Изобретение относится к контактным наконечникам горелки для дуговой сварки.
Контактные наконечники сварочной горелки, используемые для автоматической или полуавтоматической дуговой сварки, имеют канал для подачи электродной проволоки, который образован в центре детали цилиндрической формы, обычно выполненной из медного сплава, который является токопроводящим материалом. Электродную проволоку пропускают сквозь этот канал. Дуговая сварка производится на конце вставленной электродной проволоки.
Передний конец контактного наконечника во время сварки подвергается воздействию высокой температуры и сильно изнашивается. Поскольку электродная проволока подается через канал, то из-за трения между ней и стенками канала первоначально круглая форма передней части отверстия канала изменяется и становится овальной. При деформировании переднего отверстия канала нарушается стабильность подачи электродной проволоки в сварочную часть. Следовательно, положение проволоки отличается от оптимального, что делает невозможной качественную дуговую сварку. Кроме того, к стенкам канала прилипают брызги и другой материал, что затрудняет проведение сварки.
Для решения вышеупомянутой проблемы было предложено много способов. Например, как описано в заявках Японии на полезную модель N Sho60-20372 и Sho62-169774, в передний конец контактного наконечника сварочной горелки, подвергаемого усиленному износу, вставлено или впаяно кольцо, выполненное из стойкого к истиранию материала. В патентах Японии N Sho61-115683 и Sho63-188477 описан способ покрытия передней части контактного наконечника керамическим колпачком. В патенте Японии N Hei6-285645 описан способ покрытия поверхности контактного наконечника термостойкой смолой. В патенте Японии N Hei5-261551 описана конструкция, в которой конец контактного наконечника представляет собой двойные трубки, причем внутренняя часть канала для проволоки представляет собой керамическую трубку. В патентах Японии N Hei5-277742 и Hei6-650 описаны конструкции, в которых весь контактный наконечник представляет собой двойные трубки.
Недостатком способов, включающих установку или впаивание кольца из стойкого к истиранию материала в контактный наконечник, которые описаны в заявках Японии на полезную модель NN Sho60-20372 и Sho62-169774, является то, что на участке установки кольца образуются трещины, зазоры и т.п. Кроме того, эти способы трудны в реализации и не обеспечивают хороших характеристик (точности) изделий. Способ покрытия переднего торца контактного наконечника керамическим колпачком, описанный в патентах Японии N Sho61-115683 и Sho63-188477, и способ покрытия поверхности контактного наконечника термостойкой смолой, описанной в патенте Японии N Hei6-285645, до некоторой степени эффективны в отношении предотвращения прилипания капель к поверхности контактного наконечника, однако они не могут решить такие фундаментные проблемы, как деформация и изнашивание канала для проволоки, и не обеспечивают долговечность наконечника. Поэтому для практического использования эти способы непригодны.
Кроме того, недостатком конструкции, описанных в патентах Японии N Hei5-261551 и Hei5-277742, которые для повышения долговечности наконечника содержат двойные трубки, является сложность их изготовления и, следовательно, более высокая стоимость. Поэтому реального применения эти конструкции не нашли.
Соответственно, целью настоящего изобретения является решение вышеупомянутых проблем и создание таких контактных наконечников, которые просты в изготовлении, имеют малую стоимость и долговечны.
Согласно одному аспекту настоящего изобретения, контактный наконечник сварочной горелки содержит тело наконечника и головку наконечника, скрепленные с помощью винтового соединения или соединения с посадкой враструб с возможностью рассоединения, причем тело наконечника выполнено из латуни, алюминия, меди с хроматом, циркониевой меди, меди с хроматом циркония или фосфористой бронзы, канал для проволоки в теле наконечника имеет диаметр, составляющий 1,03 - 1,50 диаметра проволоки, а канал для проволоки в головке наконечника имеет диаметр, составляющий 1,03 - 1,25 диаметра проволоки.
Предполагается, что полная цена изготовления контактного наконечника может быть снижена за счет того, что 1) контактный наконечник состоит из двух отдельных частей - тела наконечника и головки наконечника и 2) тело наконечника выполнено из латуни, алюминия, меди с хроматом, циркониевой меди, меди с хроматом циркония или фосфористой бронзы.
Итоговая стоимость расходных частей, таких как контактный наконечник сварочной горелки, определяется не только стоимостью их изготовления, но и сроком службы (частотой замены). Например, если за счет увеличения срока службы частота замены уменьшится, то итоговая стоимость снизится, даже если стоимость самого изделия в разумных пределах возрастет. Контактный наконечник сварочной горелки согласно настоящему изобретению позволяет более, чем вдвое увеличить срок службы и уменьшить стоимость изготовления, в результате чего достигается значительное уменьшение итоговой стоимости.
