Изобретение относится к области машиностроения, в частности к технологии изготовления армированных резинотехнических изделий путем вулканизации в пресс-форме, и может быть применено для изготовления эластичных опорных шарниров (ЭОШ) сопловых блоков ракетных двигателей на твердом топливе (РДТТ).
Известны пресс-формы для изготовления резинотехнических изделий, включающие загрузочную камеру и формующий блок (см., например, И.М.Буланов, В.В.Воробей. Технология ракетных и аэрокосмических конструкций из композиционных материалов. - М.: Издательство МГТУ им. Н.Э.Баумана, 1998 г. - стр.156-159, 165-167).
Кроме того, известны пресс-формы для изготовления армированных резинотехнических изделий с этажно расположенными элементами арматуры и слоями эластомера, содержащие верхнюю и нижнюю полуформы, верхнее и нижнее формообразующие кольца, фиксаторы элементов арматуры (см. например, патенты РФ №№2113998 и 2351472).
В этих пресс-формах затруднен контроль положения фиксаторов относительно элементов арматуры после смыкания верхнего и нижнего формообразующих колец.
Известна также пресс-форма для изготовления армированных резинотехнических изделий с этажно расположенными элементами арматуры и слоями эластомера, содержащая верхнюю и нижнюю полуформы, верхнее и нижнее формообразующие кольца, фиксаторы элементов арматуры (патент РФ №2302944), наиболее близкий аналог.
В этой пресс-форме после сборки возможно визуально или с помощью измерительного инструмента контролировать наличие и величины зазоров между торцами пазов фиксаторов и торцами элементов арматуры, расположенных в пазах фиксаторов.
Однако в известной пресс-форме произведенная при сборке выставка фиксаторов в заданном положении обеспечивается только конструктивными размерами элементов пресс-формы, в основном верхнего и нижнего формообразующих колец, при этом положение фиксаторов относительно элементов арматуры дополнительно не регулируется.
При отклонении величин зазоров от конструктивно заданных пресс-форма разбирается и после устранения причин отклонения производится повторная сборка, что повышает трудоемкость процесса подготовки пресс-формы к формованию изделия.
Кроме того, так как в процессе формования фиксаторы элементов арматуры подвергаются воздействию значительных нагрузок со стороны эластомера, при его запрессовке в зазоры между элементами арматуры, в известной конструкции пресс-формы не исключается возможность перемещения фиксаторов в процессе формования относительно первоначального положения.
Перемещение фиксаторов в процессе формования приводит к отклонению величин зазоров между элементами арматуры от конструктивно заданных, что не допустимо для ЭОШ сопловых блоков РДТТ, так как ухудшаются характеристики и снижается надежность работы изделия.
Указанные недостатки приводят к снижению качества изготовления армированных резинотехнических изделий с этажно расположенными элементами арматуры и слоями эластомера в известной пресс-форме.
Технической задачей данного изобретения является повышение качества изготовления армированных резинотехнических изделий с этажно расположенными элементами арматуры и слоями эластомера за счет повышения точности выставки зазоров между элементами арматуры путем регулирования положения фиксаторов относительно элементов арматуры в процессе сборки и исключения возможности перемещения фиксаторов относительно первоначального положения в процессе формования изделия.
Технический результат достигается тем, что в пресс-форме для изготовления армированных резинотехнических изделий с этажно расположенными элементами арматуры и слоями эластомера, содержащей верхнюю и нижнюю полуформы, верхнее и нижнее формообразующие кольца, фиксаторы элементов арматуры, напротив фиксаторов элементов арматуры установлены верхнее и нижнее прижимные кольца, жестко скрепленные с соответствующими формообразующими кольцами, при этом одно прижимное кольцо снабжено винтами, вворачиваемыми в открытые в этом кольце сквозные резьбовые отверстия до упора в фиксаторы элементов арматуры, а в другом прижимном кольце выполнены сквозные пазы для прохода эластомера к элементам арматуры.
Установка напротив фиксаторов элементов арматуры верхнего и нижнего прижимных колец, жестко скрепленных с соответствующими формообразующими кольцами, позволяет исключить возможность перемещения фиксаторов элементов арматуры в процессе формования относительно первоначального положения.
