Изобретение относится к области машиностроения, в частности, к изготовлению резинотехнических изделий путем вулканизации в пресс-форме, может быть применено для изготовления армированных амортизаторов, упругих шарнирных подвесок.
Известны литьевые пресс-формы для вулканизации армированных резинотехнических изделий, содержащие верхнюю и нижнюю полуформы, фиксаторы элементов арматуры (а.с. №825332, В29С 35/02, 1981; патент США №4141950, В29С 5/00, 1979).
В техническом решении, принятом за прототип, предлагается пресс-форма для изготовления армированных резинотехнических изделий (RU патент №2113998 от 27.07.98 г.), содержащая верхнюю и нижнюю полуформы, верхнее и нижнее формообразующие кольца, фиксаторы элементов арматуры, кольцевую загрузочную камеру, литниковые отверстия.
К недостаткам указанного технического решения относится невозможность контроля положения элементов арматуры в пазах фиксаторов после смыкания верхнего и нижнего формообразующих колец, что может привести к отступлению от заданных величин зазоров между элементами арматуры, гарантирующих характеристики изделия.
Технической задачей данного изобретения является обеспечение контроля положения элементов арматуры и зазоров между ними для повышения качества изготовления изделия.
Технический результат достигается тем, что при использовании пресс-формы для изготовления армированных резинотехнических изделий с этажно расположенными элементами арматуры и слоями эластомера, содержащей верхнюю и нижнюю полуформы, верхнее и нижнее формообразующие кольца, фиксаторы элементов арматуры, фиксаторы элементов арматуры выполнены разрезными в вертикальной плоскости вдоль продольной оси, в местах установки фиксаторов элементов арматуры в верхнем и нижнем формообразующих кольцах выполнены радиальные пазы.
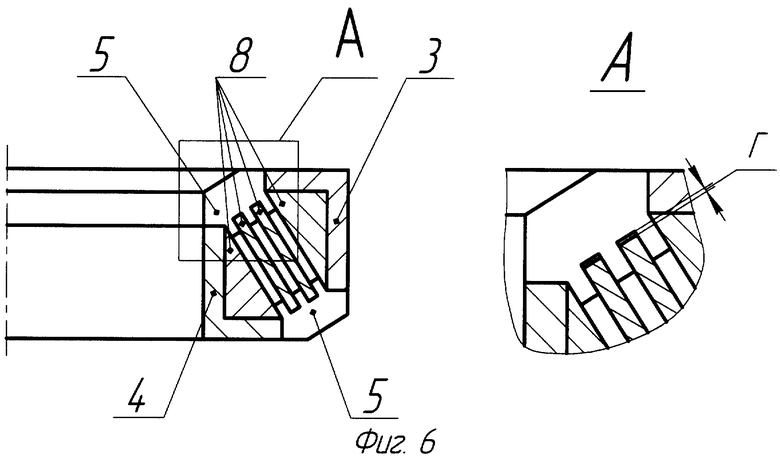
Разрезная конструкция фиксаторов позволяет после сборки формующего блока извлекать по одной части фиксатора, сохраняя с помощью второй положение элементов арматуры и зазоры между ними. Часть паза, освободившаяся после извлечения первой части фиксатора, позволяет визуально или с помощью измерительного инструмента контролировать наличие и величины зазоров между элементами арматуры.