Эффект от этого уменьшения стоимости особенно заметны, когда тело наконечника, которое больше, чем головка наконечника, выполнено из мягкого материала, например латуни или алюминия. Соответственно, уменьшается стоимость материала. Кроме того, поскольку сверлильные и другие работы проводить легче, уменьшается стоимость обработки. При выполнении отверстия для формирования относительно длинного канала для проволоки в мягком материале точность обработки выше, чем в твердом материале. Кроме того, использование мягкого материала позволяет плавно направлять электродную проволоку, что снижает износ (и увеличивает срок службы).
Причина, по которой диаметр канала для проволоки в теле наконечника выбран равным 1,03 - 1,50 диаметра электродной проволоки, следующая. Если диаметр канала меньше, чем 1,03 от диаметра проволоки, то проволоку трудно пропускать сквозь канал. Если он больше, чем 1,50 диаметра проволоки, то электрический контакт ухудшается. Кроме того, если зазор между электродной проволокой и стенками канала слишком велик, то контакт между электродной проволокой и каналом не будет гладким, так что износ увеличивается.
Если диаметр канала для проволоки на торце наконечника равен 1,03 - 1,25 диаметра проволоки, то обеспечивается надежный электрический контакт и, в то же время, плавное прохождение электродной проволоки в канале. Кроме того, оказывается возможным устранить девиацию точки сварки, которая могла бы иметь место при слишком большом диаметре канала для проволоки.
Поскольку тело и головка наконечника выполнены разъемными и соединены с помощью винтового соединения или соединения с посадкой враструб, то в случае, когда головка наконечника подвергалась сильному износу вследствие нагрева, достаточно заменить только головку наконечника, что обеспечивает надежную и эффективную эксплуатацию.
Согласно другому варианту выполнения настоящего изобретения, головка контактного наконечника для сварочной горелки выполнена из меди, меди с хроматом, меди с хроматом циркония, циркониевой меди, сплава вольфрама с серебром, сплава вольфрама с медью, меди с диспергированным оксидом алюминия, бериллиевой бронзы или никелебериллиевой бронзы.
Благодаря тому, что головка наконечника выполнена из этих материалов, повышается ее износостойкость. Поскольку твердый материал идет на изготовление только относительно небольшой головки наконечника, можно уменьшить расходы на материал и на последующую его обработку. Кроме того, поскольку длина канала для проволоки невелика, сверление даже в твердом материале может быть выполнено с большой точностью, что уменьшает истирание при прохождении электродной проволоки через канал.
Согласно еще одному варианту выполнения настоящего изобретения длина канала для проволоки в головке контактного наконечника составляет 3 - 20 мм.
Если головка наконечника выполнена из твердого материала, а длина канала для проволоки превышает 20 мм, то трудно выполнить точное сверление, и сопротивление к истиранию от электродной проволоки в канале возрастет. Если длина канала для проволоки меньше 3 мм, то уменьшается реальная длина головки наконечника. Таким образом, тепловое воздействие во время сварки легко достигнет тела наконечника и, кроме того, из-за теплового воздействия головка наконечника будет сильно изнашиваться, что сведет на нет эксплуатационные преимущества этого элемента. Поэтому делать канал слишком коротким нецелесообразно.
Согласно еще одному варианту выполнения настоящего изобретения, канал для проволоки в головке наконечника на конце, ближайшем к телу наконечника, имеет расширенную коническую часть, пропускное сечение которой постепенно увеличивается по направлению к телу наконечника.
Наличие такого расширения предотвращает застревание электродной проволоки при ее пропускании из канала для проволоки в теле наконечника в канал для проволоки в головке наконечника.
Согласно еще одному варианту выполнения настоящего изобретения задний конец головки наконечника и передний конец тела наконечника имеют каждый резьбовой участок и контактную поверхность, не включающую этот резьбовой участок, причем контактные поверхности находятся в контакте друг с другом и имеют площадь, превышающую 10% площади заднего торца головки наконечника или переднего торца тела наконечника.
Если контактная поверхность меньше 10%, то уменьшается теплообмен между телом и головкой наконечника, что снижает эффективность охлаждения головки во время сварки и ухудшает электрический контакт.
Согласно еще одному варианту выполнения настоящего изобретения на периферии заднего конца головки контактного наконечника выполнен закругленный участок.
Этот закругленный участок препятствует прилипанию к головке наконечника брызг и т.п., возникающих в процессе сварки.
Согласно еще одному варианту выполнения настоящего изобретения на торце головки наконечника выбиты метки. Выбить метку на торце головки можно в то время, когда она установлена для обработки, таким образом устраняется отдельная операция по нанесению метки.
