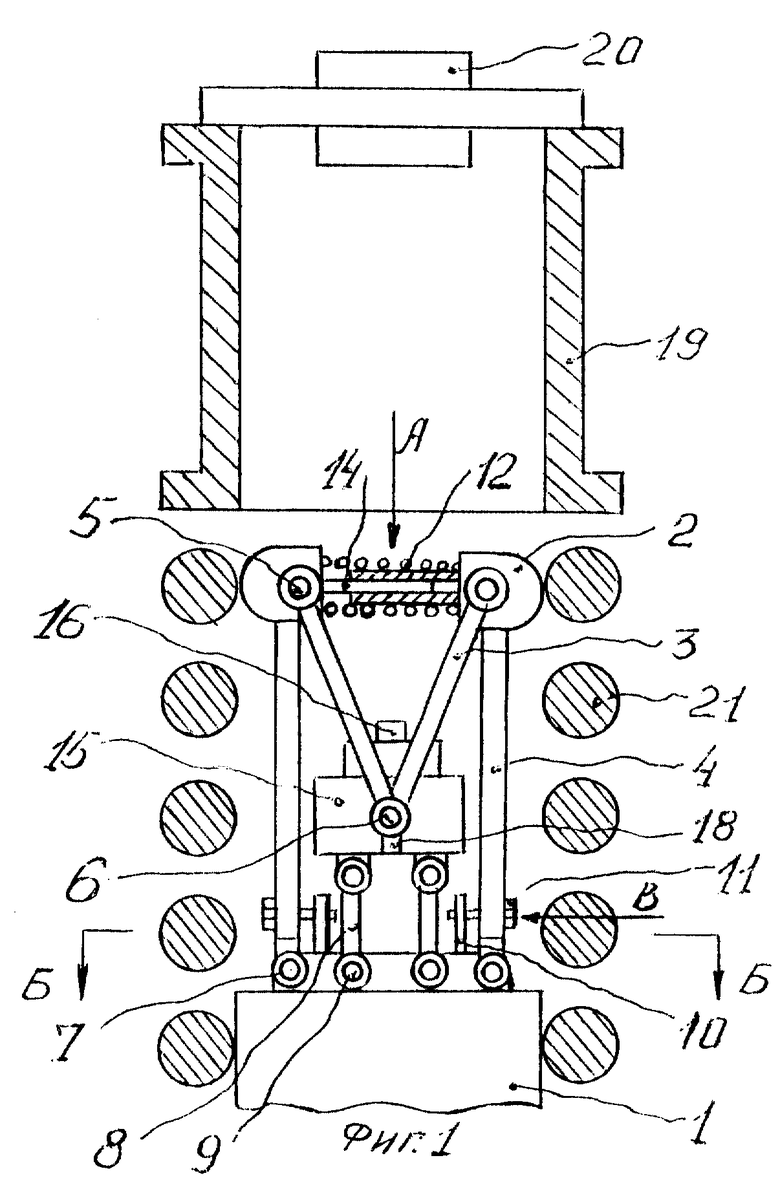
| Евтеев Д.Я., Колыбалов И.Н | |||
| Непрерывное литье стали | |||
| - М.: Металлургия, 1984, с.119 | |||
| Способ выверки и настройки рамы криволинейной части роликовых секций | 1985 |
|
SU1266647A1 |
| US 4465121 A, 14.08.84 | |||
| Устройство для подачи в центральный пункт сигналов о положении кабины лифта | 1940 |
|
SU74247A1 |
| МЕХАНИЗМ НАСТРОЙКИ ВТОРИЧНОГО ОХЛАЖДЕНИЯ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 0 |
|
SU240210A1 |
| JP 5805896 A, 07.04.83. | |||

