Изобретение относится к области порошковой металлургии, в частности для производства высокоэнергетических постоянных магнитов из сплавов неодим-железо-бор - легирующие добавки.
Изготовление постоянных магнитов с заданными свойствами методами порошковой металлургии предполагают последовательное выполнение ряда следующих технологических операций: приготовление сплавов, содержащих неодим и других РЗМ, а также железо, бор и ряд легирующих добавок, причем должно быть соблюдено определенное соотношение между фазовым составом сплавов и суммарной концентрацией РЗМ в сплаве, при этом суммарная концентрация РЗМ должна поддерживаться на уровне 29,5-36 мас.%. Далее сплавы последовательно подвергают грубому измельчению, среднему и тонкому помолу до дисперсности 3-7 мкм. Последнюю операцию осуществляют в нейтральной среде, используя для этого газы (аргон, гелий) или ряд жидкостей (спирты, толуол, фреон и т.д.). Подготовленный таким образом порошок ориентируют в магнитном поле, прессуют в изделие необходимой формы, спекают, термообрабатывают, шлифуют до заданных геометрических размеров, защищают антикоррозионным покрытием и намагничивают.
В патентной литературе имеются описания, когда при изготовлении магнитов используют прием смешения двух или более составов сплавов.
В патенте [1] для получения дешевого магнитного материала смешивают два вида порошка, в таком соотношении, чтобы конечный материал содержал (%ат.) 12,5-20 R (где R-РЗМ), 4-15 B и 65-83,5 Fe, при этом первый порошок, получаемый прямым восстановлением содержит 12-18 R (кроме Y), 4-15 B и 65-84 Fe, а второй порошок с размером частиц < 15 мкм содержит железо и < 50% ат. R. Состав первого порошка получают прямым восстановлением смеси оксидов, а второй порошок (лигатуру Fe-R) - индукционной плавкой компонентов. Недостатком данного способа является то, что приготовить порошок из материала состава Fe и < 50% ат. R можно только с помощью специальных операций, например охлаждением расплава на быстровращающемся барабане с получением ленты или чешуек, с их последующим доизмельчением. Для получения тонкого порошка с размером частиц < 15 мкм необходимо проводить гидрирование-дегидрирование сплава Fe и < 15 % ат. R с последующим доизмельчением в вибромельнице. Необходимо отметить, что сплавы Fe и < 50 % ат. R быстро окисляются на воздухе и их хранить необходимо в условиях исключающих контакт с кислородом и влагой.
В патенте Японии [2], выбранном за прототип, для улучшения магнитных характеристик постоянного магнита смешивают два сплава типа R-T-B, где R - РЗМ, T - переходный металл, причем в первом сплаве содержание R более высокое, а во втором более низкое при одинаковой концентрации бора. Полученные материалы измельчают каждый в отдельном оборудовании, затем порошки смешивают в таком соотношении, чтобы в конечном материале содержание R соответствовало известному (32-36 мас.%) и полученную смесь спекают.
Недостатком этого способа получения постоянных магнитов является то, что нижний предел концентрации РЗМ в сплаве одного состава не снижается ниже 29,5 мас.%, при этом концентрация бора во всех случаях остается постоянной. В описании реализации этого способа указывается, что каждый вид сплава готовится отдельно, измельчается также отдельно и уже перед прессованием производится смешение двух порошков сплавов в количествах необходимых для получения в смеси концентрации 32-36 мас.% неодима.
Недостатком известного решения является ограниченность изменяемых концентраций - по РЗМ и железу, и постоянная концентрация бора. Из-за постоянной концентрации бора изменяется время измельчения одного из двух сплавов, из которых готовятся порошки перед их смешением для дальнейшего текстурирования и прессования в магнитном поле. С увеличением концентрации РЗМ и неизменной концентрации бора увеличивается время измельчения и увеличивается вероятность окисления этого типа порошка при его хранении перед использованием на смешении.
Введение в технологическую схему отдельной операции смешения тонкодисперсных порошков удорожает стоимость конечных магнитов.