На фиг. 1 изображен вид спереди контактного наконечника для сварочной горелки согласно настоящему изобретению;
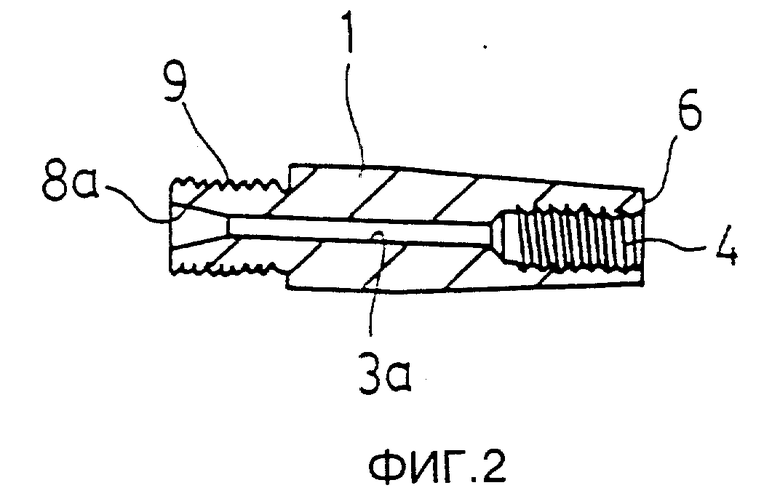
на фиг. 2 изображен разрез тела контактного наконечника;
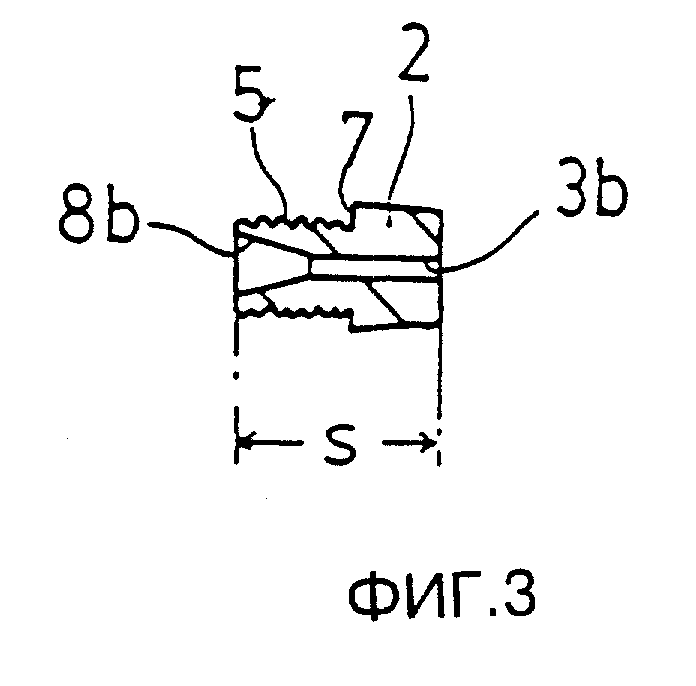
на фиг. 3 изображен разрез головки контактного наконечника;
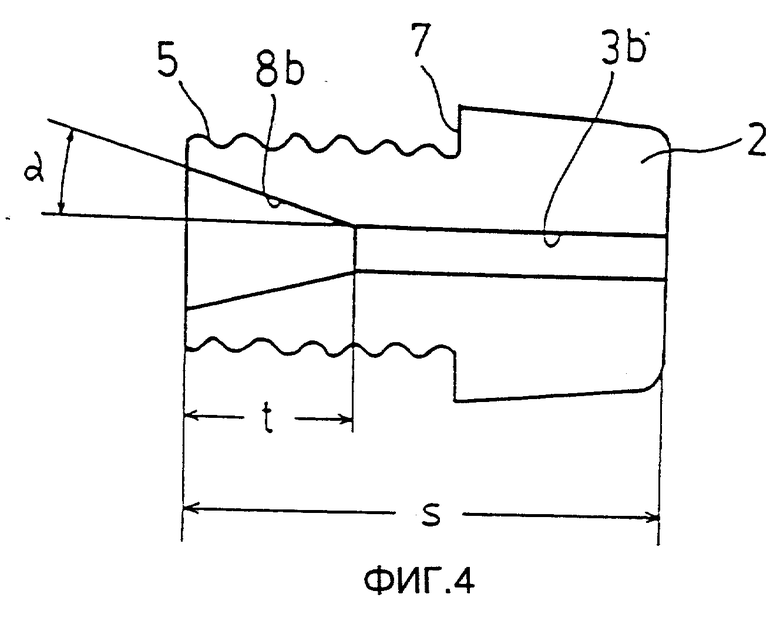
на фиг. 4 в увеличенном масштабе изображен разрез головки контактного наконечника, представленный на фиг. 3;
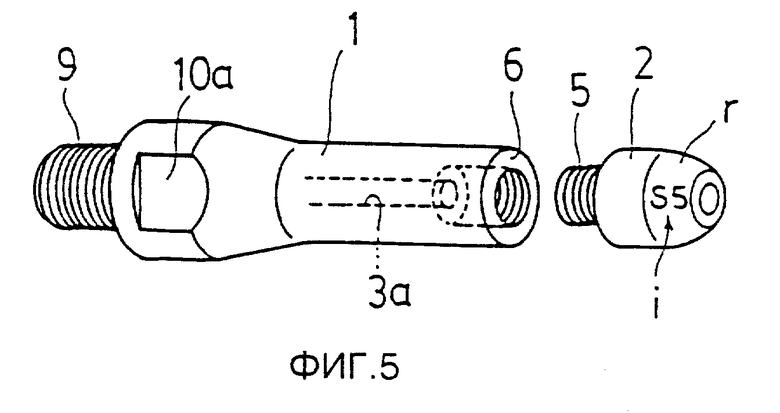
на фиг. 5 изображен в перспективе вариант конструкции, в котором на переднем конце головки наконечника образована закругленная часть.
