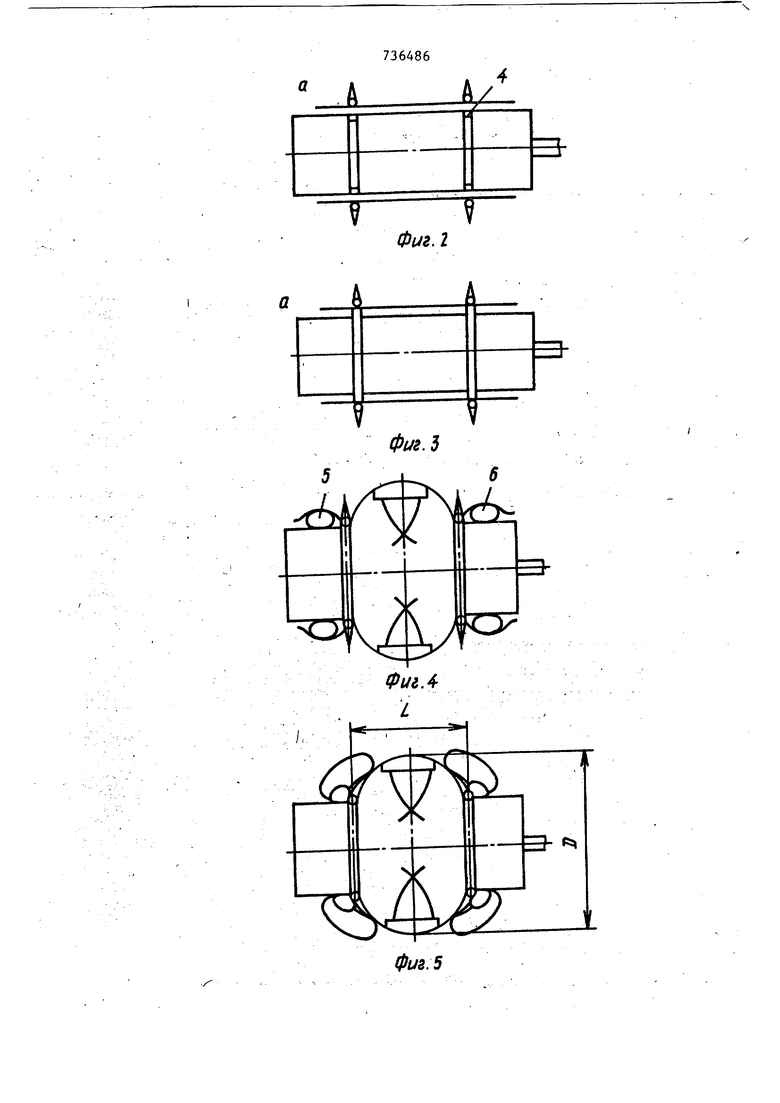
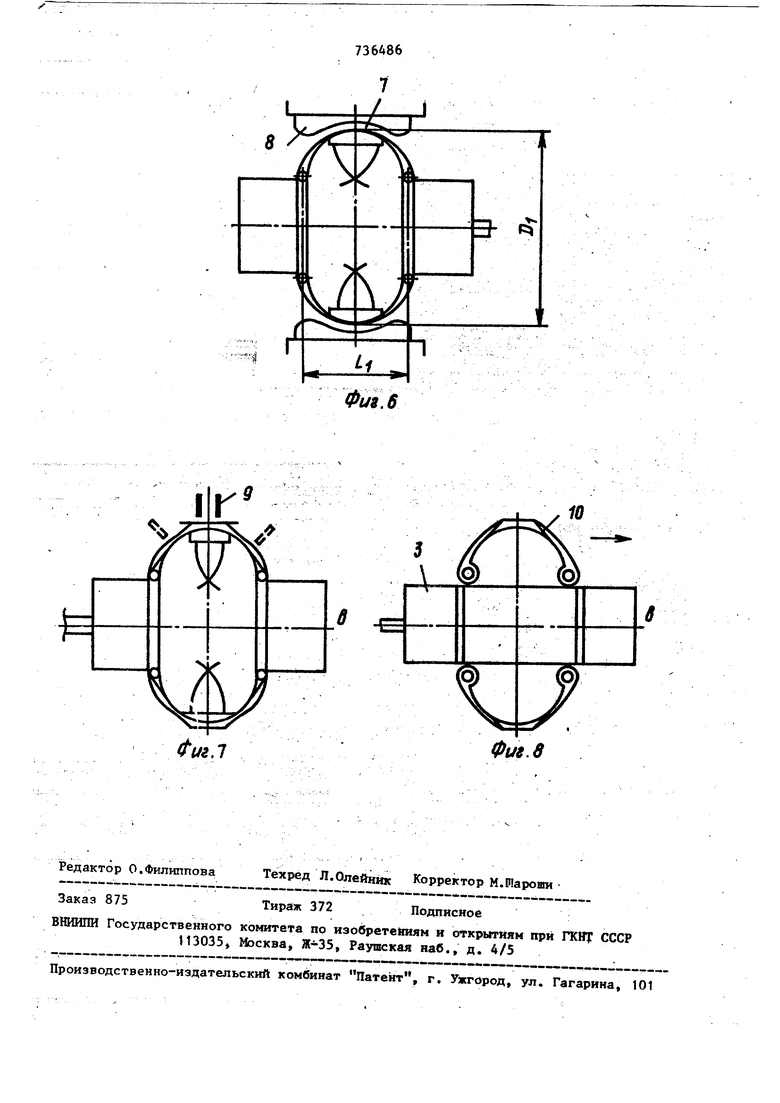
Поставленная цель достигается тем что в способе сборки покрышек пневматических шин при предварительном формовании каркасного ёраслета осуществляют охват бортовых колец браслетом путем подъема корда у внешних плоскостей бортовыхколец. На фиг.1 изображен общий вид устройства для осуществления способа; на фиг.2 - 8 последовательные стадии выполнения способа. Способ осуществляется слёдумщим образом. Из слоев корда образуют каркасный браслет 1, устанавливают бортовые кольца 2 и переносчиком подают на сборочный бараЙан 3, на позицию а (фиг.1 и 2). На этой позиции барабан 3 разжимается и надежно фиксирует бортовые кольца 2 в канавках 4 (фиг.3). Одновременно подают сжатый воздух в элас тичные оболочки 5 и 6 и осуществляют предварительное формовйнйе каркасног браслета 1. При этом ocynieiffBJlSJrtt : охват бортовых колец 2 браслета 1 пу тем подъема корда у внешних плоскостей бортовых колец (фиг.4). Оболочки 5 и 6 раздуваясь, поднимают слои кор да за бортовыми кольцами 2 и прЬйзво дят их охват каркасом не менее чём на 90°. При этом кольца 2 оказывают6ся плотно зажать ми в бортовой зоне при формовании покрьш1ки. В зависимости от конструкции бортового крыла угол охвата может быть и более 90 . Из позиции q барабан 3 устанавливается в позицию 6Г , где производится неполное формование каркасного браслета 1 до диаметра D меньшего на 5-10 мм, чем вн5 тренний диаметр брекерно-протекторного браслета 7. Одновременно производят заворот кромок каркасного браслета 1 и оп.рессовку их (фиг.5). После этого подводится браслет 7 и каркас формуется до заданного диаметра D( , а бортовые кольца 2 сближаются с размера L до размера L (фиг.6). . Одновременно с формованием производится опрессовка брекерно-протёкторного браслета 7 сжатым воздухом через эластичную оболочку 8. С позиции 8 барабан 3 переводится в позицию S , где производят прикатку протектора роликами 9. После этого бара:бан 3 сжинается, собранная покрьшпса Ю снШается с барабана 3, который переводится cHOBai в позицию (3 . Далее liHttrtповторяется ИспользбваИие изобретений позвог лит повысить ка еств|0 собираемого изделия путем надежного фиксирования бортовых колец.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки покрышек пневматических шин | 1988 |
|
SU1548077A1 |
| Установка для изготовления покрышек пневматических шин | 1990 |
|
SU1766702A1 |
| Способ сборки покрышек пневматических шин | 1986 |
|
SU1399168A1 |
| Способ сборки радиальных покрышек пневматических шин и устройство для его осуществления | 1977 |
|
SU671155A1 |
| Способ сборки покрышек пневматических шин | 1988 |
|
SU1629208A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1991 |
|
RU2014235C1 |
| СПОСОБ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН ТИПА "Р" | 1992 |
|
RU2085387C1 |
| Способ изготовления покрышек пневматических шин | 1973 |
|
SU646883A3 |
| Способ сборки покрышек пневматических шин типа "р" | 1974 |
|
SU486914A1 |
| Агрегат для сборки покрышек пневматических шин | 1988 |
|
SU1553402A1 |
СПОСОБ СБОРКИ nOKPbffllEK ПНЕВМАТИЧЕСКИХ ШН, заключающийся 0 ТОМ, что из слоев корда образуют каркасный браслет, устанавливают бортовые кольца, осуществляют предИзобретение относится к способам сборки покрышек, например, радиальной конструкции и может найти применение в шинной промьшшенности. Известен способ сборки покрьшек типа Р, заключающийся в том, что образование каркасного браслета с кольцами осуществляют на одном барабане, а посадку на него брекерно-протекторной заготовки и формование на другом барабане. Недостатком зтого способа является то, что при переносе браслетов нарушается их конфигурация, затруднена их центровка друг относительно друга, а также длительность проведения операций. Известен также способ сборки покрышек пневматических тин, заключающийся в том, что из слоев корда образуварительное формование каркасного браслета, заворот кромок каркасного браслета на бортовые кольца при неполном формовании каркаса на величину меньшую, чем внутренний диаметр брекерно-протвкторного браслета, установку брекерно-протекторного браслета и затем окончательное формование каркасного браслета, отличающийся тем, что с целью обеспечения плотного прилегания каркасного браслета к бортовому кольцу при оформлении борта, при предварительном формовании каркасного браслета осуг ществляют охват бортовых колец браслетом путем подъема корда у внешних плоскостей бортовьпс колец. (Л с .ют каркасный браслет, устанавливают бортовые кольца, осуществляют предва рительное формование каркасного брасле со та, заворот кромок каркасного браслеО5 та на бортовые кольца при неполном N| формовании каркаса на величину мень00 шую, чем внутренний диаметр брекерноа протекторного браслета, установку брекерно-протекторного браслета и затем окончательное Лормование каркасного браслета. Недостатком способа являются частичное вытаскивание корда из-под бортовых колец при формовании, а также неплотное прилегание каркаса к бортовому кольцу при оформлении борта. Целью изобретения является обеспечение плотного прилегания каркасного браслета к бортовому кольцу при оформлении борта.
фи. 1
Фиг. г
Фиг.Ь
фиг, 5
Фиг 6
.
Фи9.8
| Салтыков А.В | |||
| Основы современной технологии автомобильных ошн | |||
| ПРИБОР ДЛЯ ЗАПИСИ И ВОСПРОИЗВЕДЕНИЯ ЗВУКОВ | 1923 |
|
SU1974A1 |
| Патент США fc 3853653, кл.156-128, 10.12.74 (прототип). | |||
