Изобретение относится к обработке металлов давлением и может быть использовано для автоматизации процесса замены линеек трансфертных на прессах-автоматах или автомастерских линиях для штамповки.
Известно устройство для замены линеек трансфертных, приобретенное в составе пресса - автомата АО АвтоВАЗ по лицензии у французской фирмы "BRET" (см. прилагаемые чертежи TR36E 50.73.027.22.04.000 и TR36J 50.73.027.22.05.000.)
В процессе эксплуатации данного устройства выявились следующие недостатки: ненадежная установка и крепление линеек трансфертных съемных на стойках, расположенных на сменной подштамповой плите пресса. При установке на линейках съемных захватов для перемещения штампуемой детали центр тяжести смещается и она наклоняется в сторону захватов, что делает невозможной стыковку линеек съемных с линейками несъемных без применения ручных операций. Вследствие отклонений и погрешностей при изготовлении и монтаже конструкции, как правило, не обеспечивается точное, в пределах допустимого зазора, совмещение линеек съемных и несъемных и при перемещении линеек в зону их стыковки с линейками несъемными, линейки наталкиваются друг на друга и линейки съемные падают с опор, что ведет к аварийным ситуациям и требует применения ручных операций. Или при несовпадении торцов линеек съемных и несъемных и включенных приводных гидроцилиндрах стыковки линеек, механизм стыковки линеек не срабатывает, в результате чего между линейками появляются распорные усилия равные суммарному усилию гидроцилиндров, что приводит к повышенному износу или разрушению приводных механизмов трехкоординатного перемещения линеек.
Задачей настоящего изобретения является обеспечение надежности установки и крепления линейки трансфертной съемной на стойках, расположенных на сменной подштамповой плите пресса, для повышения точности совпадения торцов линеек съемных и несъемных, устранения возможности распорных усилий между линейками, а также возможности автоматизации процесса перемещения линеек в зону несъемных с их автоматической ориентацией относительно торцов линеек несъемных для их стыковки.
Решение указанной задачи достигается за счет того, что устройство снабжено ползушкой со сквозным отверстием для размещения пальца и закрепленными, соответственно, на ползушке и съемной трансфертной линейке магнитной плитой и стальной пластиной, стойка выполнена с направляющими, расположенными вдоль линейки съемной, ползушка установлена с возможностью возвратно-поступательного перемещения в упомянутых направляющих стойки, оснащенной упорами для ограничения перемещения ползушки, поджатыми пружинами сжатия в направлении перемещения, а магнитная плита и стальная пластина расположены с возможностью взаимодействия одна с другой.
Магнитная плита выполнена в виде множества отдельных магнитов закрепленных в одной плоскости, линейки несъемные снабжены ловителями выполненными в виде направляющих со скосами, а под пружины сжатия установлен пакет регулировочных шайб.