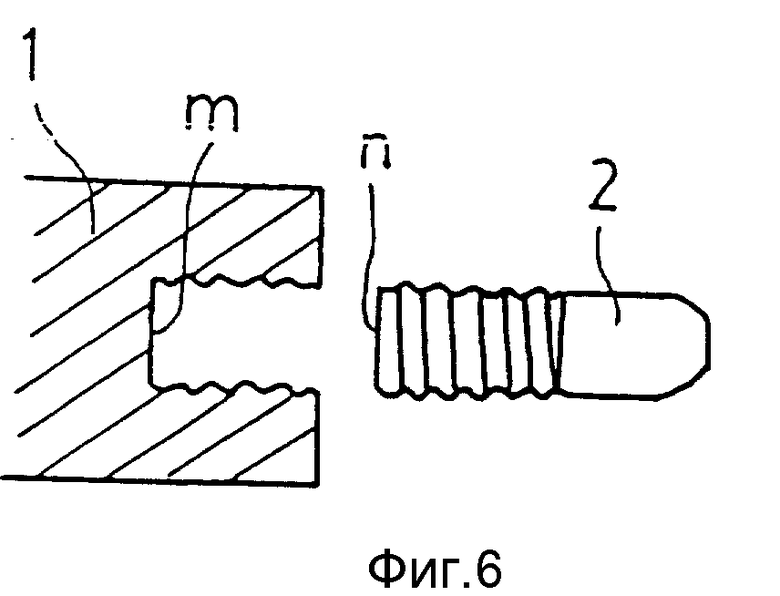
на фиг. 6 изображен вариант конструкции, в котором контактные поверхности образованы на дне винтового отверстия и торце участка с наружной резьбой;
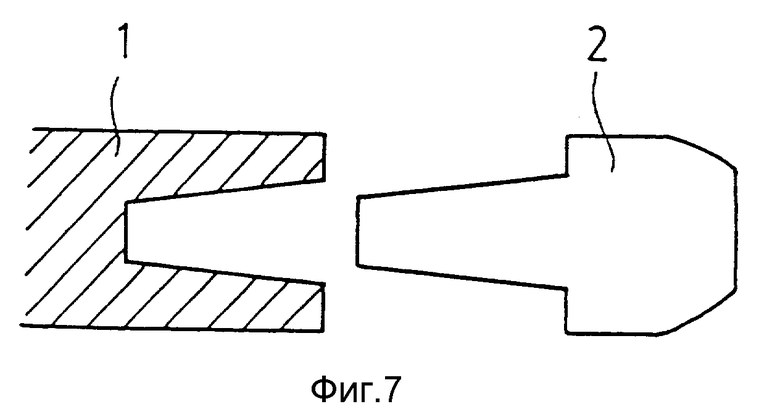
на фиг. 7 изображен вариант конструкции, в котором тело наконечника соединено с головкой наконечника с помощью соединения с посадкой враструб.
Варианты выполнения настоящего изобретения описаны со ссылками на прилагаемые чертежи.
Как показано на фиг. 1, контактный наконечник для сварочной горелки согласно настоящему изобретению содержит тело 1 наконечника и головку 2 наконечника. Контактный наконечник образован путем соединения тела 1 наконечника и головки 2 так, что они составляют одно целое. Замене подлежит только головка 2 наконечника, которая при автоматической или полуавтоматической сварке подвергается сильному износу.
Как показано на фиг. 2, тело 1 наконечника представляет собой сравнительно большую деталь в виде стержня, имеющую канал 3а для проволоки, расположенный вдоль оси. В центре передней части тела 1 выполнено винтовое отверстие 4, сообщающееся с каналом 3а для проволоки. В задней части тело 1 снабжено установочным элементом 9, который имеет наружную резьбу, для установки наконечника на горелке (не показана).