Снабжение одного прижимного кольца винтами, вворачиваемыми в открытые в этом кольце сквозные резьбовые отверстия до упора в фиксаторы элементов арматуры, позволяет регулировать положение фиксаторов относительно элементов арматуры в процессе сборки пресс-формы и обеспечить точную выставку фиксаторов в требуемом положении, исключающем отклонения величин зазоров между элементами арматуры от конструктивно заданных.
Выполнение в другом прижимном кольце сквозных пазов для прохода эластомера к элементам арматуры позволяет значительно уменьшить нагрузку на верхние фиксаторы при прессовании и тем самым полностью исключить возможность смещения фиксаторов от требуемого положения, обеспечивающего заданную величину зазоров между элементами арматуры.
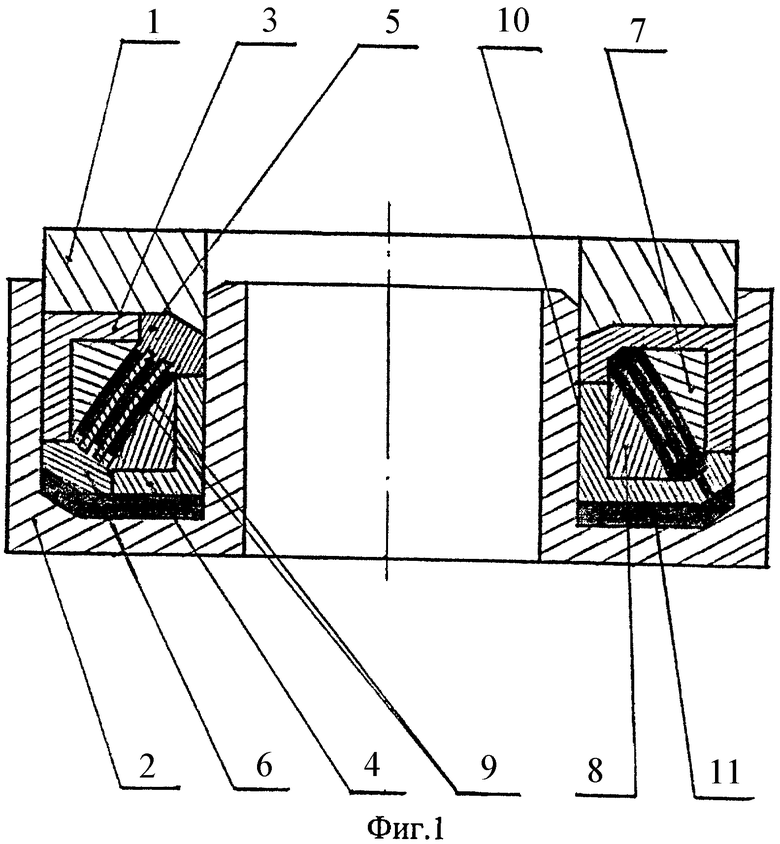
На фиг.1 приведена компоновочная схема пресс-формы.
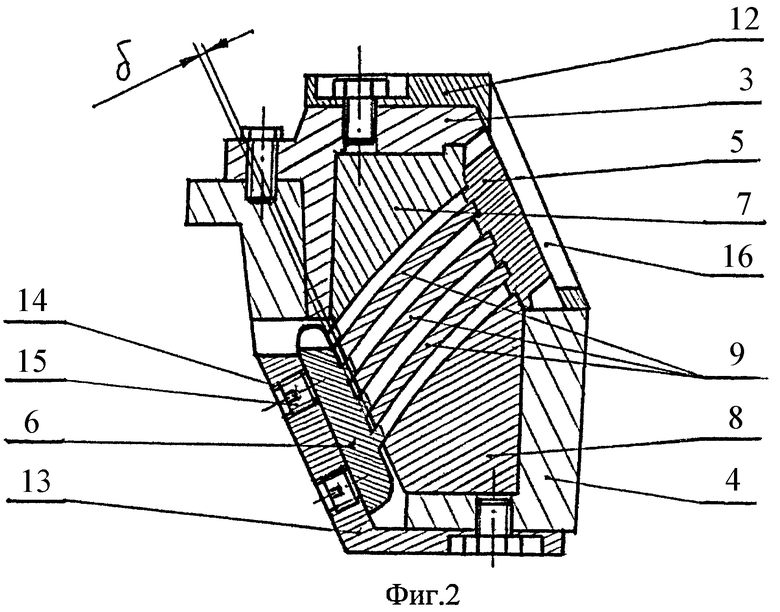
На фиг.2 приведена конструкция формующего блока пресс-формы.
