Изобретение относится к способу и устройству для уплотнения изделия и более точно, - к горячему изостатическому прессованию, например, металлических и интерметаллических отливок для закрытия внутренней пористости и для улучшения механических характеристик изделия.
Горячее изостатическое прессование (HIP) представляет собой широко применяемый способ для обработки изделий, имеющих внутреннюю пористость, для закрытия пористости и, следовательно, уплотнения изделия. В частности, горячее изостатическое прессование широко применяют в литейной отрасли промышленности для обработки металлических отливок с целью закрытия внутренней пористости и улучшения металлургической структуры и механических свойств.
В качестве наиболее близкого аналога в отношении способа можно рассматривать патент EP 0039014A B 22 F 3/14, в котором описывается способ уплотнения изделия под действием давления и повышенной температуры, включающий размещение изделия в контейнере, заполнение этого контейнера вместе с находящимся в нем изделием первой передающей давление средой, которая представляет собой расплавленную соль с повышенной температурой, достаточной для уплотнения изделия под давлением, размещение этого контейнера во второй передающей давление среде таким образом, что давление, приложенное ко второй среде, передается первой среде, и создании во второй среде давления, достаточного для уплотнения изделия при повышенной температуре.
В качестве наиболее близкого аналога в отношении устройства можно рассматривать также патент EP 0039014A B 22 F 3/14, в котором описывается устройство для уплотнения изделия под действием давления и повышенной температуры, содержащее первый контейнер для первой передающей давление среды, которая представляет собой расплавленную соль с повышенной температурой и в которую помещают изделие, второй контейнер для второй передающей давление среды, в которой помещают первый контейнер, и устройство для создания во второй среде давления, достаточного для уплотнения изделия, находящегося в первой среде.
Существует потребность в способе и устройстве для уплотнения изделия в условиях повышенной температуры и чисто изостатического повышенного давления, причем с более низкими затратами по сравнению с известным способом уплотнения изделия, описанным выше.
Цель данного изобретения заключается в том, чтобы удовлетворить эту потребность.
Настоящее изобретение касается способа уплотнения изделия, как например, металлической или интерметаллической отливки, согласно которому изделие помещают в первую жидкую среду, передающую давление, например, предпочтительно расплавленную соль, в контейнере. Первую среду нагревают до первой повышенной температуры для уплотнения изделия. Контейнер помещают во вторую жидкую среду, передающую давление, например, в расплавленную соль при второй температуре, которая ниже, чем первая температура. Первая и вторая среды сообщаются так, что давление, прилагаемое к второй среде, передается первой среде. Давление прилагают к второй среде при пониженной температуре, причем оно достаточное для уплотнения изделия, размещенного в первой среде с повышенной температурой. После уплотнения изделия контейнер удаляют из второй среды.
В одном примере воплощения изобретения вторую среду при низкой температуре размещают во втором контейнере и прилагают давление к второй среде поршнем, продвигающимся во второй контейнер для контакта с второй средой. Давление, прилагаемое к второй среде, передается первой среде, находящейся при высокой температуре, для изостатического приложения давления к изделию, расположенному в первой среде.
Настоящее изобретение также касается устройства для уплотнения изделия, причем устройство содержит первый контейнер для первой жидкой среды, передающей давление, например, расплавленной соли, в которую помещают изделие для его уплотнения при первой повышенной температуре. Первый контейнер размещают во втором контейнере, содержащем вторую среду, передающую давление, например, расплавленную соль при низкой температуре так, что первая и вторая среды сообщаются, при этом давление, прилагаемое к второй среде, передается первой среде. Предусмотрено средство для приложения давления к второй среде с низкой температурой во втором контейнере, достаточного для уплотнения изделия, размещенного в первой среде с высокой температурой в первом контейнере.
В одном примере воплощения изобретения первая и вторая среды сообщаются через отверстие в первом контейнере.
В другом примере воплощения изобретения средство для приложения давления к второй среде с низкой температурой содержит поршень для контактирования с второй средой во втором контейнере.
При практическом исполнении настоящего изобретения давление, прилагаемое к изделию в первой среде, в сущности является изостатическим, так что давление равномерно прилагается по всем направлениям. Применение жидких сред, передающих давление описанным способом, обеспечивает получение относительно недорогостоящего способа горячего изостатического прессования с непродолжительным рабочим циклом для уплотнения изделий, например, металлических и интерметаллических отливок. Кроме того, изделие уплотняют в первой среде, которую можно выбрать так, чтобы исключить окисление изделия.
Для отливок, требующих низких температур прессования (например, 1000oF (538oC) для алюминиевых отливок) одну и ту же расплавленную соль можно применять для упомянутых первой и второй сред, передающих давление.
Другие цели и преимущества настоящего изобретения будут видны из последующего подробного описания и чертежей.
На фиг. 1 дан вид в поперечном разрезе устройства в соответствии с одним примером воплощения изобретения для практического осуществления способа; на фиг. 2 - вид в поперечном разрезе опоры или приспособления для опоры уплотняемых отливок; на фиг.3 - вид опорного приспособления для отливок в плоскости 3-3 фиг. 2; на фиг.4 - вид в поперечном разрезе в соответствии с другим примером воплощения изобретения для осуществления способа согласно изобретению.
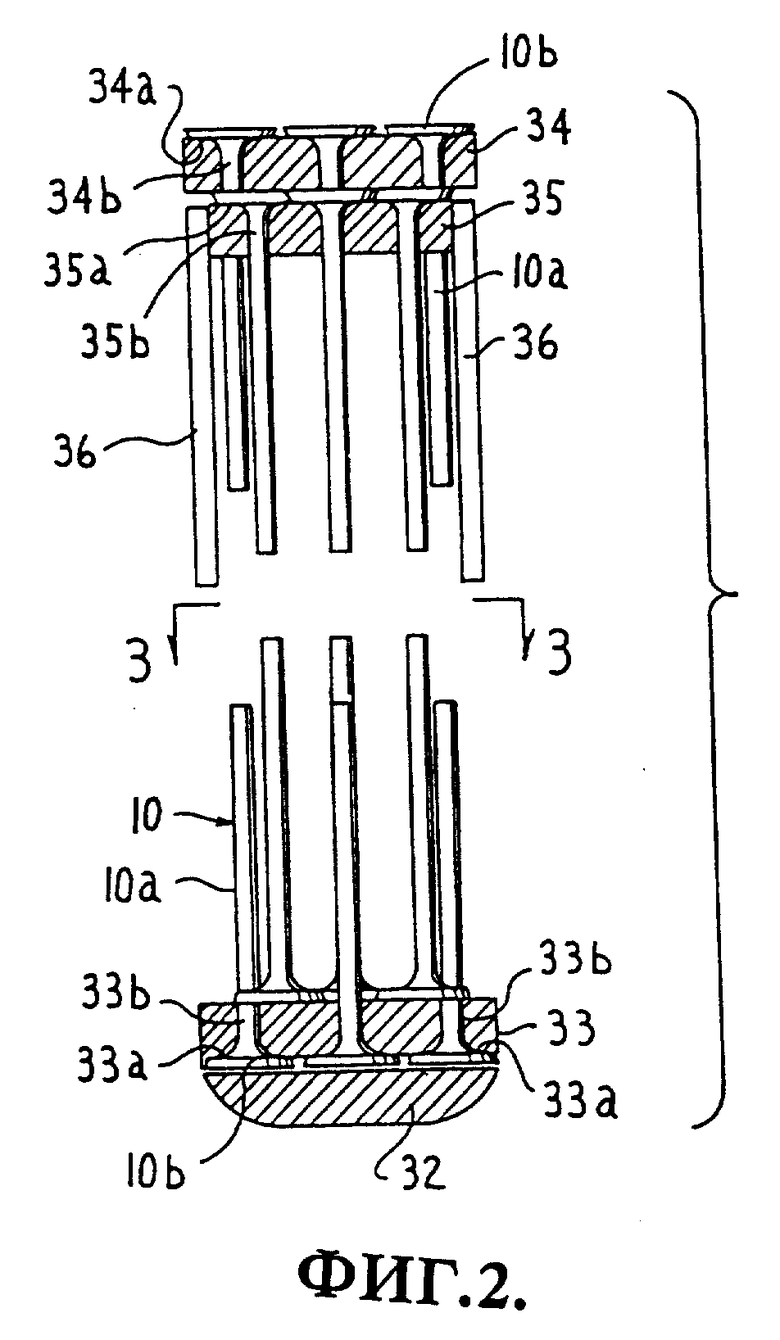
На фиг.1 показано устройство в соответствии с одним примером воплощения изобретения для уплотнения множества изделий, показанных в виде литых клапанов 10 для двигателя внутреннего сгорания в соответствии со способом согласно изобретению. Выхлопные клапаны 10 для двигателя внутреннего сгорания можно получить литьем по выплавляемым моделям из сплава, содержащего 50 атомных % титана и 50 атомных % алюминия. Интерметаллические клапаны включают в себя стержень 10a клапана и головку 10b клапана, как показано на фиг.2. Однако изобретение не ограничено уплотнением клапанов для двигателей, и его можно использовать для уплотнения любого изделия. Кроме того, изобретение не ограничено уплотнением интерметаллических изделий, поскольку его можно применять для уплотнения изделий, содержащих металлические, интерметаллические, керамические и другие материалы. Уплотнение интерметаллических (TiAl) клапанов 10 для двигателей внутреннего сгорания предложено просто с целью иллюстрации, а не для ограничения изобретения.