Как показано на фиг. 3, головка 2 наконечника относительно невелика и имеет часть 5 с наружной резьбой, которая выступает наружу от заднего торца головки. Вдоль ее оси выполнен канал 3b для проволоки, а часть 5 с наружной резьбой может быть ввинчена в винтовое отверстие 4 на переднем торце тела 1.
Когда часть 5 с наружной резьбой головки 2 наконечника ввинчена в винтовое отверстие 4 тела 1, тело 1 соединено с головкой 2 так, что контактная поверхность 6 на переднем торце тела 1 наконечника находится в контакте с контактной поверхностью 7 на задней стороне головки 2. Соответственно через эти контактные поверхности 6 и 7 осуществляется теплопередачи и электрический контакт между телом 1 и головкой 2 наконечника. Контактная поверхность 6 тела 1 представляет собой часть переднего торца тела 1 за исключением винтового отверстия 4. Контактная поверхность 7 головки 2 наконечника представляет собой часть заднего торца головки 2 наконечника за исключением снабженной наружной резьбой части 5. Если поверхность "дна" винтового отверстия 4 тела 1 обозначить m, а поверхность заднего торца имеющей наружную резьбу части 5 головки 2 - n, то можно сделать так, что при достижении контакта контактных поверхностей 6 и 7 путем ввинчивания части 5 с наружной резьбой дно m отверстия будет в контакте с поверхностью n заднего торца, как показано на фиг. 6. Для обеспечения достаточной теплопроводности и электропроводности контактные поверхности 6 (или m) и 7 (или n) имеют площадь, превышающую 10% площади переднего торца тела 1 наконечника и заднего торца головки 2 наконечника соответственно.
Вместо внутренней резьбы в теле 1 наконечника и наружной резьбы в головке 2 может быть выполнена наружная резьба в теле 1 и внутренняя резьба в головке 2. Кроме того, вместо винтового соединения указанных элементов может быть использовано коническое соединение или соединение с посадкой враструб, как показано на фиг. 7.
В случае винтового соединения, как показано на фиг. 1-5, когда часть 5 с наружной резьбой головки 2 вставлена в резьбовое отверстие 4 тела 1, оба канала 3a и 3b для проволоки могут находится точно на одной линии. Таким образом, электродную проволоку можно плавно подавать через каналы 3a и 3b. В задней части канала 3b головки 2 образована расширенная коническая часть 8b, открывающаяся назад с увеличением пропускного сечения. Аналогично, в задней части канала 3a тела 1 наконечника образована расширенная коническая часть 8a, открывающаяся назад с увеличением пропускного сечения. Следовательно, когда электродную проволоку пропускают от заднего конца тела 1 наконечника, ее передний конец может плавно проходить через эти части.
На поверхности тела 1 и головки 2 наконечника выполнены плоские участки 10a и 10b под зажимной инструмент, так что тело 1 и головка 2 наконечника могут быть надежно привинчены друг к другу. Затем, используя эти плоские участки 10a и 10b, можно сильно затянуть тело 1 и головку 2 наконечника гаечным ключом или другим средством.
Согласно настоящему изобретению тело 1 наконечника выполнено из латуни, меди, алюминия, меди с хроматом, циркониевой меди, меди с хроматом циркония или фосфористой бронзы. Головка 2 наконечника выполнена из меди, меди с хроматом, меди с хроматом циркония, циркониевой меди, сплава вольфрама с серебром, сплава вольфрама с медью, меди с диспергированным оксидом алюминия, бериллиевой бронзы или никелебериллиевой бронзы.
