Изобретение относится к области машиностроения, в частности, к технологии изготовления армированных резинотехнических изделий путем вулканизации в пресс-форме, и может быть применено для изготовления эластичных опорных шарниров (ЭОШ) сопловых блоков ракетных двигателей на твердом топливе (РДТТ).
Известны пресс-формы для изготовления резинотехнических изделий, включающие загрузочную камеру и формующий блок (см., например, И.М.Буланов, В.В.Воробей. Технология ракетных и аэрокосмических конструкций из композиционных материалов. - М.: Издательство МГТУ им. Н.Э.Баумана, 1998 г. - стр.156-159, 165-167).
Кроме того, известны пресс-формы для изготовления армированных резинотехнических изделий с этажно расположенными элементами арматуры и слоями эластомера, включающие загрузочную камеру и формующий блок с фиксаторами элементов арматуры (см., например, патенты РФ №№2113998 и 2351472).
Известна также пресс-форма для изготовления армированных резинотехнических изделий с этажно расположенными элементами арматуры и слоями эластомера, включающая загрузочную камеру и формующий блок с верхним и нижним фиксаторами элементов арматуры (патент РФ №2302944), наиболее близкий аналог.
В этой пресс-форме фиксаторы элементов арматуры выполнены в виде жесткой рейки с зубцами, расположенными перпендикулярно к продольной оси рейки.
В известной пресс-форме возможно качественное изготовление резинотехнических изделий с плоскими элементами арматуры.
Однако практическое применение известной конструкции пресс-формы для изготовления резинотехнических изделий со сферическими элементами арматуры и слоями эластомера показало, что в готовых изделиях имеются разбросы по толщине слоев эластомера, что снижает качество изготовления и недопустимо для таких ответственных изделий, как крупногабаритные эластичные опорные шарниры (ЭОШ) сопловых блоков ракетных двигателей на твердом топливе (РДТТ), к техническим характеристикам которых предъявляются повышенные требования.
Выяснено, что разбросы по толщине слоев эластомера обусловлены неравномерными зазорами между сферическими элементами арматуры, выставляемыми с применением фиксаторов элементов арматуры с зубцами, изготовляемыми без учета кривизны элементов арматуры, между которыми эти зубцы располагаются при установке фиксаторов.
Так как кривизна элементов арматуры изменяется по толщине пакета ЭОШ, то это приводит к дополнительным погрешностям по величине выставляемых между элементами арматуры зазоров и, соответственно, к значительным разбросам по толщине запрессованного в зазоры эластомера.
Толщина пакета ЭОШ может быть значительной, а число тарелей может составлять 15 и более штук, при этом использование фиксаторов с зубцами, расположенными перпендикулярно к продольной оси рейки, приводит к еще более значительным разбросам по величине выставляемых зазоров.
Кроме того, установка фиксаторов, выполненных в виде жесткой рейки с зубцами, расположенными перпендикулярно к продольной оси рейки, между сферическими элементами арматуры из-за их переменной по толщине пакета кривизны затруднена.
Технической задачей данного изобретения является повышение качества изготовления армированных резинотехнических изделий со сферическими элементами арматуры и слоями эластомера за счет повышения точности выставки одинаковых по величине зазоров между элементами арматуры перед запрессовкой в зазоры эластомера.
Технический результат достигается тем, что в пресс-форме для изготовления армированных резинотехнических изделий с этажно расположенными сферическими элементами арматуры и слоями эластомера, включающей загрузочную камеру и формующий блок с верхним и нижним фиксаторами элементов арматуры, выполненными в виде жесткой рейки с зубцами, зубцы фиксаторов элементов арматуры выполнены наклонными относительно продольной оси рейки и расположены под углом к ней, величина которого изменяется по длине рейки и определяется по формулам:
α=90°+βв-arcsin rвi/Ri
для верхнего фиксатора элементов арматуры;
δ=90°+βн-arcsin rнi/Ri
для нижнего фиксатора элементов арматуры,
где
i - порядковый номер элемента арматуры;
βв - угол отклонения верхнего торца элементов арматуры от вертикальной плоскости;
βн - угол отклонения нижнего торца элементов арматуры от вертикальной плоскости;
Ri - радиус сферической поверхности «i»-того элемента арматуры;
rвi - радиус окружности верхнего торца «i»-того элемента арматуры;
rнi - радиус окружности нижнего торца «i»-того элемента арматуры.
Выполнение фиксаторов элементов арматуры в виде жесткой рейки с зубцами, наклонными относительно продольной оси рейки и расположенными под углом к ней, величина которого изменяется по длине рейки, позволяет повысить точность выставки зазоров между элементами арматуры за счет учета кривизны элементов арматуры в местах установки фиксаторов.
Формулы, предлагаемые для определения углов наклона зубцов, достаточно просты, в них используются геометрические параметры конструкции эластичного опорного шарнира (ЭОШ), что позволяет легко и с требуемой точностью провести необходимые расчеты.
Такие расчеты проводятся один раз при проектировании формующего блока пресс-формы для изготовления конкретной конструкции ЭОШ соплового блока РДТТ.
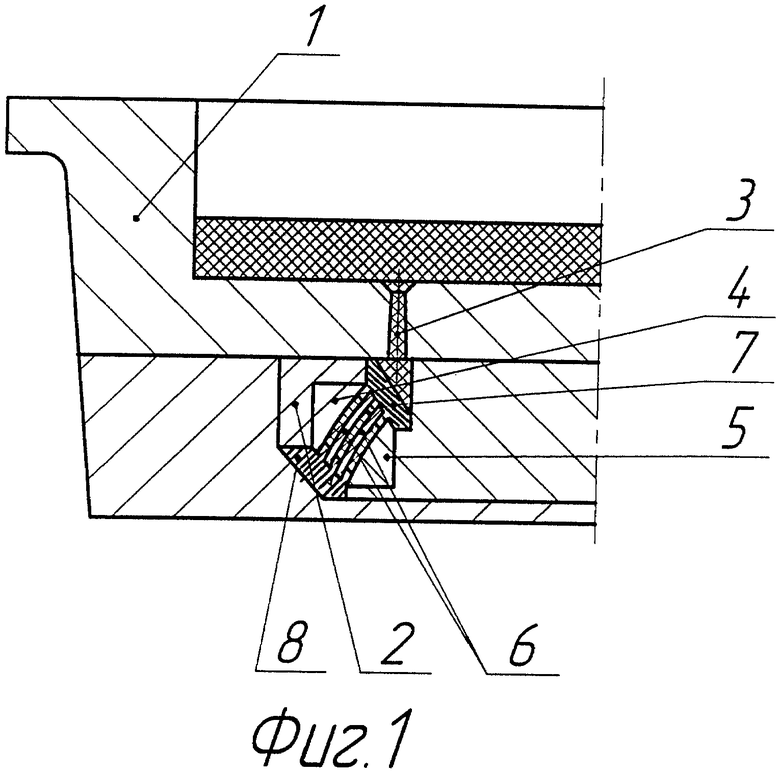
На фиг.1 приведена компоновочная схема пресс-формы.
На фиг.2 приведена схема формующего блока пресс-формы и конструкция ЭОШ.