Показанное устройство содержит первый внутренний керамический контейнер 20, имеющий цилиндрическую камеру 20а для содержания первой жидкой среды 22 для передачи давления, в которой размещают клапаны 10 для их уплотнения. Первая среда 22 для передачи давления содержит расплавленную соль, состав которой выбран из солей с высокой температурой плавления для достижения устойчивой температуры плавления, которая выше первой повышенной температуры, для уплотнения клапанов 10 под давлением. Например, для уплотнения упомянутых клапанов 10 из сплава TiAl расплавленная соль с высокой температурой плавления содержит 100% BaCl2 для достижения устойчивой температуры плавления соли до примерно 2500oF (1371oC), чтобы клапаны 10 можно было уплотнять при температуре примерно 2300oF (1260oC), т.е. клапаны 10 и среда 22 находятся при температуре 2300oF (1260oC).
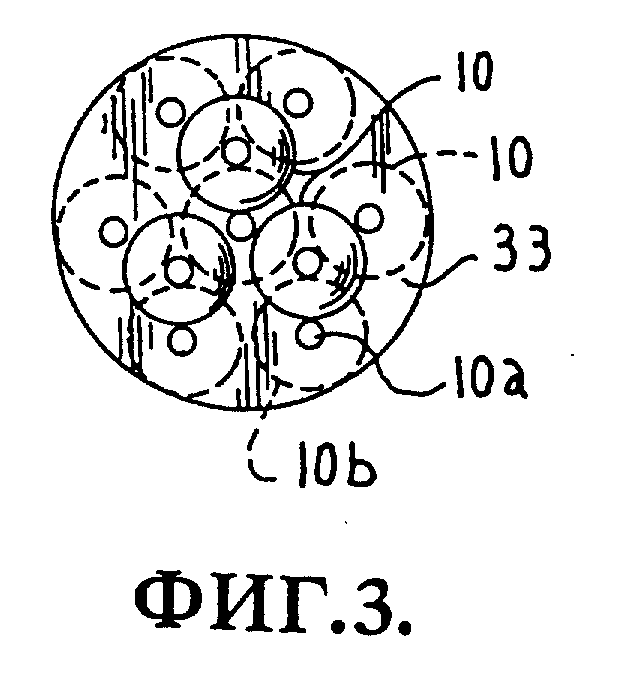
Клапаны 10 можно разместить на соответствующем приспособлении, например, приспособлении 30, содержащем нижние керамические (например, окись алюминия) опорные элементы 32, 33, которые принимают десять клапанов 10. В частности, шесть клапанов 10 разнесены по периферии на нижнем элементе 32 вокруг центрального клапана 10. Три клапана 10 расположены на элементе 33. Элемент 33 имеет соответствующие пазы ЗЗa для приема головок 10b клапанов и вертикальные отверстия 33b, через которые вверх проходят стержни 10a клапанов, как лучше всего видно на фиг.2-3.
Приспособление 30 также включает в себя верхние керамические (например, окись алюминия) опорные элементы 34, 35, также принимающие десять клапанов 10. Шесть клапанов 10 разнесены по периферии на верхнем элементе 34 вокруг центрального клапана 10. Три клапана 10 расположены на нижнем элементе 35. Элементы 34, 35 включают в себя соответствующие пазы 34a, 35a для приема головок 10b клапанов и вертикальные отверстия 34b, 35b, через которые стержни 10a клапанов проходят вниз, как показано на фиг.2-3.
Клапаны 10 на верхних опорных элементах 34, 35 расположены подобным образом как клапаны на нижних элементах 32, 33, но смещены под углом, таким образом, верхние клапаны могут располагаться между нижними клапанами. Верхние опорные элементы 34, 35 поддерживаются над нижними опорными элементами 32, 33 тремя вертикальными стойками 36 (показаны две), разнесенными на 120o между ними.
Описанные элементы, приспособления и клапаны 10 удерживаются собранными вместе за счет силы тяжести без крепежных элементов и т.п.
Как показано на фиг. 1, в камере 20a первого контейнера 20 можно разместить множество (показаны два) приспособлений 30, расположенных друг над другом. Как показано, в общем сорок клапанов 10 можно уплотнять в устройстве, представленном на фиг.1, с использованием двух приспособлений 30, каждое из которых несет двадцать клапанов 10.
Устройство включает в себя второй металлический контейнер 40, содержащий вторую среду 42 для передачи давления при второй температуре, которая ниже первой температуры, т.е. ниже, чем температура расплавленной соли 22 в первом контейнере 20. Вторая среда представляет собой расплавленную соль, состав которой выбран из солей с низкой и высокой температурами плавления для обеспечения требуемой более низкой температуры. Для уплотнения упомянутых клапанов 10 из сплава TiAl расплавленная соль состоит из смеси BaCl2, CaCl2, NaCl в таких пропорциях (например, 35 масс.% BaCl2, 45 мас.% CaCl2 и 20 мас. % NaCl), чтобы достичь устойчивой температуры плавления соли до примерно 850oF (454oC) и чтобы клапаны 10 можно было уплотнять, когда среда 42 находится при минимальной температуре 1000oF (538oC).
Как лучше всего показано на фиг.1, первый контейнер 20 включает в себя верхнюю крышку 48 для обеспечения сообщения первой среды (первая расплавленная соль) 22 и второй среды (вторая расплавленная соль) 42, таким образом давление, прилагаемое к второй среде 42, передается первой среде 22. Сообщение может достигаться через отверстие, например, отверстие 46, которое имеет ограниченный размер (например, диаметр равен 1/2 дюйма = 12,7 мм) для исключения нежелательного смещения высокотемпературной расплавленной соли в контейнере 20 и низкотемпературной расплавленной соли в контейнере 40 во время операции прессования. Верхняя крышка 48 может быть также выполнена из пористого керамического волокнистого материала, которая также будет позволять передавать давление текучей среды через нее.
Второй контейнер 40 показан в виде металлической пресс-формы, имеющей цилиндрическую полость 50, в которой расположен первый контейнер 20. Пресс-форма 40 включает в себя открытый верхний конец 40а, который принимает поршень или плунжер 52 гидравлического или подобного пресса, например, поршень 500-тонного обычного гидравлического пресса. Периферийный уплотняющий элемент 60 (из кобальтового сплава 3) расположен вокруг поршня 52 между поршнем и пресс- формой, и он обычно способен выдерживать давление 25000 фунтов/кв.дюйм во время операции прессования, которая будет описана. Контейнер или пресс-форма 40 поддерживается на основании (не показано) гидравлического пресса, либо его можно прикрепить болтами к соответствующей опорной раме.
Поршень 52 содержит средство для приложения давления к второй среде 42, которое передается первой среде 22 в первом контейнере 20 через отверстие 46. Давление, прилагаемое поршнем 52, является достаточным при применяемой температуре прессования, для уплотнения клапанов 10, расположенных в первой среде 22 в первом контейнере 20. Поршень 52 имеет выпускной канал 54, сообщающийся с атмосферой, через который может выходить воздух изнутри полости 50 пресс-формы, когда поршень 52 сначала перемещается в полость пресс-формы. Выпускной канал 54 закрывается клапаном 56 (показан схематически) для выпуска воздуха на поршне 52, после удаления воздуха.
В устройстве, показанном на фиг.1 и предназначенном для уплотнения сорока литых клапанов 10 из сплава TiAl на приспособлениях 30, контейнер или пресс-форма 40 из соответствующего сверхпрочного сплава на основе никеля, например, сплав IN 718 и он имеет наружный диаметр 19 дюймов (482,6 мм) и высоту 34 дюйма (873 мм). Во время операции прессования пресс- форма 40 подвергается максимальному растягивающему напряжению от центробежных сил величиной примерно 66000 фунтов/кв.дюйм. Полость 50 пресс-формы имеет внутренний диаметр 7 дюймов (177,8 мм) и высоту 24 дюйма (609,6 мм). Керамический контейнер 20 изготовлен из окиси алюминия и имеет наружный диаметр 5 дюймов (127 мм) и высоту 18 дюймов (457 мм). Камера 20а имеет внутренний диаметр 4 дюйма (101,6 мм) и высоту 17,5 дюймов (469,9 мм). Контейнер 20 лежит на металлическом основании 58 (например, сплав IN 718) в нижней части 50 полости пресс-формы. Поршень 52 изготовлен из нержавеющей стали марки 440 и имеет наружный диаметр примерно 6,99 дюймов (177 мм).
Для осуществления способа в соответствии с изобретением для уплотнения литых клапанов 10 из сплава TiAl клапаны 10 сначала размещают на приспособлениях 30, как показано на фиг.2-3. В контейнер 20 вокруг приспособлений 30 вводят расплавленную соль BaCl2. Затем на контейнер 48 помещают верхнюю крышку 48. Контейнер устанавливают в соответствующее нагревательное устройство (не показано), например, нагреватель ванн расплавленной соли, и нагревают до требуемой температуры изостатического прессования. В одном примере исполнения изобретения применяют температуру 2300oF (1260oC) расплавленной соли для прессования отлитых из сплава TiAl клапанов 10, как было описано. Конечно, будут применять различные температуры для изостатического прессования, если клапаны 10 изготовлены из других материалов. В зависимости от прессуемого материала можно применять температуры прессования в интервале 600-2500oF (316- 1371oC).
Нагретый контейнер 20, содержащий среду 22 в виде расплавленной соли и клапаны 10 на приспособлениях 30, помещают в среду 22 из расплавленной соли, в полости 50 пресс-формы, которую предварительно нагрели (например, ленточным электрическим нагревателем сопротивления 41, показанным схематически) для получения среды 42 расплавленной соли при соответствующей температуре. Для уплотнения отлитых из сплава TiAl клапанов 10 в среде 22 из расплавленной соли при температуре 2300oF (1260oC) среду 42 из расплавленной соли в полости 50 пресс-формы предварительно нагревают минимум до 1000oF (538oC).
В частности, смесь BaCl2 (35 мас.%), CaCl2 (45 мас.%), NaCl (20 мас.%) содержится в полости 50 пресс-формы, которую нагревают электрическим нагревателем сопротивления или индукционным нагревателем 41 до минимум 1000oF (538oC). Эту минимальную температуру 1000oF (538oC) применяют для уменьшения охлаждения клапанов 10.
После размещения нагретого контейнера 20 в пресс-форме 40 поршень 52 сразу опускается или перемещается в полость 50 пресс- формы для уменьшения падения температуры клапанов в контейнере 20 прежде, чем их подвергнут изостатическому прессованию при повышенном давлении. Поршень 52 сначала перемещается в полость 50 пресс-формы, при этом его выпускное отверстие 54 открыто, таким образом, воздух может выходить из полости пресс-формы. Затем клапан 56 для выпуска воздуха закрывается, и поршень 52 перемещается дальше для контактирования со средой 42 из расплавленной соли для приложения требуемого давления для изостатического прессования. Среда 42 из расплавленной соли при более низкой температуре передает приложенное давление к высокотемпературной расплавленной соли 22 в контейнере 20 через отверстие 46 (или другое средство для передачи давления, расположенное между ними) и, следовательно к клапанам 10 на приспособлениях 30. Типичное давление для изостатического прессования отлитых из сплава TiAl клапанов 10 при температуре 2300oF (1260oC) составляет примерно 25000 фунтов/кв.дюйм. Это давление достаточно, чтобы закрыть любую внутреннюю пористость в литой микроструктуре клапанов. Изостатическое давление прилагают к клапанам 10 только в течение примерно одной минуты. Конечно, для клапанов 10 (или других изделий), изготовленных из других материалов, температура и давление для изостатического прессования, а также время при этой температуре/давлении будут различными, причем их выбирают для достижения требуемого уплотнения или повышения плотности клапана (или других изделий).
После изостатического прессования клапанов 10 (например, через одну минуту после приложения давления для изостатического прессования) поршень 52 поднимается и контейнер 20 удаляют из полости 50 пресс- формы. Клапаны 10, полученные горячим изостатическим прессованием, удаляют из контейнера в инертную газовую атмосферу для охлаждения до температуры окружающей среды, либо их можно оставить в контейнере 20 для охлаждения до температуры окружающей среды и затем удалить из контейнера 20.
Металлургический анализ отлитых из сплава TiCl клапанов 10, полученных описанным способом горячего изостатического прессования, показал, что клапаны свободны от внутренней пористости.
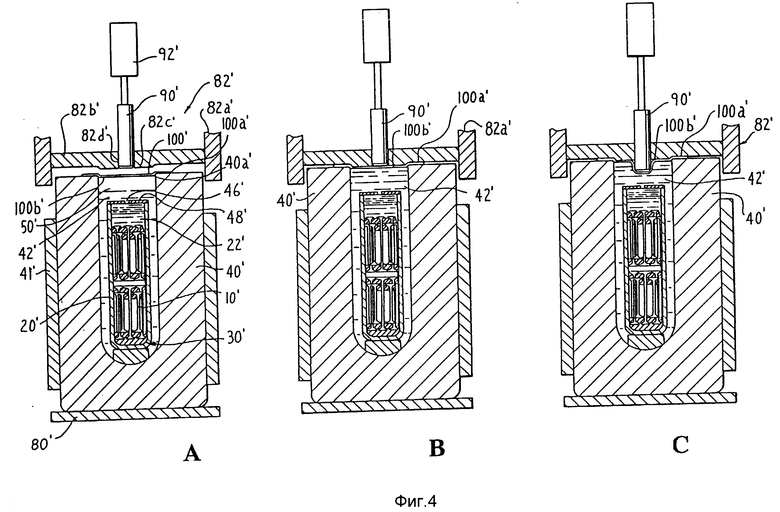
Фиг. 4, A, B и C показывают устройство в соответствии с другим примером исполнения изобретения. Устройство подобно устройству, описанному со ссылкой на фиг. 1-3, за исключением средства для приложения давления к второй жидкой среде для передачи давления в нагретой пресс-форме. На фиг.4,A, B, C одинаковые обозначения с добавлением знака "'" наверху применяют для обозначения подобных признаков, показанных на фиг. 1-3.
Как показано на фиг.4,A, первый внутренний керамический контейнер 20', имеющий клапаны 10', поддерживаемые на приспособлениях 30' один на другом в высокотемпературной расплавленной соли (первое средство 22' для передачи давления) расположен в нагретой пресс-форме 40'. Пресс-форма 40' содержит низкотемпературную расплавленную соль (вторая среда 42' для передачи давления) вокруг первого контейнера 20' и сообщается с первой средой 22' через отверстие 46' в крышке 48' (или другое открывающее средство между контейнером и пресс-формой).
Нагретая пресс-форма 40' удерживается на нижней неподвижной раме 80'. Верхняя подвижная рама 82' расположена над пресс-формой 40'. Верхняя рама 82' перемещается посредством крана или верхней плиты пресса (не показана). Верхняя рама 82' включает в себя периферийный элемент 82a' и поперечину 82b', имеющую выступающую переднюю часть 82c' и центральное отверстие 82d', расположенное над камерой 50' пресс-формы 40'. Отверстие 82d' принимает шток 90' гидравлического цилиндра 92', установленного на раме.
Прежде чем установить раму 82' над пресс-формой 40', лист 100' из соответствующего материала, например, лист малоуглеродистой стали 1010, имеющий толщину 1/16 дюйма (1,6 мм), помещают на пресс-форму 40' так, чтобы он закрывал верхнее отверстие 40a' в пресс-форме и поверхность второй среды 42', как показано на фиг.4,A. Лист 100' имеет периферийную часть 100а' и центральную часть 100b', принимаемую отверстием 40a' в пресс-форме. Для полости 50' пресс- формы диаметром 7 дюймов (177,8 мм) используют лист 100' диаметром 10 дюймов (254,0 мм).
Затем верхнюю раму 82' опускают в направлении пресс-формы 40' до тех пор, пока поперечина 82b' не коснется верхнего конца нагретой пресс-формы 40' (фиг. 4, B). Это движение вытесняет воздух между листом 100' и камерой 50'. Лист 100' захватывается на своей наружной периферии 100a' поперечиной 82b', тогда как передняя часть 82c' зацепляет центральную часть 100b' листа (фиг.4,B). Затем рамы 80', 82' закрепляют болтами или удерживают вместе иным способом.
После того, как поперечина 82b' зацепит пресс-форму 40', приводится в действие цилиндр 92' для перемещения штока 90' цилиндра относительно поперечины 82b' для проталкивания центральной части 100b' листа 100' во вторую среду 42' для приложения требуемого давления для прессования к первой среде 22' в контейнере 20' через вторую среду 42' (фиг.4,C). Центральная часть 100b' листа пластически деформируется во время операции прессования.
После изостатического прессования приводится в действие цилиндр 92' для подъема штока 90'. Затем верхняя рама 82' расцепляется от рамы 80' и поднимается, чтобы можно было удалить и выбросить лист 100'. После этого удаляют приспособление 30' из пресс-формы 40' для доступа к клапанам, полученным горячим изостатическим прессованием в ней.
Эта конструкция устройства имеет преимущество в сравнении с устройством, показанным на фиг.1-3, в том, что можно применять небольшой гидравлический цилиндр 92' (например, с усилием 29000 фунтов) для приложения давления для прессования через шток 90' цилиндра небольшого диаметра (например, 11/4 дюйма -31,7 мм) и лист 100' с большой площадью (например, лист диаметром 10 дюймов = 254,0 мм для полости пресс-формы диаметром 7 дюймов = 177,8 мм), закрепляемый штоком 90'. Движение штока 90', необходимое для создания давления для прессования, является относительно небольшим в результате этой конструкции.
Настоящее изобретение имеет преимущество в том, что чисто изостатическое давление прилагают к изделиям (например, клапаны 10) через среды 22 (22'), 42 (42') из расплавленных солей без необходимости применения дорогостоящего оборудования для создания давления газа. Применение жидких сред для передачи давления описанным способом позволяет получить относительно недорогостоящий способ горячего изостатического прессования с непродолжительным циклом для уплотнения таких изделий как, например, металлических и интерметаллических отливок. Кроме того, изделие уплотняют в первой среде, которую можно выбрать, чтобы исключить окисление изделия.
Для таких отливок как, например, алюминиевых отливок, требующих низкие температуры прессования, например, 1000oF (538oC), можно использовать ту же расплавленную соль в качестве сред 22 (22'), 42 (42') для передачи давления в контейнерах 20 (20'), 40 (40'). То есть вместо высокотемпературной среды 22 (22') в контейнер 20 (20') можно вводить низкотемпературную среду 42 (42').
Хотя было подробно описано конкретное исполнение изобретения для целей иллюстрации, однако в объеме настоящего изобретения возможны изменения или модификации в раскрытом устройстве, включая перестановку деталей.
