Изобретение относится к устройствам для отделки поверхности деталей и может быть использовано на предприятиях машиностроительной промышленности.
Известно устройство для абразивной обработки деталей, содержащее барабан с крышкой, на которой смонтировано сопло, и с платформой, кинематически связывающей барабан с приводом его вращения. Барабан снабжен рычажным механизмом наклона, выполненным в виде кольца и рычага. Механизм наклона барабана и механизм открытия крышки связаны между собой пневматической системой, позволяющей производить наклон барабана с одновременным открытием крышки. Рабочее вещество через стенки барабана поступает в нижестоящий сборник и рециркулирует в системе. По окончании цикла обработки отключают привод вращения барабана, открывают крышку и наклоняют барабан для выгрузки деталей в рядом стоящий контейнер [1].
Данное устройство позволяет автоматизировать процесс загрузки-выгрузки деталей и создать систему циркуляции рабочего вещества.
К недостаткам устройства следует отнести узкий диапазон технологических возможностей. Данное устройство может быть использовано только для очистки малогабаритных деталей от тонких пленок. В качестве рабочего вещества используется водовоздушная смесь, наполненная абразивными частицами не более 0,5...1,0 мм.
Наиболее близким по технической сущности является устройство для поверхностной обработки деталей, содержащее группу рабочих емкостей в виде упруговзвешенных контейнеров, расположенных симметрично вокруг вертикальной оси, смонтированный над контейнерами распределитель рабочих сред, выполненный в виде магазина емкостей с приводом вращения и индивидуальными разгрузочными емкостями, а также элеватор, смонтированный с возможностью поворота вокруг вертикальной оси. Элеватор снабжен жестко связанными с ним заборным элементом, расположенным в нижней части элеватора, и загрузочным желобом, установленным оппозитно заборному элементу над емкостями рабочих сред. В состав данного устройства входит также система приготовления и подачи обрабатывающего раствора. Каждый контейнер снабжен системой циркуляции обрабатывающего раствора, в которую входят бак, насос подачи раствора в контейнер, трубопровод и форсунки [2] - прототип.
В данном устройстве система подготовки и циркуляции обрабатывающей среды и система перемещения деталей обеспечивают проведение операции обработки поверхности деталей в вибрационных контейнерах, но не может быть эффективно использована при проведении аналогичной операции в галтовочных барабанах, особенно при обработке крупногабаритных деталей. Различие процессов обработки объясняет необходимость разработки для каждого из названных процессов собственных систем циркуляции обрабатывающей среды и перемещения деталей.
Основное различие - в проведении операции выгрузки деталей и обрабатывающей среды из рабочей емкости после проведения операции обработки поверхности. При вибрационной обработке существует возможность разделения деталей и обрабатывающей среды непосредственно в рабочем контейнере, а при галтовке выгрузку деталей и обрабатывающей среды производят одновременно. Кроме того, для обработки крупногабаритных деталей в большегрузных барабанах известная по прототипу компоновка оборудования не рациональна, поскольку требует больших производственных площадей и дополнительных передающих механизмов.
Известно также, что большие объемы и широкий диапазон технологических сред затрудняет реализацию автоматического процесса обработки в барабанах.
Задачей, на решение которой направлено заявляемое изобретение, является разработка устройства, обеспечивающего обработку деталей, преимущественно крупногабаритных, в большегрузных галтовочных барабанах.
Технический результат, на достижение которого направлено изобретение, заключается в следующем.
Предлагаемое техническое решение обеспечивает рациональную, с минимальной затратой производственных площадей компоновку удобного и простого в обслуживании оборудования, позволяющего механизировать и автоматизировать проведение работ при загрузке и выгрузке деталей и обрабатывающей среды, их промывке и сепарировании, а также при промывке рабочих емкостей (барабанов). Также способствует сокращению общего времени цикла обработки за счет уменьшения продолжительности вспомогательных операций и проведения подготовительных работ во время основного цикла. Кроме того, снижаются трудозатраты, повышается производительность. Особенно эффективно применение предлагаемого решения при обслуживании нескольких рабочих емкостей (галтовочных барабанов), причем степень эффективности растет пропорционально увеличению числа барабанов, поскольку при этом осуществляется одновременное обслуживание нескольких (как можно больше) единиц основного оборудования минимальным количеством однотипного вспомогательного оборудования.
Предлагаемое устройство позволяет максимально загрузить оборудование (основное и вспомогательное), сократить численность обслуживающего персонала, ликвидировать ручной непроизводительный труд.
Также повышается надежность работы оборудования за счет качественного проведения операций промывки барабана и обрабатывающей среды, повышения точности мерной навески обрабатывающей среды и качества ее сепарирования.
Обработка в предлагаемом устройстве допускает широкий диапазон варьирования технологическими обрабатывающими средами, а именно использование шлифпорошков, боя фарфоровых и шлифовальных кругов, керамических чипсов, стальных полированных шариков и т.п. Обработка в предлагаемом устройстве позволяет произвести операции очистки, шлифования, а также полирования.
В отличие от существующих заявляемое устройство универсально в широком диапазоне технологических сред и обрабатываемых деталей.
Реализация предлагаемого устройства не требует больших капитальных затрат.
Предлагаемое устройство для поверхностной обработки деталей содержит группу рабочих емкостей, каждая из которых снабжена приемником для сепарирования деталей и обрабатывающей среды, и систему циркуляции обрабатывающей среды, включающую смонтированную над рабочими емкостями распределительную емкость. Отличие от прототипа заключается в следующем. Рабочие емкости в виде галтовочных барабанов установлены по одной оси вращения. Под каждым барабаном установлен приемник для сепарирования деталей и обрабатывающей среды, состоящий из подвижной решетки и стационарного поддона. Решетка имеет размер ячейки меньше размера обрабатываемой детали, но больше размера частиц обрабатывающей среды и размещена так, что перекрывает горизонтальную плоскость поддона. Система циркуляции обрабатывающей среды является единой для всех барабанов и содержит разгрузочную тележку с коробом, установленную в горизонтальных направляющих с возможностью передвижения параллельно оси барабанов, и накопительный бункер, имеющий возможность вертикального перемещения с позициями загрузки и дозированного заполнения распределительной емкости, которая в свою очередь размещена в горизонтальных направляющих с возможностью перемещения вдоль барабанов и бункера.
Разгрузочная тележка связана с накопительным бункером посредством сепарационного склиза, снабженного средствами промывки и сепарации обрабатывающей среды.
Каждый поддон снабжен донным склизом для перемещения обрабатывающей среды в короб разгрузочной тележки.
Каждая решетка приемника деталей снабжена ходовой частью, приводом перемещения и опрокидывания деталей путем поворота решетки на ленту транспортера, перемещающего детали для укладки в контейнер или к месту последующей обработки.
Распределительная емкость смонтирована на тележке, горизонтально подвижной вдоль продольной оси над уровнем барабанов и снабжена автоматическими системами остановки в заданном пункте и загрузки-выгрузки в соответствующих положениях.
Разгрузочная тележка, подвижная вдоль продольной оси барабанов, размещена ниже уровня поддонов для приемки в короб выгружаемой из барабана обрабатывающей среды и снабжена системами автоматической остановки в заданных пунктах и загрузки-выгрузки обрабатывающей среды в соответствующих положениях.
Накопительный бункер смонтирован подвижно и снабжен механизмом вертикального перемещения, причем в своем нижнем положении он размещен ниже уровня разгрузки разгрузочной тележки, а в верхнем положении - выше уровня загрузки распределительной емкости.
Устройство снабжено системами душирования и обдувки деталей струей теплого воздуха.
Конвейер для транспортировки обработанных деталей работает в такте технологической линии или в режиме загрузки - выгрузки.