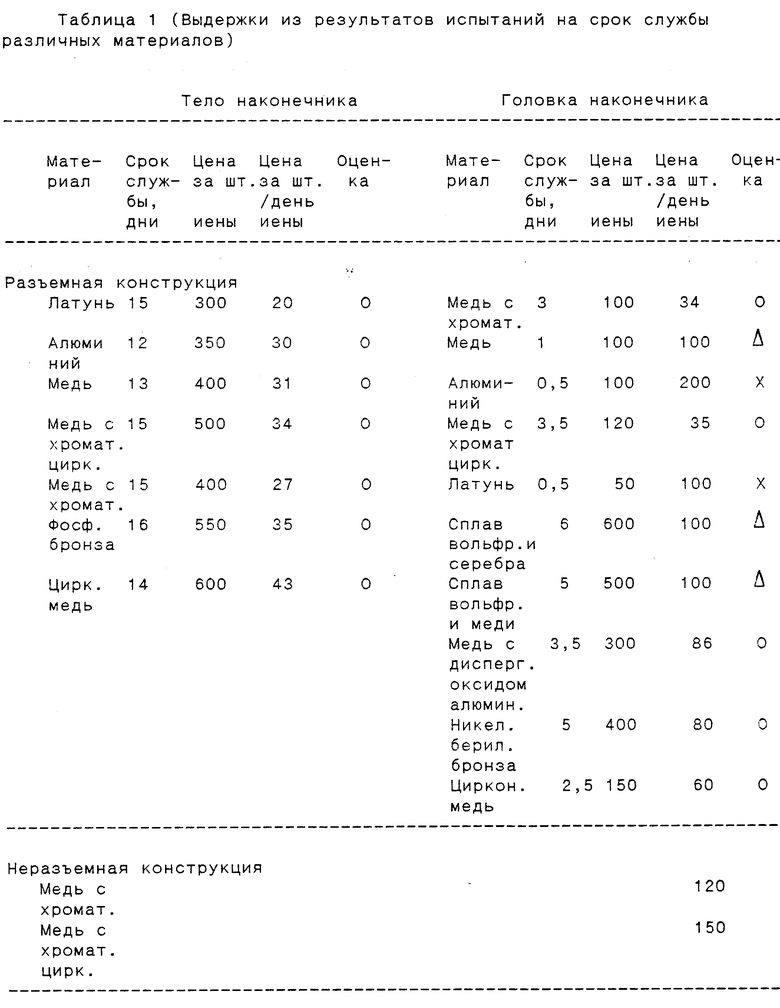
Использование этих материалов позволило снизить итоговую цену наконечника с учетом как стоимости его изготовления, так и его долговечности, что было проверено заявителем в многочисленных экспериментах с различными материалами. В табл. 1 приводятся результаты испытания на долговечность и цены для сравнения с известными цельными контактными наконечниками для сварки.
Примечания к таблице 1
Применение 1. Если головка наконечника выполнена из меди, сплава вольфрама с серебром, сплава вольфрама с медью, то, сделав тело наконечника из латуни, можно добиться, чтобы цена за штуку стала такой же, как у известных контактных наконечников.
Примечание 2. Если головка наконечника выполнена из латуни, то, сделав тело наконечника из латуни, можно добиться, чтобы цена за штуку стала такой же, как у известных контактных наконечников. Однако срок службы сократится. Поэтому это не практично.
Цена за штуку, соответствующая одному дню эксплуатации (полученная в результате деления цены за штуку на срок службы), получена из результатов испытаний на срок службы как для тела, так и головки наконечника. Известный контактный неразъемный наконечник, выполненный из меди с хроматом, стоит приблизительно 120 японских йен, а выполненный из меди с хроматом циркония, - приблизительно 150 японских йен. При использовании разъемного контактного наконечника общая стоимость тела 1 и головки 2 наконечника может быть равна или ниже 120 японских йен, то есть, стоимость известного неразъемного наконечника.
Наиболее эффективной комбинацией из перечисленных является такая, когда тело 1 наконечника выполнено из латуни, а головка 2 наконечника - из меди с хроматом или меди с хроматом циркония. В этом случае цена за штуку, соответствующая одному дню эксплуатации, равна 54 - 55 японских йен, что более, чем вдвое, ниже цены известного наконечника.
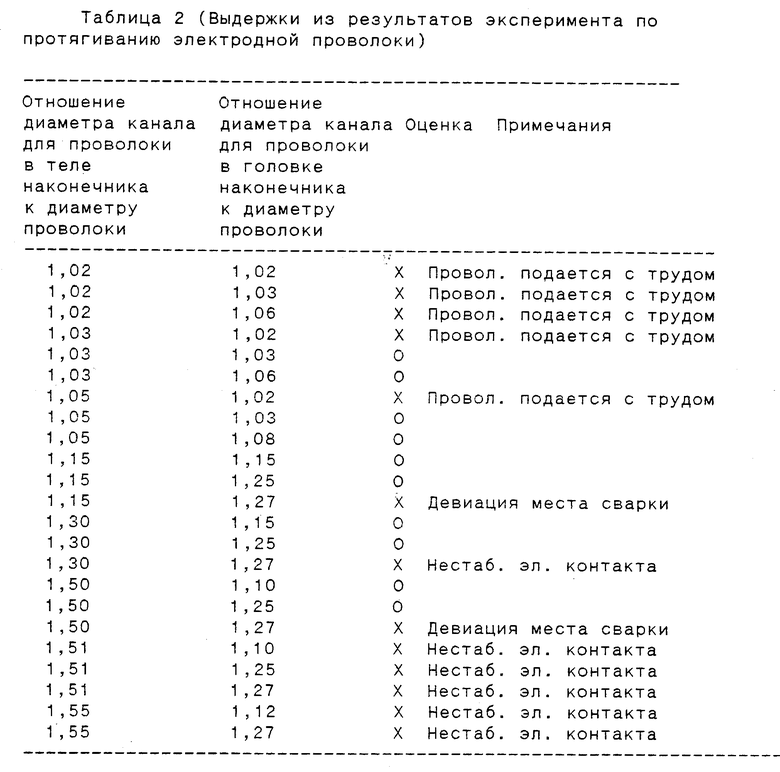
Диаметр канала 3a для проволоки в теле 1 наконечника превышает диаметр проволоки в 1,03 - 1,5 раз, а диаметр канала 3b для проволоки в головке 1 наконечника превышает диаметр проволоки в 1,03 - 1,25 раз.
Эти величины получены заявителем в результате различных экспериментов с диаметрами каналов в теле 1 наконечника и головке 2 наконечника. В табл. 2 приведены выдержки из результатов этого эксперимента.
Соответственно, если диаметр канала для проволоки в теле 1 наконечника меньше, чем 1,03 диаметра проволоки, то проволоку трудно вставить. Если он больше, чем 1,50 от диаметра проволоки, то невозможно обеспечить надежный электрический контакт, то есть условия сварки неудовлетворительные. Далее, если диаметр канала для проволоки в головке 2 наконечника меньше, чем 1,03 диаметра проволоки, то проволоку трудно подавать через канал. Если он больше, чем 1,25 от диаметра проволоки, то возможна девиация точки сварки, что делает невозможным точную сварку.
Для обеспечения стабильной сварки диаметр канала для проволоки в теле 1 наконечника должен лежать в пределах 1,05 - 1,30 от диаметра проволоки, а диаметр канала для проволоки в головке 2 наконечника должен лежать в пределах 1,05 - 1,15 диаметра проволоки. Длина s канала для проволоки в головке 2 наконечника составляет 3 - 20 мм.
Причина заключается в следующем. Если длина канала для проволоки в головке 2 наконечника меньше, чем 3 мм, такие дефекты, как износ, оплавление и т. п. могут иметь место также в канале 3 для проволоки в теле 1 наконечника. Кроме того, если канал для проволоки в головке 2 наконечника короче указанного, то ухудшаются рабочие характеристики и удобство в эксплуатации. Если длина s канала 3b для проволоки в головке 2 наконечника больше, чем 20 мм, то трудно обеспечить точность обработки этого канала. Кроме того, размеры головки 2 наконечника увеличиваются, что увеличивает ее стоимость. Как описано выше, площадь контактной поверхности 6 (поверхность m на фиг. 6) на переднем торце тела 1 наконечника составляет более 10% от полной площади переднего торца тела 1 наконечника. Если она составляет менее 10%, то тепловой контакт ухудшается настолько, что охлаждение головки 2 наконечника не будет происходить плавно. Кроме того, возможно ухудшение и электрического контакта. При площади контактной поверхности более 10% этих нарушений не происходит. В отношении площади контактной поверхности в головке 2 наконечника справедливы те же аргументы, что и для площади контактной поверхности 6 (m) для тела 1 наконечника. Площадь контактной поверхности 7 (n на фиг. 6) на передней стороне головки 2 составляет более 10% от полной площади ее передней поверхности.
Передний торец головки 2 наконечника может быть плоским, как показано на фиг. 3, однако предпочтительно, чтобы она имела закругленный участок r по всему периметру. Этот закругленный участок r, выполненный по периметру передней части головки, отражает брызги, возникающие в процессе сварки, и препятствует их прилипанию к головке. Следовательно, предупреждается ухудшение качества сварки из-за нарушения потока газа.
Для предотвращения прилипания разбрызгиваемого материала можно покрыть внешнюю поверхность головки 2 наконечника никелем, твердым хромовым покрытием или аналогичными материалами.
Кроме того, на торце могут быть выбиты различные метки. Эти метки i могут включать, например, имя изготовителя, номер партии, номер изделия и тому подобное. Если необходимо выбить на торце метку i, то это можно сделать в то время, когда головка 2 наконечника установлена для последующей обработки. Таким образом, отдельный процесс нанесения меток, применяемый для известных контактных наконечников, может быть исключен, что упрощает операцию изготовления и уменьшает стоимость изделия.
Наружный контур поперечного сечения тела 1 наконечника и головки 2 наконечника может представлять собой окружность, двенадцатиугольник, шестиугольник, пятиугольник, четырехугольник, фигуру с плоскими противоположными гранями и т.п.
Контактный наконечник для сварочной горелки имеет увеличенный срок службы и улучшает качество сварки, существенно уменьшая в итоге стоимость сварочных работ.