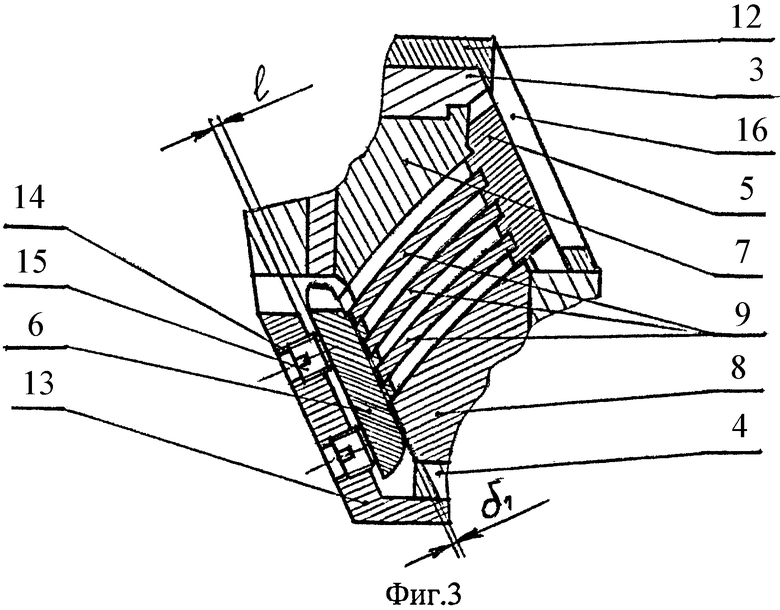
На фиг.3 приведена конструкция формующего блока пресс-формы с поджатыми фиксаторами элементов арматуры.
Пресс-форма для изготовления армированных резинотехнических изделий содержит верхнюю полуформу 1, нижнюю полуформу 2 и формующий блок, включающий верхнее формообразующее кольцо 3, нижнее формообразующее кольцо 4 и фиксаторы 5 и 6 элементов арматуры изделия, включающих металлические опорные кольца 7, 8 и металлические тарели 9.
Фиксаторы 5 и 6 выполнены в виде жесткой рейки с зубцами, водимыми между элементов арматуры 7.
Количество фиксаторов 5 и 6, устанавливаемых равномерно по периметру, определяется габаритами изделия.
В нижней полуформе 2 выполнена кольцевая загрузочная камера 10, из которой эластомер 11 запрессовывается между элементами арматуры изделия.
Напротив фиксаторов 5 элементов арматуры 7 установлено верхнее прижимное кольцо 12, а напротив фиксаторов 6 элементов арматуры установлено нижнее прижимное кольцо 13.
Прижимные кольца 12 и 13 жестко скреплены, соответственно, с верхним формообразующим кольцом 3 и нижним формообразующим кольцом 4.
В нижнем прижимном кольце 13 выполнены сквозные резьбовые отверстия 14, в которые вворачиваются винты 15, по два на каждый фиксатор 6 элементов арматуры.
В верхнем прижимном кольце 12 выполнены сквозные пазы 16 для прохода эластомера 11 к элементам арматуры.
Подготовка пресс-формы к работе осуществляется следующим образом.
Предварительно собирают формующий блок из верхнего формообразующего кольца 3, нижнего формообразующего кольца 4, с установленными в них опорными кольцами 7, 8 и тарелями 9, зазоры между которыми выставляют при помощи фиксаторов 5 и 6.
Фиксаторы 5 и 6 устанавливаются равномерно по периметру в количестве до 30 штук, в зависимости от габаритов изделия.
При этом между торцами тарелей 9 и поверхностью впадин между зубцами фиксаторов 6 имеется зазор «δ».
Жестко скрепляют верхнее прижимное кольцо 12 и нижнее прижимное кольцо 13, соответственно, с верхним формообразующим кольцом 3 и нижним формообразующим кольцом 4.
Устанавливают винты 15 в отверстия 14 и поджимают винтами 15 последовательно каждый из фиксаторов 6 элементов арматуры, регулируя положение фиксаторов 6 относительно торцов тарелей 9 для выставки фиксаторов 6 в требуемом положении.
Фиксаторы 6 перемещаются относительно внутренней поверхности нижнего прижимного кольца 13 на величину «l» (см. фиг.3).