Представленная совокупность существенных признаков обеспечивает применение минимального количества вспомогательного оборудования при увеличении до требуемого числа единиц основного большегрузного оборудования, сокращение вспомогательного времени и общего цикла обработки с одновременным повышением загруженности вспомогательного оборудования и ликвидацией непроизводительных простоев основного оборудования, обеспечивает механизацию и автоматизацию процессов загрузки-выгрузки и сепарирования обрабатывающей среды и деталей, в т.ч. и крупногабаритных, предусматривает рациональную компоновку элементов устройства.
Признаки, включенные в зависимые пункты формулы изобретения, усиливают указанный технический результат.
Сравнение заявляемого устройства с известными техническими решениями показывает соответствие критерию охраноспособности изобретения "новизна".
Заявляемая совокупность существенных признаков, рассмотренная относительно существующего уровня техники, показывает соответствие критерию охраноспособности изобретения "изобретательский уровень".
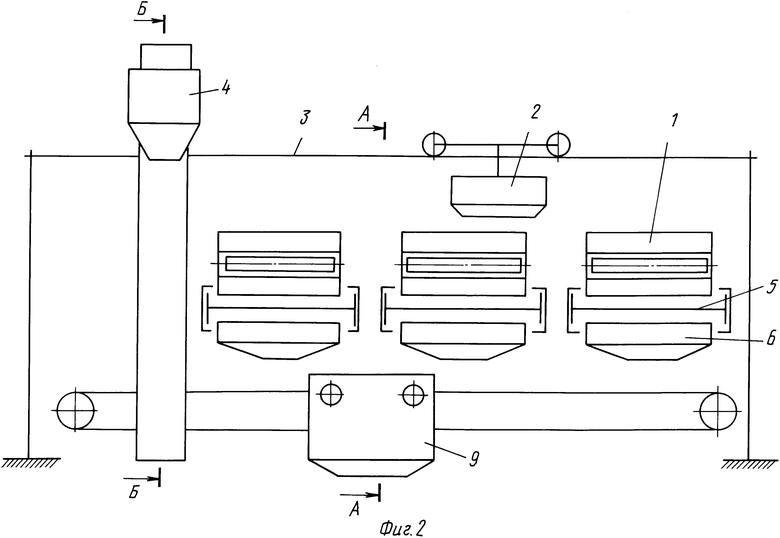
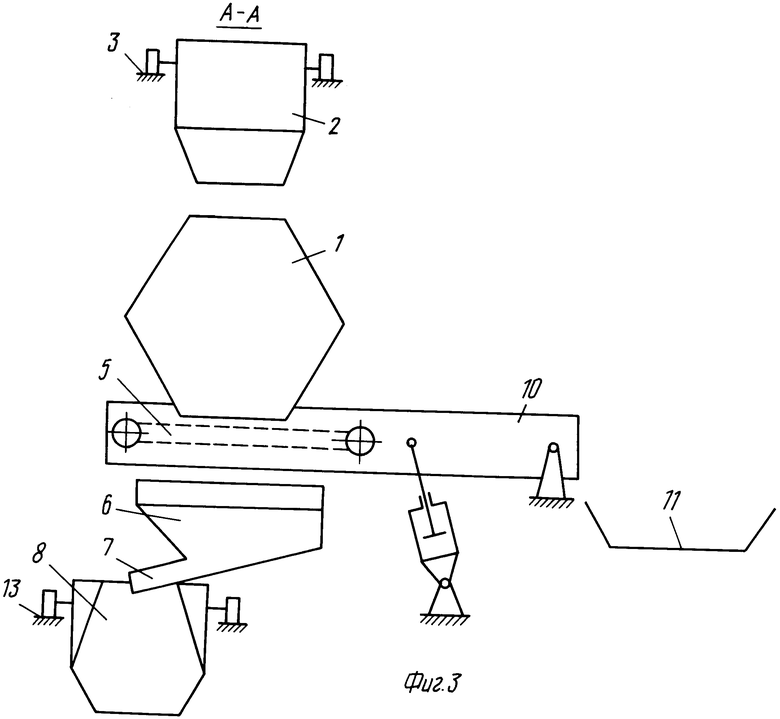
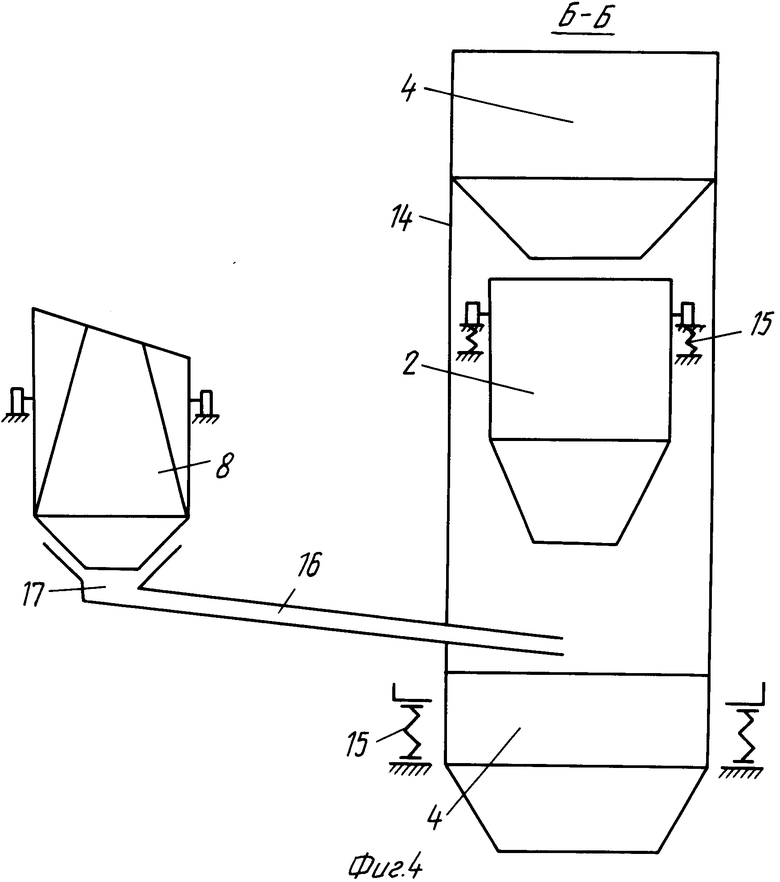
На фиг. 1 дана схема расположения оборудования устройства; на фиг. 2 - фронтальный вид устройства; на фиг. 3 - поперечный разрез А-А на фиг. 2; на фиг. 4 - поперечный разрез Б-Б на фиг. 2.
Галтовочные барабаны 1 установлены в ряд соосно их продольной оси вращения. Количество барабанов не оговаривают. Барабаны снабжены приводом вращения, загрузочным люком и электронной системой управления (на чертеже не показано). Над галтовочными барабанами 1 с возможностью возвратно-поступательного перемещения размещена распределительная емкость 2, оснащенная ходовой частью, приводом и направляющими 3, расположенными на всем протяжении вдоль продольной оси галтовочных барабанов 1 и далее к накопительному бункеру 4, из которого производят загрузку в распределительную емкость 2 обрабатывающей среды в количестве, необходимом для реализации процесса галтовки в одном барабане 1. Распределительная емкость 2 снабжена автоматическими системами остановки в заданном положении и загрузки-выгрузки емкости. Под каждым галтовочным