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрододержатель | 2018 |
|
RU2689459C1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2564657C1 |
| Аппарат и способ применения сварки вращающейся дугой | 2013 |
|
RU2662279C2 |
| Горелка для электродуговой сварки в защитных газах | 1988 |
|
SU1698000A1 |
| ГОРЕЛКА ДЛЯ РУЧНОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1990 |
|
RU2030263C1 |
| Горелка для сварки магнитоуправляемой дугой | 1989 |
|
SU1798075A1 |
| Направляющий элемент | 1978 |
|
SU749592A1 |
| Модульное устройство для подачи проволоки | 1984 |
|
SU1416283A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНОГО ГАЗА | 1991 |
|
RU2023555C1 |
| Токоподводящий мундштук | 1976 |
|
SU747648A1 |
Контактный наконечник для сварочной горелки предназначен для дуговой сварки. По центру наконечника выполнен канал для проволоки. Наконечник включает тело наконечника и головку наконечника, которые соединены с возможностью разъединения с помощью винтового соединения или соединения с посадкой враструб. Для увеличения срока службы наконечника и уменьшения общей стоимости его изготовления тело наконечника выполнено из латуни, алюминия, меди с хроматом, циркониевой меди, меди с хроматом циркония или фосфористой бронзы, а головка наконечника выполнена из меди, меди с хроматом, меди с хроматом циркония, циркониевой меди, сплава вольфрама с серебром, сплава вольфрама с медью, меди с диспергированным оксидом алюминия, бериллиевой бронзы или никелебериллиевой бронзы. Предпочтительным материалом для тела наконечника является латунь, а для головки наконечника - медь с хроматом или медь с хроматом циркония. Канал для проволоки в теле наконечника имеет диаметр, составляющий 1,03-1,25 диаметра проволоки. Следовательно, можно легко и надежно вставить элктродную проволоку, обеспечить электрический контакт и предупредить девиацию места дуговой сварки. 6 з.п.ф-лы, 7 ил., 2 табл.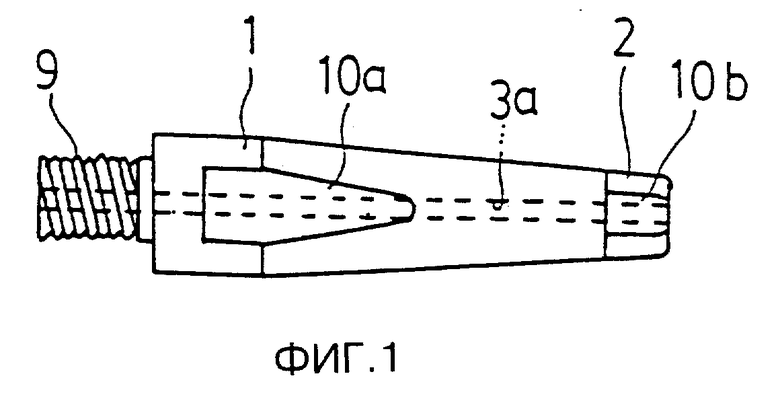
\ \ \ 1 1. Контактный наконечник для сварочной горелки, имеющий в центре канал для электродной проволоки, отличающийся тем, что он содержит тело наконечника и головку наконечника, cкрепленные с возможностью разъединения с помощью винтового соединения или соединения с посадкой враструб, причем тело наконечника выполнено из латуни, алюминия, меди с хроматом, циркониевой меди, меди с хроматом циркония или фосфористой бронзы, канал для проволоки в теле наконечника имеет диаметр, составляющий 1,03 - 1,50 от диаметра проволоки, а канал для проволоки в головке наконечника имеет диаметр, составляющий 1,03 - 1,25 от диаметра проволоки. \\\2 2. Контактный наконечник для сварочной горелки по п.1, отличающийся тем, что головка наконечника выполнена из меди, меди с хроматом, меди с хроматом циркония, циркониевой меди, сплава вольфрама с серебром, сплава вольфрама с медью, меди с диспергированным оксидом алюминия, берриллиевой бронзы или никелебериллиевой бронзы. \\\2 3. Контактный наконечник для сварочной горелки по п.1 или 2, отличающийся тем, что длина канала для проволоки в головке наконечника составляет 3 - 20 мм. \ \ \ 2 4. Контактный наконечник для сварочной горелки по любому из пп.1 - 3, отличающийся тем, что канал для проволоки в головке наконечника на конце, ближайшем к телу наконечника, имеет расширенную коническую часть, пропускное сечение которой увеличивается по направлению к телу наконечника. \\\2 5. Контактный наконечник для сварочной горелки по любому из пп.1 - 4, отличающийся тем, что задний конец головки наконечника и передний конец тела наконечника снабжены каждый резьбовым участком и контактной поверхностью, не включающей этот резьбовой участок, при этом контактные поверхности находятся в контакте друг с другом и имеют площадь, превышающую 10% от площади заднего торца головки наконечника или переднего торца тела наконечника. \\\2 6. Контактный наконечник для сварочной горелки по любому из пп.1 - 5, отличающийся тем, что на периферии заднего конца головки наконечника выполнен закругленный участок. \ \\2 7. Контактный наконечник для сварочной горелки по любому из пп.1 - 6, отличающийся тем, что на торце головки наконечника выбиты метки.
| SU, авторское свидетельство, 1706800, A1, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| SU, авторское свидетельство, 1698006, A1, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