Изобретение относится к способу и устройству для уплотнения изделия, и более точно, - к горячему изостатическому прессованию, например, металлических и интерметаллических отливок для закрытия внутренней пористости и для улучшения механических характеристик изделия. Способ уплотнения изделия под действием давления и повышенной температуры включает заполнение контейнера с изделием первой передающей средой . Первая среда представляет собой расплавленную соль с повышенной температурой, достаточной для уплотнения изделия под давлением. Размещение контейнера во второй передающей давление среде происходит таким образом, что давление, приложенное ко второй среде, передается первой среде. В качестве второй среды используют расплавленную соль под давлением, достаточным для уплотнения изделий при повышенной температуре. Две среды гидравлически сообщаются друг с другой так, что давление, приложенное ко второй среде, непосредственно передается первой среде. Устройство для уплотнения изделия под действием давления и повышенной температуры содержит две среды, передающие давление, размещенные одна в другой в контейнерах. Обе среды представляют собой расплавленную соль. Устройство содержит устройство для создания во второй среде давления, достаточного для уплотнения изделия, находящегося в первой среде. Данное изобретение позволяет уменьшить количество затрат по сравнению с известными способами и устройствами для уплотнения изделия. 2 с. и 13 з.п.ф., 4 ил.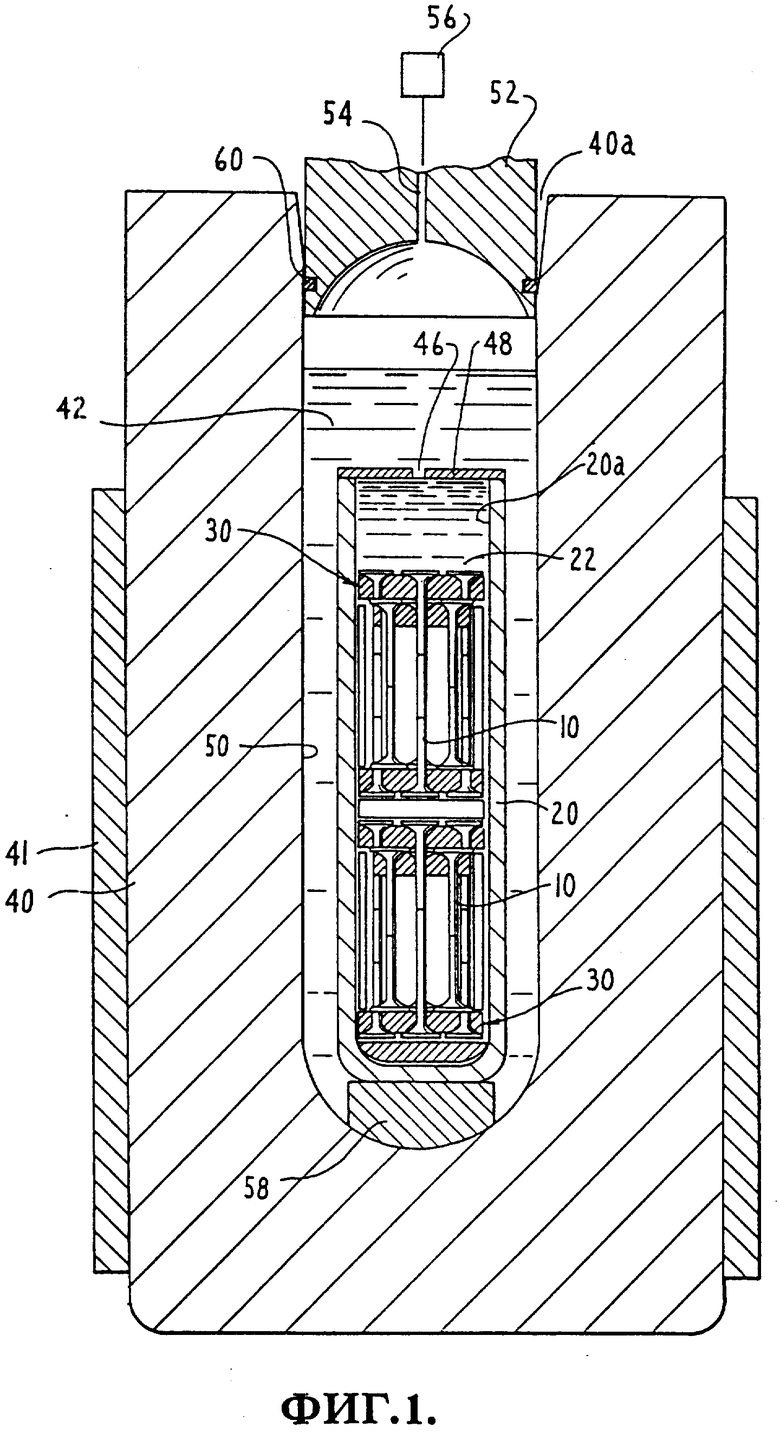
| EP, патент, 0039014 А, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |