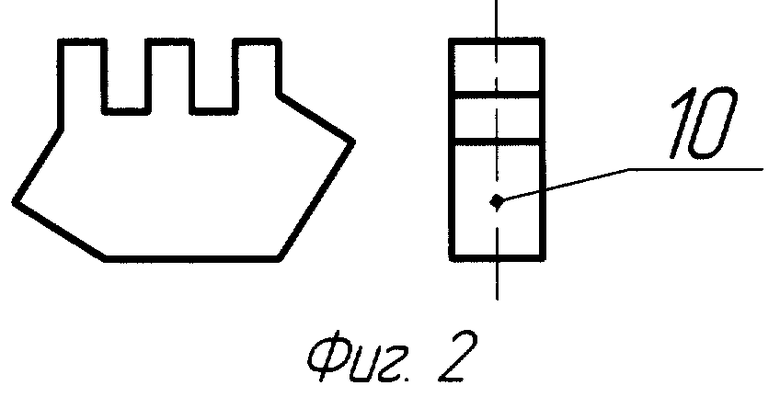
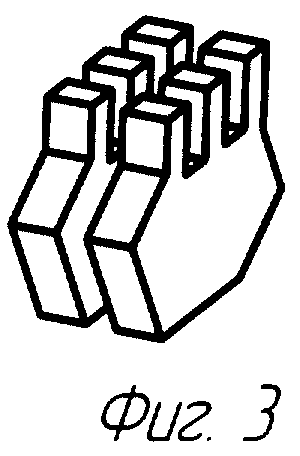
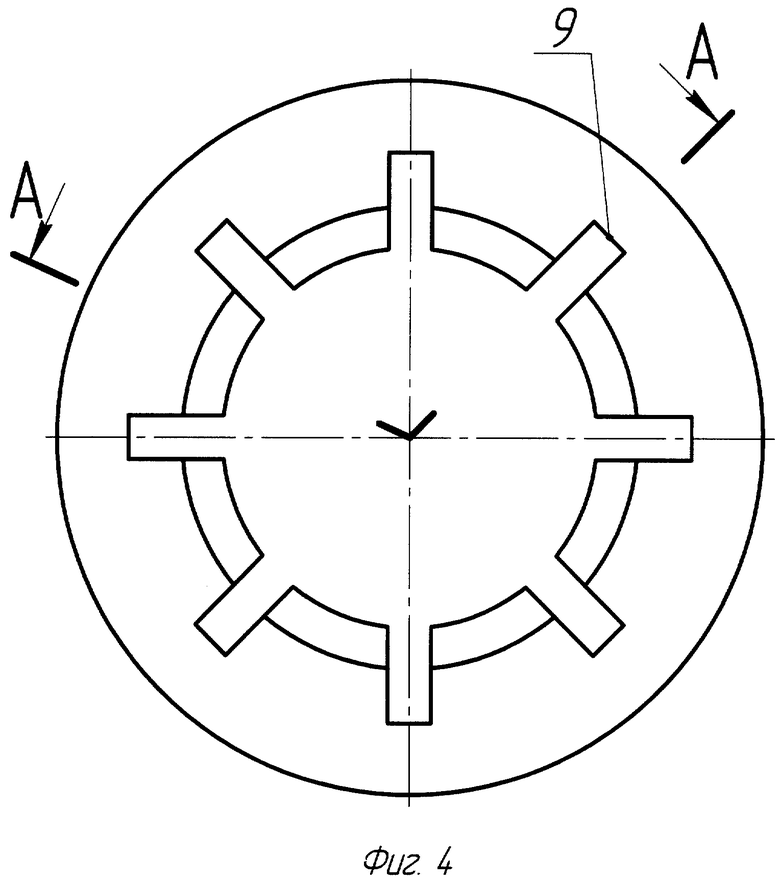
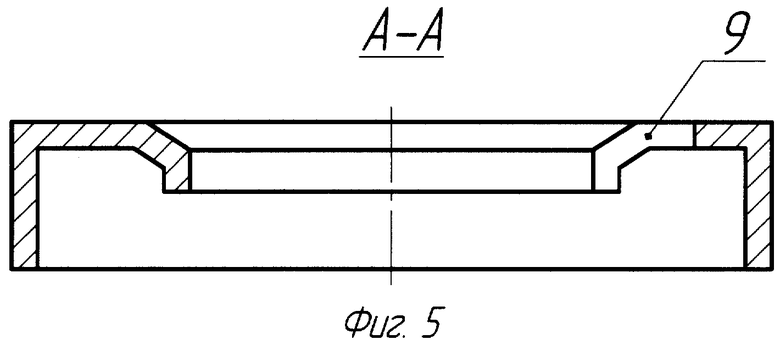
На фигуре 1 изображен общий вид пресс-формы, на фигуре 2 - общий вид фиксатора элементов арматуры с плоскостью разреза, на фигуре 3 - аксонометрический вид фиксатора элементов арматуры, на фигуре 4 - вид сверху верхнего формообразующего кольца, на фигуре 5 - главный вид верхнего формообразующего кольца, на фигуре 6 - общий вид формующего блока, на фигуре 7 - вид сверху формующего блока.