В основу изобретения положена задача расширения класса сплавов РЗМ-железо-бор, которые можно было бы измельчать совместно, при этом получаемые в дальнейшем магниты имели бы магнитные характеристики не ниже известных, а за счет сокращения переделов были бы дешевле по сравнению с известными.
Решение поставленной задачи достигается тем, что в способе изготовления постоянных магнитов из сплавов РЗМ-железо-бор путем смешения двух сплавов с различным содержанием в них РЗМ-Fe-B в соотношении, обеспечивающем в готовом магните 32-36 мас.% РЗМ - 0,9-1,4 мас.% бора - остальное железо, их измельчение, прессование в магнитном поле, спекание и термообработку, для изготовления магнитов используют сплавы следующего состава, мас.%:
основной сплав 26-40 РЗМ - 0,5-1,0, бора - остальное железо;
вспомогательный сплав 12-60 РЗМ - 2-4 бора - остальное железо,
при этом порошок вспомогательного сплава добавляют в порошок основного сплава во втором полупериоде его тонкого измельчения.
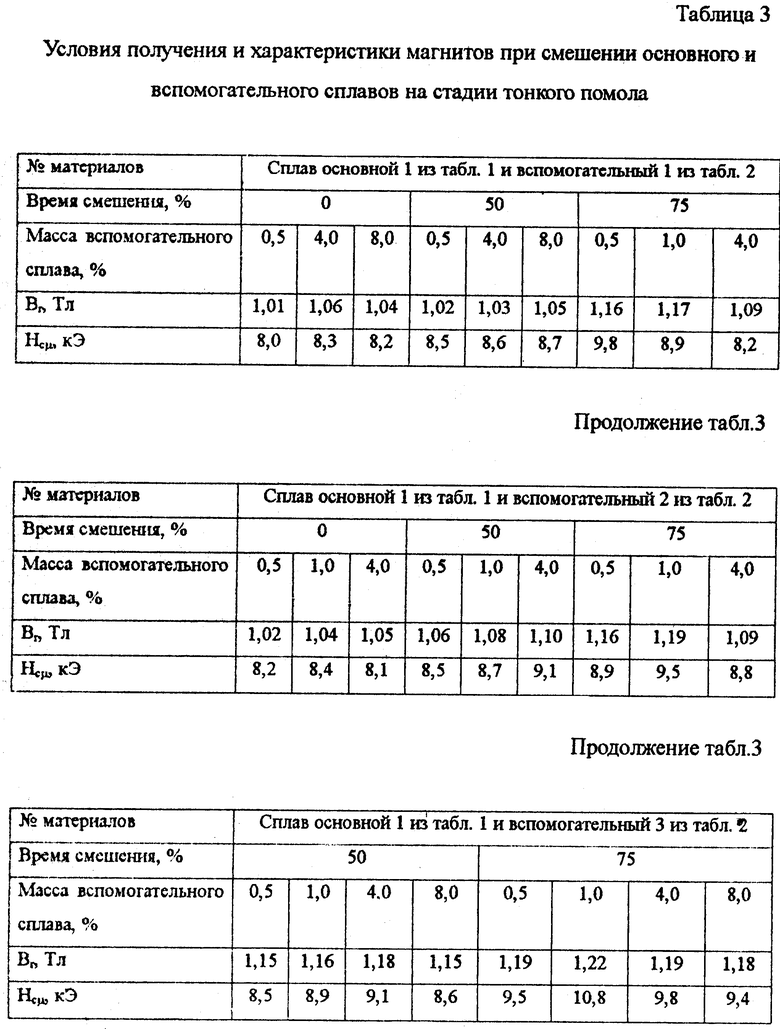
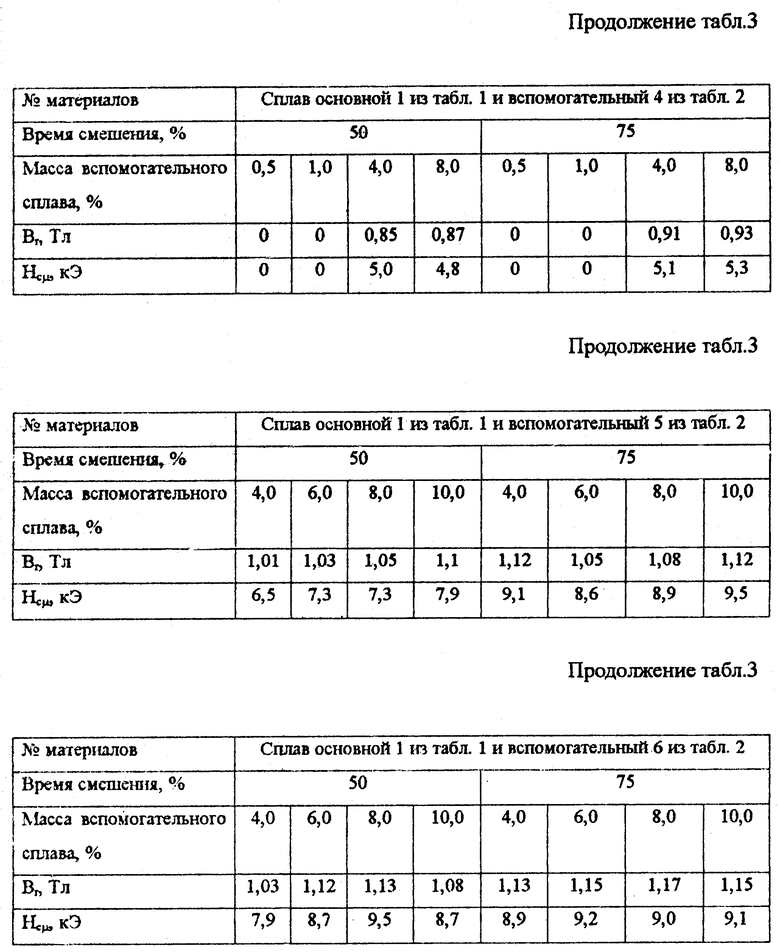
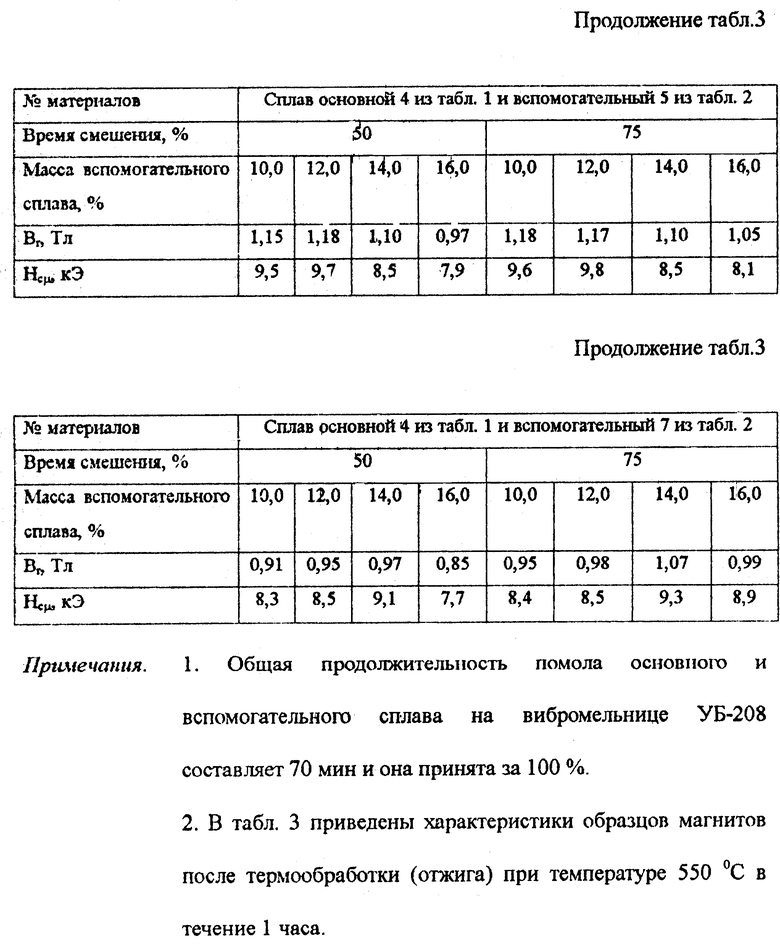
Реализация предлагаемого способа изготовления постоянных магнитов из сплавов РЗМ-железо-бор включает последовательное выполнение следующих операций: получение внепечным кальциетермическим восстановлением смесей фторидов РЗМ и железа с добавлением в шихту порошков металлического железа и феробора, а также легирующих добавок сплавов 26-40 РЗМ мас.% - 0,9-1,2 мас.% бора - остальное железо, а также вспомогательных сплавов 12-60 РЗМ мас.% - 2-4 мас. % бора - остальное железо. Основной и вспомогательный сплавы измельчают раздельно на щековой дробилке до размеров 5-7 мм, затем на конусном инерционном измельчителе до размеров 0,2-0,5 мм, после чего расчетные количества основного сплава загружают в вибромельницу для тонкого помола до крупности 5-10 мкм. Для каждого типа виброизмельчителя определяется оптимальное время помола. Так для виброизмельчителя типа УБ-208 оптимальная продолжительность измельчения навески 150-200 г составляет 70-75 мин. Помол основного сплава продолжается 40-50 мин, после чего в капсулу добавляют расчетное количество вспомогательного сплава и продолжают помол до 70-75 мин. Получаемая смесь основного и вспомогательного сплава должна обеспечивать в готовом магните 32-36 мас.% РЗМ - 0,9-1,4 мас.% бора - остальное железо.
Для других типов измельчителей и навесок сплавов время помола может изменяться, но добавка вспомогательного сплава должна проводиться во втором полупериоде суммарного времени измельчения.
Пульпу извлекают из капсул виброизмельчителя, отделяют от мелющих тел, на центрифуге отделяют порошок магнитного сплава от жидкости, последний сушат при 40-50oC в вакууме. Сухой порошок прессуют в изделия заданной