При этом величина зазора между торцами тарелей 9 и поверхностью впадин между зубцами фиксаторов 6 уменьшается с величины «δ» до требуемой величины «δ1».
Работа пресс-формы осуществляется следующим образом.
В загрузочную камеру 10 помещают эластомер 11, присоединяют формующий блок к верхней полуформе 1 и перемещают вдоль стенок загрузочной камеры 10, при этом эластомер 11 запрессовывается в зазоры изделия, в которые поступает через пазы 16 в верхнем прижимном кольце 12 и пазы в фиксаторах 5.
Выход эластомера 11 осуществляется через пазы в фиксаторах 6 и пазы в нижнем формообразующем кольце 4.
При этом поджатие фиксаторов элементов арматуры обеспечивает при запрессовке эластомера необходимую жесткость набора элементов арматуры изделия в тангенциальном направлении.
На предприятии разработан ряд пресс-форм предлагаемой конструкции, в которых изготовляются высококачественные ЭОШ сопловых блоков различных габаритов, при обеспечении требуемой технологичности.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2465134C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2469846C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2457943C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2005 |
|
RU2302944C2 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 1998 |
|
RU2195398C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОБРАЗЦОВ ПРИ ИЗГОТОВЛЕНИИ ПОДВИЖНОГО СОЕДИНЕНИЯ | 2013 |
|
RU2537592C1 |
| ФОРМИРУЮЩИЙ БЛОК ПРЕСС-ФОРМЫ ДЛЯ ИЗГОТОВЛЕНИЯ ПОДВИЖНОГО СОЕДИНЕНИЯ | 2013 |
|
RU2554627C1 |
| СПОСОБ ПОДГОТОВКИ К РАБОТЕ ПРЕСС-ФОРМЫ ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2010 |
|
RU2438869C1 |
| СПОСОБ СБОРКИ ФОРМУЮЩЕГО БЛОКА ПРЕСС-ФОРМЫ ДЛЯ ИЗГОТОВЛЕНИЯ ПОДВИЖНОГО СОЕДИНЕНИЯ | 2012 |
|
RU2515844C1 |
| СПОСОБ ПОДГОТОВКИ К РАБОТЕ ПРЕСС-ФОРМЫ ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2457942C1 |
Изобретение относится к области машиностроения, в частности к технологии изготовления армированных резинотехнических изделий путем вулканизации в пресс-форме, и может быть применено для изготовления эластичных опорных шарниров (ЭОШ) сопловых блоков ракетных двигателей на твердом топливе (РДТТ). Пресс-форма для изготовления армированных резинотехнических изделий с этажно расположенными элементами арматуры и слоями эластомера содержит верхнюю и нижнюю полуформы, верхнее и нижнее формообразующие кольца, а также фиксаторы элементов арматуры. Напротив фиксаторов элементов арматуры установлены верхнее и нижнее прижимные кольца, жестко скрепленные с соответствующими формообразующими кольцами. Одно прижимное кольцо снабжено винтами, вворачиваемыми в открытые в этом кольце сквозные резьбовые отверстия до упора в фиксаторы элементов арматуры. В другом прижимном кольце выполнены сквозные пазы для прохода эластомера к элементам арматуры. На предприятии разработан ряд пресс-форм конструкции по изобретению, в которых изготовляют высококачественные ЭОШ сопловых блоков различных габаритов при обеспечении требуемой технологичности. 3 ил.
Пресс-форма для изготовления армированных резинотехнических изделий с этажно расположенными элементами арматуры и слоями эластомера, содержащая верхнюю и нижнюю полуформы, верхнее и нижнее формообразующие кольца, фиксаторы элементов арматуры, отличающаяся тем, что напротив фиксаторов элементов арматуры установлены верхнее и нижнее прижимные кольца, жестко скрепленные с соответствующими формообразующими кольцами, при этом одно прижимное кольцо снабжено винтами, вворачиваемыми в открытые в этом кольце сквозные резьбовые отверстия до упора в фиксаторы элементов арматуры, а в другом прижимном кольце выполнены сквозные пазы для прохода эластомера к элементам арматуры.
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2005 |
|
RU2302944C2 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 1998 |
|
RU2195398C2 |
| JP 3281320 А, 12.12.1991 | |||
| US 4141950 А, 27.02.1979 | |||
| US 20070292669 A1, 20.12.2007 | |||
| Способ возбуждения инфразвуковых колебаний в пульпе | 1990 |
|
SU1731282A1 |

