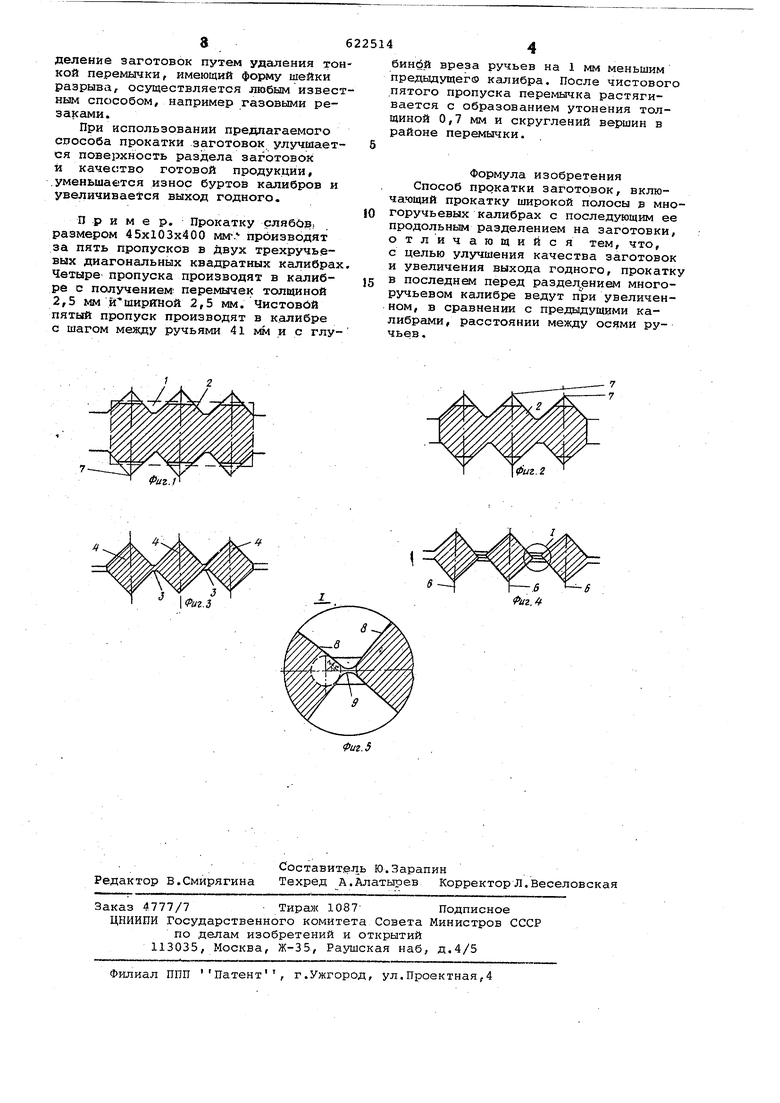
Изобретение относится к обла.сти прокатнбго производства, в частности к производству сортовых заготовок. Известен спсЭсоб прокатки заготовок, включающий прокатку широкой полосы 3 многоручьевых калибрах с последующим ее продольным разделением н заготовки. Недостатком известного способа является некачественная поверхность раздела заготовок в месте удаления перемычки. Предлагаемый способ отличается от известного тем, что прокатку в последнем перед разделением многоручьевом калибре ведут при увеличенном в сравнении с предыдущими калибрами .расстояниимежду осями ручьев. На фиг.1-5 показана схема прокатки сляб.а в многоручьевых калибрах Сляб 1 последовательно прокатывают в многоручьевом калибре 2 до получения в предчистовом калибре определенной перемычки 3, соединяющей формируемые заготовки 4, равной высоте сопряжения радиуса скруглени углов заготовки с боковой стороно заготовки, наклоненной под углом к горизонту. Например, для ромбических К квадратных заготовок толщина перемычки, определяемая высотой сопряжения радиуса округлений и сторон заготовки из геометрических построений будет равна 21 00506 (фиг.5) . После этого раскат, представляющий соединенные перемычками 3 заготовки 4, дополнительно прокатывают в калибре 5 с увеличенным расстоянием между осями 6 ручьев по сравнению с осями 7ручьев предыдущих калибров, причем обжимаются бокоАде грани 8 заготовок. 8процессе прокатки раската в дополнительном калибре за счет увеличенного шага между осями ручьев и бокового обжатия граней заготовок создается растяжение перекычки между заготовками с образованием на них шейки разрыва 9 и скруглений углов заготовок. Для качественного формирования скруглений углов заготовок;конфигурацию буртов калибра 5 необходимо выполнять соответствующей форме округлений. При этом износ буртов будет минимальным, так как в месте шейки разрыва перемычки при ее растяжений создается напряженное состояние все-, стороннего сжатия. Окончательное разделение заготовок путем удаления тонкой перемычки, имеющий форму шейки разрыва, осуществляетоя любым известным способом, например газовыми резаками.
При использовании предлагаемого способа пр окатки заготовок улучшается поверхность раздела заготовок и качество готовой продукции, .уменьшается износ буртов калибров и увеличивается выход годного.
Пример. Прокатку сляббй размером 45x103x400 мм производят за пять пропусков в двух трехручьевых диагональных квадратных калибрах Четыре пропуска производят в калибре с получением: перемычек толщиной 2,5 мм йширйгной 2,5 мм. Чистовбй пятый пропуск производят в калибре с шагом между ручьями 41 мм и с глубинбй вреза ручьев на 1 мм меньшим предыдущего калибра. После чистового пятого пропуска перемычка растягивается с образованием утонения толщиной 0,7 мм и скруглений вершин в районе перемычки.
Формула изобретения Способ прркатки заготовок, включающий прокатку широкой полосы в многоручьевых калибрах с последующим ее продольным разделением на заготовки, отличающийся тем, что, с целью улучшения качества заготовок и увеличения выхода годного, прокатку в последнем перед раздел.ением многоручьевом калибре ведут при увеличенном, в сравнении с предыдущими калибрами, расстоянии между осями ручьев.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки заготовок | 1976 |
|
SU738696A1 |
| Способ многоручьевой прокатки заготовок | 1980 |
|
SU899169A1 |
| Способ прокатки заготовок | 1977 |
|
SU778827A1 |
| Способ прокатки заготовок | 1976 |
|
SU740312A1 |
| Способ прокатки заготовок | 1976 |
|
SU623592A2 |
| Способ производства заготовок | 1979 |
|
SU820929A1 |
| Способ производства сортовых заготовоки КАлибР для ЕгО ОСущЕСТВлЕНия | 1977 |
|
SU822932A2 |
| Способ прокатки заготовок | 1979 |
|
SU816582A1 |
| Способ прокатки заготовок | 1976 |
|
SU749460A1 |
| СПОСОБ ДВУХРУЧЬЕВОЙ ПРОКАТКИ АРМАТУРНОЙ СТАЛИ | 2006 |
|
RU2327537C2 |
Puz.t
Фиг.Ь
6
Фиг.