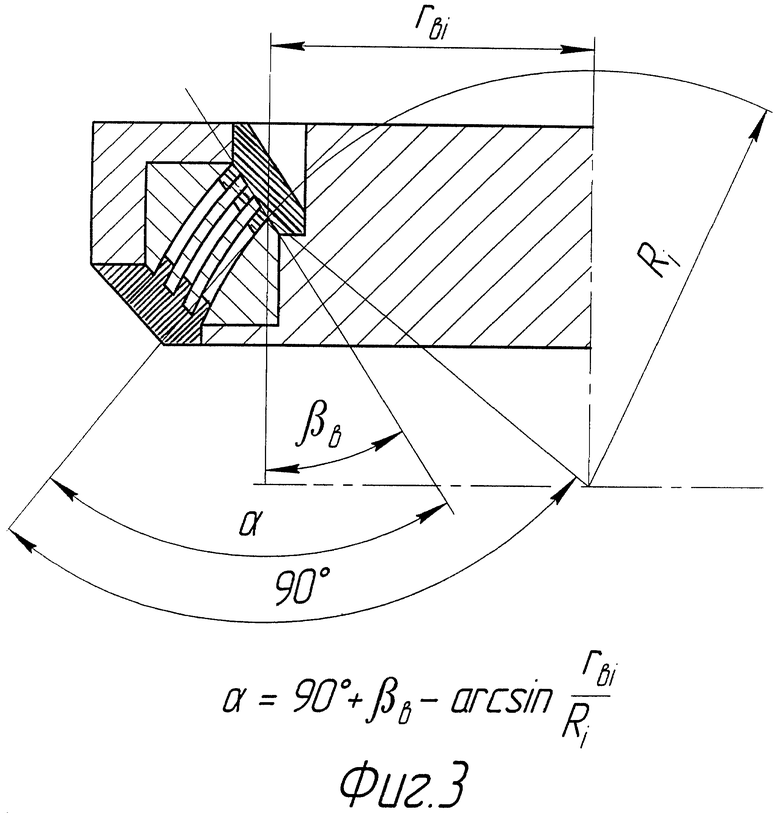
На фиг.3 приведена схема, поясняющая вывод формулы для определения угла наклона зубцов верхнего фиксатора элементов арматуры.
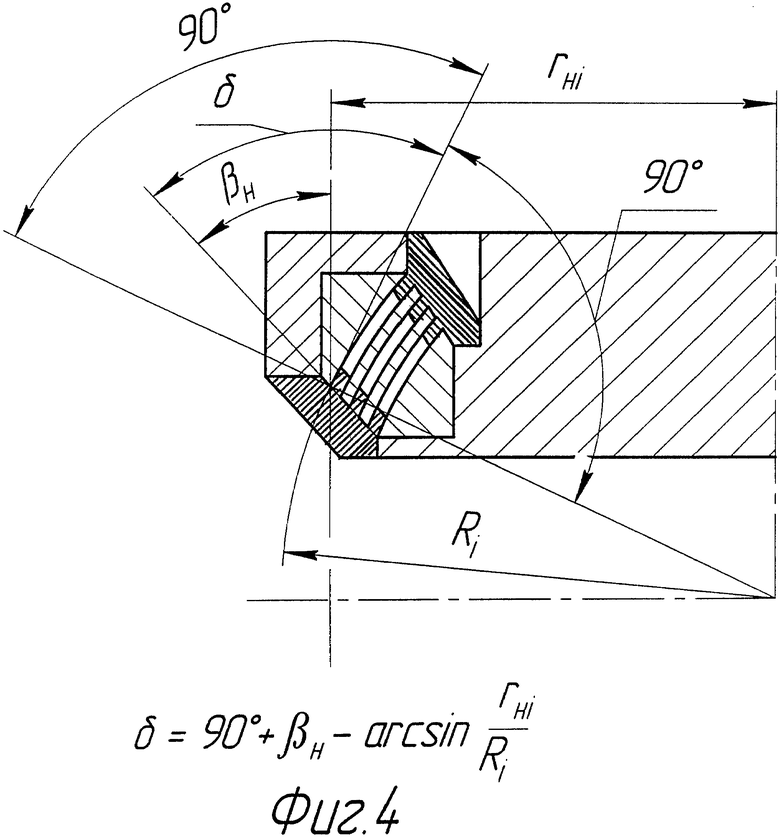
На фиг.4 приведена схема, поясняющая вывод формулы для определения угла наклона зубцов нижнего фиксатора элементов арматуры.
Пресс-форма для изготовления армированных резинотехнических изделий включает загрузочную камеру 1, формующий блок 2 и литниковую систему 3.
В формующем блоке 2 размещены элементы арматуры изделия: опорные кольца 4 и 5, между которыми установлены тарели 6, разделенные между собой и отделенные от опорных колец 4 и 5 при помощи верхнего фиксатора 7 элементов арматуры и нижнего фиксатора 8 элементов арматуры с одинаковыми по величине зазорами.
Фиксаторы 7 и 8 элементов арматуры устанавливаются равномерно по окружности (8-16 штук) и выполнены в виде жесткой рейки с зубцами 9 и 10.
Зубцы 9 и 10 расположены на равном расстоянии один от другого под разными по величине углами «α и «δ» к продольной оси рейки у верхнего фиксатора 7 и нижнего фиксатора 8 элементов арматуры соответственно.
При проектировании и изготовлении элементов пресс-формы для изготовления ЭОШ соплового блока РДТТ в соответствии с приведенными в материалах заявки формулами определяют расчетную величину углов наклона зубцов 9 и 10 верхнего 7 и нижнего 8 фиксаторов элементов арматуры.
Приведенные в формулах исходные геометрические параметры задаются в чертеже конструкции ЭОШ и являются определяющими для изготовления его основных элементов.
Для наглядности вывода приведенных выше формул составлялись графические схемы (см. фиг.3 и 4) для верхнего 7 и нижнего 8 фиксаторов элементов арматуры.
При выводе формул для расчета углов наклона зубцов относительно продольной оси фиксатора исходили из условия, что каждый зубец соответствующего фиксатора должен быть расположен по касательной к сферической поверхности каждого элемента арматуры в точке захода как у верхнего торца элементов арматуры, так и у нижнего торца элементов арматуры.
Радиус R сферической поверхности элементов арматуры, радиус rвi окружности верхнего торца элементов арматуры и радиус rнi окружности нижнего торца элементов арматуры изменяются по толщине пакета ЭОШ от опорного кольца 4 к опорному кольцу 5.
Угол βв отклонения верхнего торца элементов арматуры от вертикальной плоскости и угол βн отклонения нижнего торца элементов арматуры от вертикальной плоскости являются постоянными величинами для всех элементов арматуры.
При выводе формул использовалось то, что сумма углов треугольника равна 180°, а также равенство данного угла вертикальному углу (угол, образованный продолжением сторон данного угла). Рассматривались смежные углы и использовались некоторые тригонометрические функции.
В результате получены универсальные формулы для расчета углов наклона зубцов верхнего и нижнего фиксаторов элементов арматуры для изготовления ЭОШ в пресс-форме.
Верхний 7 и нижний 8 фиксаторы элементов арматуры изготовляют с зубцами, наклон которых к продольной оси фиксатора рассчитывают по разработанным формулам.
При сборке формующего блока пресс-формы устанавливают в него изготовленные верхний 7 и нижний 8 фиксаторы элементов арматуры, величина углов наклона зубцов 9 и 10 которых, «α и «δ» соответственно, меняется по длине рейки.
На предприятии разработан ряд пресс-форм предлагаемой конструкции, в которых успешно изготавливаются ЭОШ сопловых блоков различных габаритов.
Применение в формующем блоке пресс-формы фиксаторов, изготовленных с учетом переменной по толщине пакета ЭОШ кривизны сферических элементов арматуры, обеспечивает выставку одинаковых по величине зазоров и облегчает установку фиксаторов между элементами арматуры при сборке пресс-формы.
В предлагаемой пресс-форме изготовлен ряд высококачественных ЭОШ крупногабаритных сопловых блоков РДТТ при обеспечении требуемой технологичности.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2469847C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2465134C1 |
| СПОСОБ ПОДГОТОВКИ К РАБОТЕ ПРЕСС-ФОРМЫ ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2010 |
|
RU2438869C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2457943C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2467876C1 |
| СПОСОБ ПОДГОТОВКИ К РАБОТЕ ПРЕСС-ФОРМЫ ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2457942C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОБРАЗЦОВ ПРИ ИЗГОТОВЛЕНИИ ПОДВИЖНОГО СОЕДИНЕНИЯ | 2013 |
|
RU2537592C1 |
| СПОСОБ ОБСЛУЖИВАНИЯ ПРЕСС-ФОРМЫ ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2013 |
|
RU2537606C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2005 |
|
RU2302944C2 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 1998 |
|
RU2195398C2 |

Изобретение относится к области машиностроения, в частности к технологии изготовления армированных резинотехнических изделий путем вулканизации в пресс-форме, и может быть применено для изготовления эластичных опорных шарниров (ЭОШ) сопловых блоков ракетных двигателей на твердом топливе (РДТТ). Пресс-форма для изготовления армированных резинотехнических изделий с этажно расположенными сферическими элементами арматуры и слоями эластомера включает загрузочную камеру и формующий блок с верхним и нижним фиксаторами элементов арматуры, выполненными в виде жесткой рейки с зубцами. Зубцы фиксаторов элементов арматуры выполнены наклонными относительно продольной оси рейки и расположены под углом к ней, величина которого изменяется по длине рейки и определяется по формулам:
α=90°+βв-arcsin rBi/Ri для верхнего, фиксатора элементов арматуры;
δ=90°+βн-arcsin rHi/Ri для нижнего фиксатора элементов арматуры,
где i - порядковый номер элемента арматуры; βв - угол отклонения верхнего торца элементов арматуры от вертикальной плоскости; βн - угол отклонения нижнего торца элементов арматуры от вертикальной плоскости; Ri - радиус сферической поверхности «i»-того элемента арматуры; rBi, - радиус окружности верхнего торца «i»-того элемента арматуры; rнi - радиус окружности нижнего торца «i»-того элемента арматуры. Применение в формующем блоке пресс-формы фиксаторов, изготовленных с учетом переменной по толщине пакета ЭОШ кривизны сферических элементов арматуры, обеспечивает выставку одинаковых по величине зазоров и облегчает установку фиксаторов между сферическими элементами арматуры при сборке пресс-формы. В пресс-форме по изобретению изготовлен ряд высококачественных ЭОШ крупногабаритных сопловых блоков РДТТ при обеспечении требуемой технологичности. 4 ил.
Пресс-форма для изготовления армированных резинотехнических изделий с этажно расположенными сферическими элементами арматуры и слоями эластомера, включающая загрузочную камеру и формующий блок с верхним и нижним фиксаторами элементов арматуры, выполненными в виде жесткой рейки с зубцами, отличающаяся тем, что зубцы фиксаторов элементов арматуры выполнены наклонными относительно продольной оси рейки и расположены под углом к ней, величина которого изменяется по длине рейки и определяется по формулам:
α=90°+βв-arcsin rBi/Ri
для верхнего фиксатора элементов арматуры;
δ=90°+βн-arcsin rнi/Ri
для нижнего фиксатора элементов арматуры,
где i - порядковый номер элемента арматуры;
βв - угол отклонения верхнего торца элементов арматуры от вертикальной плоскости;
βн - угол отклонения нижнего торца элементов арматуры от вертикальной плоскости;
Ri - радиус сферической поверхности i-го элемента арматуры;
rвi - радиус окружности верхнего торца i-го элемента арматуры;
rнi - радиус окружности нижнего торца i-го элемента арматуры.
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2005 |
|
RU2302944C2 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 1998 |
|
RU2195398C2 |
| JP 3281320 A, 12.12.1991 | |||
| US 4141950 A, 27.02.1979 | |||
| US 20070292669 A1, 20.12.2007 | |||
| Способ возбуждения инфразвуковых колебаний в пульпе | 1990 |
|
SU1731282A1 |