Пресс-форма содержит верхнюю полуформу 1, нижнюю полуформу 2, верхнее 3 и нижнее 4 формующие кольца, разрезные фиксаторы элементов арматуры 5. В нижней полуформе выполнена кольцевая загрузочная камера 6, из которой эластомер 7 запрессовывается между элементами арматуры 8. В верхнем 3 и нижнем 4 формующих кольцах в местах установки фиксаторов 5 выполнены радиальные пазы 9. Разрез 10 фиксаторов 5 проходит через плоскость симметрии перпендикулярно направлению зубьев.
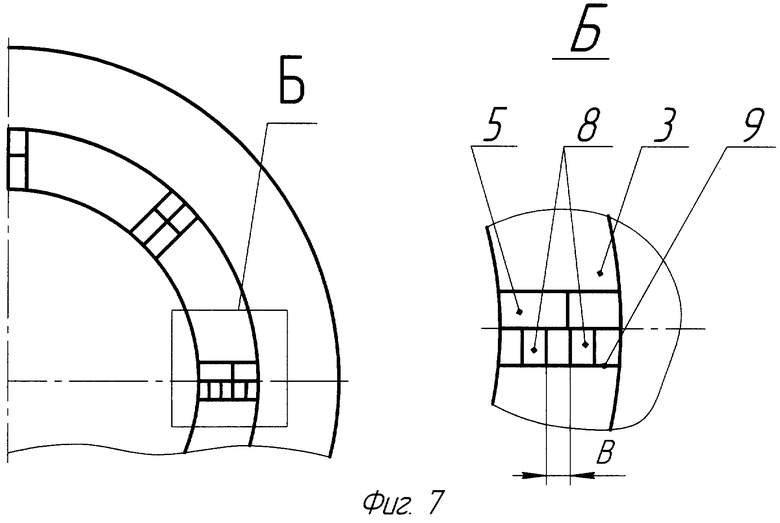
Работа пресс-формы осуществляется следующим образом: предварительно собирается формующий блок из верхнего 3 и нижнего 4 формующих колец с установленными в них с помощью разрезных фиксаторов 5 элементами арматуры 8. Из каждого паза 9 поочередно вынимается по одной части фиксаторов 5, вторая часть при этом сохраняет положение армирующих элементов. Через частично открывшийся при этом паз 9 контролируется наличие и величины зазоров:
- В - между элементами арматуры 8;
- Г - между торцами элементов арматуры 8 и торцами пазов установленной части фиксатора 5.
Первая часть фиксатора 5 вставляется в паз 9.
При отклонении величин зазоров от конструктивно заданных формующий блок разбирается для устранения причин отклонения. При величинах зазоров, обеспечивающих конструктивно заданные характеристики изделия, пресс-форма допускается в дальнейшую работу. В загрузочную камеру 6 помещается эластомер 7, формующий блок присоединяется к верхней полуформе 1 и перемещается вдоль стенок загрузочной камеры 6, и эластомер 7 запрессовывается в изделие.