формы с поперечным или продольным текстурированием частиц в магнитном поле при давлении прессования до 80-90 МПа. Полученные заготовки спекают при 1050-1120oC в вакууме при остаточном давлении 1-2•10-3 мм рт.ст. в течение 1 ч. После охлаждения заготовок до комнатной температуры проводят термообработку магнитов путем нагрева в вакууме до 525-570oC в течение 1 ч с последующей закалкой на воздухе. Готовые магниты шлифуют до заданных геометрических размеров, намагничивают и замеряют магнитные характеристики.
В табл. 1 и 2 приведены составы основных и вспомогательных сплавов, используемых для изготовления магнитов по предлагаемому способу.
В табл. 3 приведены условия изготовления и магнитные характеристики образцов магнитов при смешении основного и вспомогательного сплава на стадии тонкого измельчения.
Из данных, представленных в табл. 3 видно, что путем смешения основных и вспомогательных сплавов до заданного состава можно существенно повысить характеристики изготавливаемых магнитов.
Предложенный способ прошел производственную проверку на Сибирском химическом комбинате и обеспечивает использование более широкого спектра материалов для изготовления магнитов с заданными свойствами.
Источники информации.
1. JP, заявка 61-207545, МПК C 22 C 33/02; C 22 C 38/00. Способ получения материала для постоянных магнитов, заявлен 09.03.85. 60-45746 опублик. 13.09.86.
2. JP, заявка 1-19461, МПК C 22 C 33/02; C 22 C 1/04. Способ получения постоянного магнита, содержащего редкоземельные элементы, заявлен 12.03.85. 60-47358 опублик. 11.04.89.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЕРЕРАБОТКИ ШЛИФОТХОДОВ ОТ ПРОИЗВОДСТВА ПОСТОЯННЫХ МАГНИТОВ | 1996 |
|
RU2111833C1 |
| ЛИГАТУРА ДЛЯ ПОСТОЯННЫХ МАГНИТОВ НА ОСНОВЕ РЕДКОЗЕМЕЛЬНЫХ МЕТАЛЛОВ | 1998 |
|
RU2145642C1 |
| СПОСОБ ПОЛУЧЕНИЯ МАГНИТНЫХ СПЛАВОВ НА ОСНОВЕ РЕДКОЗЕМЕЛЬНЫХ И ПЕРЕХОДНЫХ МЕТАЛЛОВ | 1991 |
|
RU2031464C1 |
| УСТРОЙСТВО ДЛЯ МЕТАЛЛОТЕРМИЧЕСКОГО ПОЛУЧЕНИЯ РЕДКИХ И РЕДКОЗЕМЕЛЬНЫХ МЕТАЛЛОВ, СПЛАВОВ И ЛИГАТУР НА ИХ ОСНОВЕ | 1997 |
|
RU2113520C1 |
| ШИХТА ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИКИ | 1999 |
|
RU2164503C2 |
| АППАРАТ ДЛЯ МЕТАЛЛОТЕРМИЧЕСКОГО ВОССТАНОВЛЕНИЯ ГАЛОГЕНИДОВ МЕТАЛЛОВ | 1997 |
|
RU2112058C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОКОЭРЦИТИВНЫХ МАГНИТОВ ИЗ СПЛАВОВ НА ОСНОВЕ Nd-Fe-B | 2016 |
|
RU2642508C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАГНИТОВ НА ОСНОВЕ СПЛАВА РЕДКОЗЕМЕЛЬНЫЙ МЕТАЛЛ - ЖЕЛЕЗО - БОР | 1997 |
|
RU2114205C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКА ГИДРИДА СПЛАВА НА ОСНОВЕ РЕДКОЗЕМЕЛЬНОГО МЕТАЛЛА ИЗ ВТОРИЧНЫХ МАГНИТНЫХ МАТЕРИАЛОВ НА ОСНОВЕ СИСТЕМЫ РЕДКОЗЕМЕЛЬНЫЙ МЕТАЛЛ-ЖЕЛЕЗО-БОР | 2023 |
|
RU2818933C1 |
| СПОСОБ ПОЛУЧЕНИЯ РЕДКОЗЕМЕЛЬНЫХ ПОСТОЯННЫХ МАГНИТОВ | 2005 |
|
RU2321913C2 |


Постоянные магниты изготавливают путем смешения двух измельченных сплавов с различным содержанием в них РЗМ-железо-бор в соотношении, обеспечивающем в готовом магните 32-36 мас.% РЗМ, 0,9-1,4 мас.% бора, остальное - железо, затем порошок прессуют в магнитном поле, спекают и термообрабатывают. При этом для изготовления магнитов используют сплавы следующего состава, мас. %: основной сплав - РЗМ - 26-40, бор - 2-4, железо - остальное; вспомогательный сплав - РЗМ - 12-60, бор - 0,5-1, железо - остальное. Порошок вспомогательного сплава добавляют в порошок основного сплава во втором полупериоде процесса его тонкого измельчения. Приведены данные, показывающие, что для изготовления постоянных магнитов заданного состава можно использовать более широкий спектр сплавов и при этом существенно повысить характеристики изготавливаемых магнитов. 3 табл.
Основной сплав
РЗМ - 26 - 40
Бор - 0,5 - 1,0
Железо - Остальное
Вспомогательный сплав
РЗМ - 12 - 60
Бор - 2 - 4
Железо - Остальное
2. Способ по п.1, отличающийся тем, что порошок вспомогательного сплава добавляется в порошок основного во втором полупериоде процесса его измельчения.
| JP, заявка, 60-47338, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |