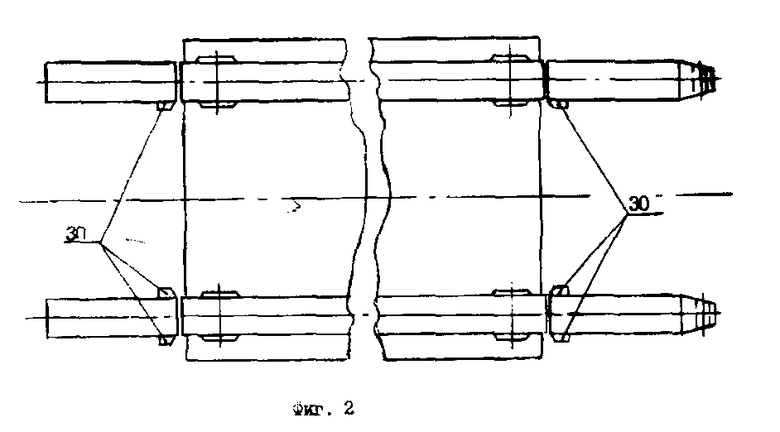
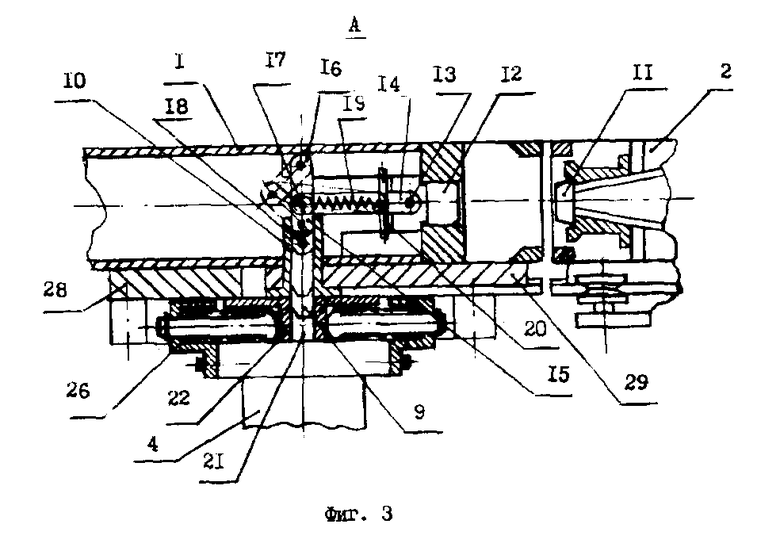
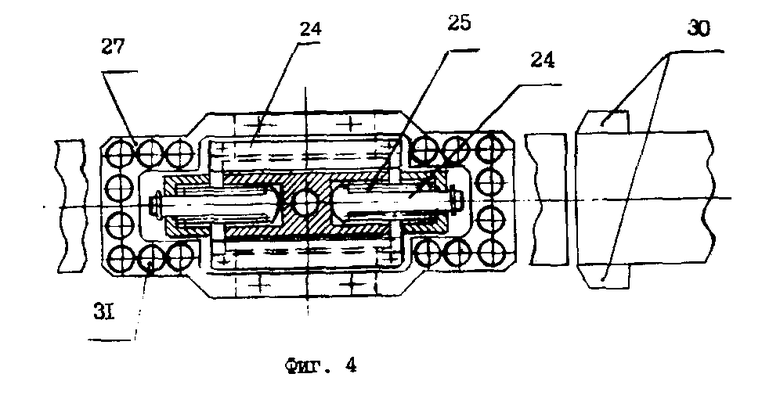
На фиг. 1 показан общий вид устройства для замены линеек трансфертных; на фиг. 2 - вид в плане на фиг.1; на фиг. 3 - выносной элемент А на фиг. 1, механизм крепления линейки трансфертной съемной к стойке; на фиг. 4 - вид в плане на фиг. 3.
Устройство для замены линеек трансфертных включает линейки трансфертные съемные 1, которые стыкуются с линейками трансфертными несъемными 2 и 3. Линейки съемные 1 установлены и закреплены на стойках 4 расположенных на съемной подштамповой плите 5. Линейки несъемные 2 и 3 установлены в направляющих роликах 6 и получают от приводных механизмов 7 и 8 трехкоординатное перемещение. Линейка трансфертная съемная 1 содержит палец 9 установленный в направляющей втулке 10. Палец 9 установлен с возможностью возвратно-поступательного движения от штока 11 приводного гидроцилиндра стыковки линеек (не показан), воздействующего через вилку 12, ось 13, рычаги 14, 15, 16, связанные между собой. Палец 9 связан с рычагом 15 осью 18. Рычаги 14, 15, 16 подпружинены пружиной растяжения 19 связанной с осью 17 и неподвижно установленным стержнем 20. Палец 9 входит в отверстие 21, выполненное в ползушке 22, установленной на стойке 4 с возможностью перемещения по направляющим 23. Ползушка 22 взаимодействует с упорами 24 поджатыми пружинами сжатия 25. Под пружины сжатия 25 установлен пакет регулировочных шайб 26. С ползушкой 22 жестко соединена магнитная плита 27, а на линейке съемной закреплены стальные пластины 28 и 29 для притяжения магнитной плитой 25. На линейках съемных 2 и 3 выставлены ловители 30 выполненные в виде направляющих со скосами. Магнитная плита 27 выполнена в виде множества отдельных магнитов 31 установленных в одной плоскости. Скрепление линеек съемных 1 с линейками несъемными 2 и 3 производится зажимами 32, которые приводятся в действие от штока 11 приводного гидроцилиндра.