Предложенная пресс-форма позволяет повысить качество изготовления изделий за счет точного выполнения зазоров между элементами арматуры.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2469847C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 1998 |
|
RU2195398C2 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2465134C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 1996 |
|
RU2113998C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2469846C1 |
| ПРЕСС-ФОРМА ДЛЯ ВУЛКАНИЗАЦИИ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2010 |
|
RU2424899C1 |
| ПРЕСС-ФОРМА ДЛЯ ВУЛКАНИЗАЦИИ АР1ЖРОВАУ1Щ "''-''--•:• РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 1978 |
|
SU825332A1 |
| МНОГОМЕСТНАЯ ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 2021 |
|
RU2779342C1 |
| СПОСОБ ПОДГОТОВКИ К РАБОТЕ ПРЕСС-ФОРМЫ ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2010 |
|
RU2438869C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2457943C1 |
Изобретение относится к области машиностроения, в частности, к изготовлению резинотехнических изделий путем вулканизации в пресс-форме, может быть применено для изготовления армированных амортизаторов, упругих шарнирных подвесок. Техническим результатом данного изобретения является обеспечение контроля положения элементов арматуры и зазоров между ними для повышения качества изготовления изделия. Технический результат достигается тем, что пресс-форма для изготовления армированных резинотехнических изделий с этажно расположенными элементами арматуры и слоями эластомера содержит верхнюю и нижнюю полуформы, верхнее и нижнее формообразующие кольца и фиксаторы элементов арматуры. При этом фиксаторы элементов арматуры выполнены разрезными в вертикальной плоскости вдоль продольной оси. В местах установки фиксаторов элементов арматуры в верхнем и нижнем формообразующих кольцах выполнены радиальные пазы. 7 ил.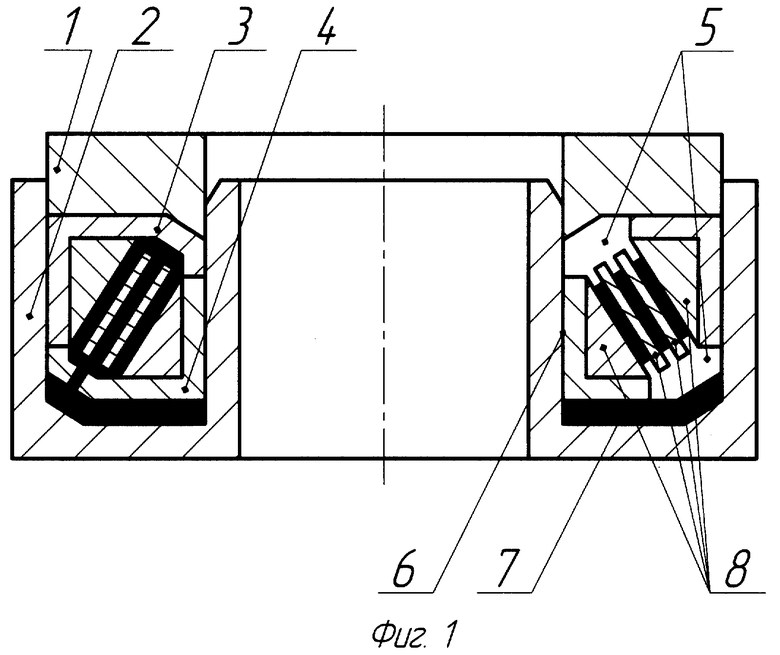
Пресс-форма для изготовления армированных резинотехнических изделий с этажно расположенными элементами арматуры и слоями эластомера, содержащая верхнюю и нижнюю полуформы, верхнее и нижнее формообразующие кольца, фиксаторы элементов арматуры, отличающаяся тем, что фиксаторы элементов арматуры выполнены разрезными в вертикальной плоскости вдоль продольной оси, в местах установки фиксаторов элементов арматуры в верхнем и нижнем формообразующих кольцах выполнены радиальные пазы.
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 1996 |
|
RU2113998C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 1998 |
|
RU2195398C2 |
| ПРЕСС-ФОРМА ДЛЯ ВУЛКАНИЗАЦИИ АР1ЖРОВАУ1Щ "''-''--•:• РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 1978 |
|
SU825332A1 |
| JP 3281320 А, 12.12.1991. | |||