барабаном установлены приемная решетка 5 для деталей и поддон 6 для обрабатывающей среды. Каждый поддон 6 снабжен отверстиями для стока воды, выгрузным люком с заслонкой (на фиг. не показан) и донным склизом 7, по которому обрабатывающая среда поступает в короб 8 разгрузочной тележки 9. Каждая приемная решетка 5 имеет горизонтальные направляющие 10, привод горизонтального перемещения на позицию промывки и сушки деталей, привод поворота для выгрузки деталей на конвейер 11, транспортирующий выгруженные детали на следующую позицию обработки или в приемный контейнер 12. Разгрузочная тележка 9 размещена ниже уровня поддонов 6, установлена на направляющих 13, позволяющих ей перемещаться вдоль всего ряда галтовочных барабанов 1 до накопительного бункера 4, и снабжена системами автоматической остановки в заданных положениях и загрузки-выгрузки короба. Накопительный бункер 4 установлен в вертикальных направляющих 14 с возможностью перемещения на позицию загрузки (нижнее положение) промытой и просепарированной обрабатывающей среды и на позицию выгрузки (верхнее положение) среды в распределительную емкость 2. Норму засыпки обрабатывающей среды контролируют по показаниям весов 15. В своем верхнем положении накопительный бункер 4 размещен над распределительной емкостью 2 симметрично относительно направляющих 3 емкости 2. В нижнем положении бункер 4 расположен ниже уровня короба 8 разгрузочной тележки 9. Короб 8 разгрузочной тележки 9 связан с бункером 4 сепарационным склизом 16 с воронкообразным началом, имеющим позицию 17 для промывки и сепарирования отработанной обрабатывающей среды.
Устройство для поверхностной обработки деталей в галтовочных барабанах работает следующим образом.
В галтовочные барабаны 1 поочередно загружают требуемое количество обрабатывающей среды посредством распределительной емкости 2 через загрузочный люк барабаны, заливают воду и укладывают обрабатываемые детали. В определенных случаях оставшийся объем барабана заполняют амортизирующим материалом, в частности, брусками дерева несмолистых пород, а также для ускорения и повышения качества обработки добавляют поверхностно-активные вещества (ПАВ).