Устройство для замены линеек трансфертных работает следующим образом.
Замена линеек трансфертных производится совместно с заменой штампов. Линейки съемные 1 и штампы устанавливаются на сменную подштамповую плиту пресса 5, которая находится вне зоны пресса. Линейки 1 устанавливаются на стойках 4, при этом пальцы 9 входят в отверстия 21, а магнитные плиты 27 притягивают стальные пластины 28 и 29, чем надежно закрепляют линейку 1 на стойках 4, не допуская их наклона или смещения в процессе замены. При этом линейки 1 имеют возможность под действием усилия направленного вдоль оси смещаться в пределах перемещения ползушки 22 с магнитной плитой 27 по направляющим 23 сжимая соответствующую из пружин 25. При снятии усилия пружины 25 возвращают ползушку 22 вместе с линейкой 1 в исходное положение. Усилие поджатия пружин 25 регулируется пакетом регулировочных шайб 26.
При замене линеек 1 подштамповая плита 5 перемещается в зону пресса. При неточном совмещении линеек 1, 2, 3 торец линейки 1 попадает на скос направляющей 30 и создаст силу действующую на линейку 1 по оси. Эта сила смещает линейку 1 вместе с ползушкой 22 по направляющим 23 вводя ее в зазор между линейками 2 и 3 в необходимое положение. После чего шток 11 приводного гидроцилиндра стыковки линеек по команде выдвигается, толкает вилку 12, перемещает рычаги 14, 15, 16, поворачивает их относительно осей 17 и 18 и извлекает палец из отверстия 21. После совмещения линейки 1 с линейками 2 и 3 и скрепления их с зажимом 32 линейки выравниваются в одну линию, при этом линейка 1 с пластинами 28 и 29 усилием, создаваемым зажимом 32, отрывается от магнитной плиты 27. На этом процесс замены и установки линеек трансфертных заканчивается. Процесс снятия линеек трансфертных осуществляется в обратном порядке.
Снабжение ползушкой со сквозным отверстием для размещения пальца с закрепленными, соответственно, на ползушке и съемной трансфертной линейке магнитной плитой и стальной пластиной с возможностью взаимодействия одной с другой повышает надежность установки и крепления линейки съемной к стойке и обеспечивает возможность регулировки положения линейки съемной в направлении оси за счет обеспечения магнитной плитой усилия прижима линейки съемной к стойке через ползушку, обеспечивающую в свою очередь компенсацию погрешностей взаимного положения при стыковке линейки съемной с линейкой несъемной.
Выполнение отверстия в ползушках, установленных с возможностью перемещения по направляющим вдоль оси линейки и взаимодействующих с упорами поджатыми в направлении перемещения, а также введение в конструкцию магнитной плиты жестко соединенной с ползушкой и притягивающей стальные пластины закрепленные на линейке съемной повышает надежность установки и крепления линейки съемной к стойке, фиксирует ее точное положение относительно линеек несъемных и обеспечивает возможность регулировки положения линейки съемной в направлении собственной оси.
Повышение надежности в свою очередь исключает появление аварийных ситуаций, при которых возможно падение линеек съемных со стоек, а также появление разрушающих распорных усилий между линейками вследствие несовпадения торцов линеек съемных и несъемных при включенном приводном гидроцилиндре стыковки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЕДУЩИЕ ТРАНСФЕРТНЫЕ ЛИНЕЙКИ | 1998 |
|
RU2131786C1 |
| МНОГОПОЗИЦИОННЫЙ ПРЕСС | 1992 |
|
RU2013173C1 |
| УСТРОЙСТВО ДЛЯ ПРИВОДА ПОДАЮЩЕЙ ЛИНЕЙКИ ДЛЯ МНОГОПОЗИЦИОННОГО ПРЕССА | 1997 |
|
RU2119839C1 |
| ПОДАЮЩЕЕ УСТРОЙСТВО | 1995 |
|
RU2080953C1 |
| УСТРОЙСТВО ДЛЯ РАСКРЫТИЯ И СМЕНЫ ШТАМПОВ | 1992 |
|
RU2048948C1 |
| Автоматизированный комплекс для горячей штамповки | 1988 |
|
SU1750839A1 |
| УНИВЕРСАЛЬНОЕ УСТРОЙСТВО ДЛЯ МОНТАЖА И ДЕМОНТАЖА ШТАМПОВЫХ ВСТАВОК И ГРЕЙФЕРНЫХ ЛИНЕЕК И ГРЕЙФЕРНЫЕ ЛИНЕЙКИ | 1993 |
|
RU2048231C1 |
| Устройство к прессу для транспортирования штампованных деталей | 1989 |
|
SU1632586A1 |
| ПРЕСС-ФОРМА ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК | 1998 |
|
RU2136441C1 |
| ЛИНИЯ ПОЛУАВТОМАТИЧЕСКАЯ ДЛЯ ТЕРМООБРАБОТКИ ЗАГОТОВОК | 1996 |
|
RU2095434C1 |
Изобретение может быть использовано в обработке металлов давлением при замене линеек трансфертных на прессах - автоматах или автоматических линиях для штамповки. На съемной подштамповой плите пресса смонтированы стойка с направляющими, стержневой фиксатор в виде пальца и привод его перемещения. В направляющих стойки размещена ползушка со сквозным отверстием для пальца, несущая магнитную плиту. На съемной трансфертной линейке закреплена стальная пластина, взаимодействующая с магнитной плитой. Перемещение ползушки ограничивается упорами, поджатыми пружинами сжатия в направлении перемещения. В результате обеспечивается надежность и точность установки и крепления линеек трансфертных съемных, а также возможность автоматизации процесса их перемещения в зону линеек несъемных. 3 з.п. ф-лы, 4 ил.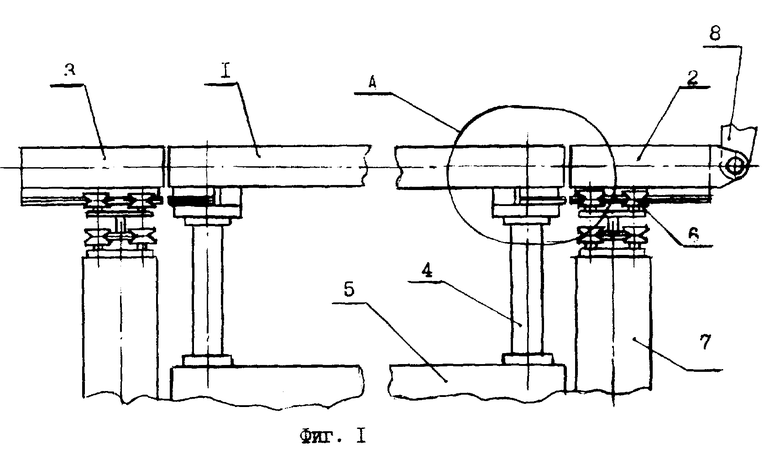
| Трансфертные линейки | |||
| Коридорная многокамерная вагонеточная углевыжигательная печь | 1921 |
|
SU36A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