По завершении загрузки люк барабана герметизируют и включают привод вращения барабана 1, что означает начало процесса отделки деталей.
По окончании обработки привод вращения барабана 1 отключается автоматически. Рабочий вручную открывает люк барабана 1 и, переводя люк барабана в нижнее положение, полностью освобождает барабан от деталей, обрабатывающей среды и наполнителя. Одновременно после выгрузки барабан промывают водой.
По мере выгрузки детали и наполнитель (деревянные бруски) задерживаются решеткой 5, а обрабатывающая среда через поддон 6 по склизу 7 поступает в короб 8 разгрузочной тележки 9. Вода через соответствующие отверстия поступает в сборную емкость, где отстаивается и фильтруется.
Обработанные детали перемещаются на решетке 5 по направляющим 10 в доступное для обработки положение, где они промываются душирующим устройством и сушатся струей (обдувной) теплого воздуха. После просушки наполнитель отделяют от деталей вручную, а детали посредством поворота решетки 5 поступают на конвейер 11, перемещающий их в позиции последующей обработки или в сборный контейнер 12.
На этом процесс обработки деталей завершается, и цикл повторяют поочередно для каждого барабана.
Процесс циркуляции обрабатывающей среды реализуется следующим образом. Разгрузочная тележка 9 из позиции загрузки перемещает обрабатывающую среду на позицию выгрузки к сепарационному склизу 16. Обрабатывающая среда, пройдя позицию 17 промывки и сепарирования, поступает в накопительный бункер 4, где ее количество, требуемое для загрузки в один барабан, контролируют взвешиванием и в случае необходимости добавляют нужное количество.
В момент загрузки бункер 4 находится в своем нижнем положении.
После заполнения требуемым количеством обрабатывающей среды бункера 4 его автоматически перемещают по направляющим 14 в верхнее положение. Распределительную емкость 2 перемещают в положение загрузки под разгрузочный люк бункера 4 и заполняют ее требуемым количеством обрабатывающей среды. Распределительная емкость 2 по направляющим 3 перемещается к галтовочному барабану и загружает его. Цикл повторяется поочередно для каждого барабана.
Периодически производят контроль обрабатывающей среды и определяют расколовшиеся и дефектные рабочие вещества.
Устройство оснащено автоматизированными системами управления и блокировок (на фиг. не показаны).
Вышеописанное подтверждает соответствие заявляемого устройства критерию охраноспособности изобретения "промышленная применимость".
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТИ ПЛОСКИХ ПОЛУФАБРИКАТОВ | 1999 |
|
RU2165812C1 |
| РАСХОДУЕМЫЙ ЭЛЕКТРОД | 1999 |
|
RU2166842C1 |
| БАРАБАН ПЕЧНОЙ МОТАЛКИ | 1998 |
|
RU2134172C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛИТКОВ ИЗ НЕКОМПАКТНЫХ СТАЛЬНЫХ ОТХОДОВ И УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ БЛОКОВ СТАЛЬНЫХ РАСХОДУЕМЫХ ЭЛЕКТРОДОВ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1999 |
|
RU2148665C1 |
| СПОСОБ ВАКУУМНОГО ДУГОВОГО ПЕРЕПЛАВА СЛИТКОВ | 1999 |
|
RU2149196C1 |
| СПОСОБ ВАКУУМНОГО ДУГОВОГО ПЕРЕПЛАВА СЛИТКОВ | 2000 |
|
RU2164957C1 |
| СПОСОБ НАГРЕВА СЛИТКОВ | 1998 |
|
RU2133283C1 |
| ОТРЕЗНОЙ ПУАНСОН | 1998 |
|
RU2127645C1 |
| УСТАНОВКА ДЛЯ ГРАНУЛИРОВАНИЯ РАСПЛАВОВ | 2000 |
|
RU2185932C2 |
| РЕЗЦОВАЯ ГОЛОВКА | 1997 |
|
RU2113943C1 |
Устройство предназначено для отделки поверхностей деталей, в том числе крупногабаритных, на предприятиях машиностроения. Оно содержит галтовочные барабаны, установленные в ряд по одной оси вращения. Под каждым барабаном размещена подвижная приемная решетка, размер ячейки которой меньше размера обрабатываемой детали, но больше размера частиц обрабатывающей среды, и ниже ее - стационарный поддон, снабженный донным склизом. Ниже уровня поддона расположена разгрузочная тележка с коробом, имеющая возможность передвижения в горизонтальных направляющих параллельно оси барабанов. Разгрузочная тележка посредством сепарационного склиза связана с накопительным бункером, установленным по оси ряда барабанов и имеющим возможность вертикального перемещения с позициями загрузки и дозированного заполнения распределительной емкости. Распределительная емкость размещена выше уровня барабанов в горизонтальных направляющих с возможностью перемещения вдоль барабанов и бункера. 3 з.п.ф-лы, 4 ил.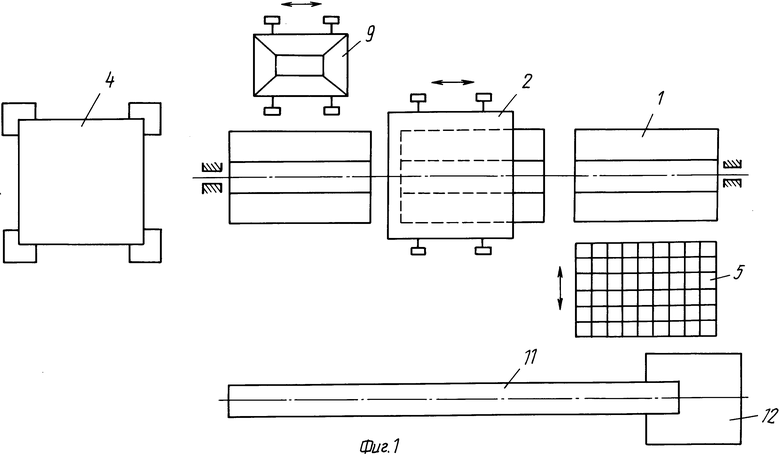
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство 1283054, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство 1310175, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |

