Изобретение относится к способам и устройствам для смешивания и диспергирования гомогенных сред и может быть использовано на предприятиях химической, нефтехимической, пищевой и фармацевтической промышленности для производства полимерной продукции и паст.
Известен процесс пластикации вулканизированной резины, который состоит в продавливании перерабатываемого материала через узкий и очень длинный зазор, температура в котором может регулироваться за счет внешних источников [1]. Процесс осуществляется в шнековом аппарате, причем шнек обеспечивает транспортировку вулканизованной резины к зазору и создает необходимое давление.
Известен процесс деструкции полимерного материала, который реализуется в устройстве, состоящим из ряда последовательно расположенных статоров и роторов, имеющих винтовую поверхность [2] . Деструкция полимерного материала осуществляется за счет особой, волнообразной формы роторов и статоров, наличия многозаходных винтовых поверхностей и наличия специальных фильтров, которые пропускают продеструктированный полимерный материал и задерживают непродеструктированный, в результате чего он подвергается повторной деструкции.
Наиболее близким аналогом заявляемого способа является процесс, описанный в патенте Франции [3], по которому обработку полиизобутилена высокой степени полимеризации проводят под действием усилий сдвига в экструдере в трех зонах деструкции, связанных между собой зонами транспортировки, причем каждая из зон содержит узкую щель, разграниченную двумя поверхностями вращения, вращаемыми одна относительно другой вокруг общей оси.
Данный способ характеризуется тем, что в первую зону подают полиизобутилен, нагретый до температуры 150-250oC, поддерживая в зоне путем наружного охлаждения температуру в указанных параметрах и создавая поле усилий сдвига с градиентом скорости в пределах 100-300 с-1, во второй зоне при температуре 250-400oC поддерживают поле усилия сдвига с градиентом скорости в пределах 300-700 с-1, а в третьей зоне при температурах 150-300oC поддерживают поле усилия сдвига с градиентом скорости меньшим, чем градиент скорости во второй зоне.
Осуществляют способ на устройстве, содержащем корпус и вал шнека, состоящего из нескольких витков резьбы и нескольких участков без резьбы, при этом корпус устройства разделен на три камеры в соответствии с зонами обработки.
Общими недостатками аналогов являются недостаточная стабильность свойств, неудовлетворительная однородность получаемого материала и ограниченная управляемость процесса.
Задачей изобретения является интенсификация процесса диспергирования и/или гомогенизации полимерного материала, возможность гибкого управления процессом и получения материала с требуемым комплексом свойств, а техническим результатом - создание эффективного, за счет сокращения кратности обработки, способа переработки полимерного материала.
Для достижения технического результата предложена трехзонная обработка полимерного материала, при этом в первой зоне загружаемый в виде крошки полимерный материал разогревают до 100-250oC за счет диссипации механической энергии при вращении ротора устройства со скоростью 200-2000 об/мин, в результате чего полимерный материал пластицируется в зазоре между цилиндрами трения; регулируемый теплосъем осуществляется с помощью охлаждаемой жидкостью рубашки, благодаря чему температура в зоне поддерживается в установленных пределах.
Во второй зоне создают давление 10-80 кПа и поднимают температуру до 150-300oC, в результате чего происходит начальная фаза деструкции пластицированного полимерного материала; избыток тепла при этом отводится с помощью регулируемо охлаждаемой рубашки устройства, благодаря чему обеспечивается плавный подъем температуры в зоне.
В третьей зоне осуществляют процесс собственно деструкции полимерного материала при температуре 200-350oC и давлении 10-90 кПа; температура в зоне при этом также регулируется с помощью охлаждаемой жидкостью теплоотводящей рубашки.
Первая зона I (см. фиг. 1) находится между загрузочным патрубком устройства и выходом с зазора поверхности трения. Полимерный материал подается на ротор, вращающийся с указанной скоростью, благодаря чему осуществляется переход механической энергии в тепловую; в зазорах поверхностей трения полимерный материал пластицируется.
Вторая зона обработки (II) расположена между выходом с зазора поверхностей трения и выходом из подшипников качения. Указанные температура и давление создаются за счет запирания потока пластицированного полимерного материала подшипниками качения, при этом в зазорах между цилиндрическими элементами пластицированный поток обрабатываемого материала разбивается на микрообъемы.
Третья зона обработки (III) находится между выходом с зазора первого подшипника качения до выхода с зазора второго подшипника качения, где и завершается обработка микрообъемов жидкотекучей фазы полимерного материала при указанных температурах и давлении.
Скорость подачи полимерного материала и давление регулируют посредством ротора устройства, подшипников качения и поверхностей трения. Таким образом, степень деструкции исходного полимерного материала регулируется посредством изменения скорости вращения ротора устройства, а также выбором соответствующих данному полимерному материалу значений температуры в рабочих зонах.
Надлежащее качество конечной продукции, а именно узкое молекулярно-массовое распределение (Mn/Mw < 3,5) полимерного материала и незначительное содержание летучих примесей обеспечивается выбранной конструкцией аппарата, а также благодаря кратковременности термического воздействия на полимерный материал.
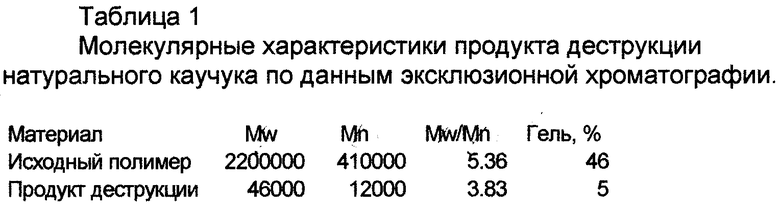
Пример 1. Натуральный каучук марки "смокин-шит" в количестве 10 кг загружается в загрузочный патрубок устройства при вращающемся роторе. Скорость вращения ротора составляет 1000 об/мин. В первой зоне устройства полимерный материал разогревается до 190oC, пластицируется в зазоре между поверхностями трения и поступает во вторую зону, где создается давление 50 кПа, температура 260oC и происходит начальная фаза деструкции полимерного материала. Затем полимерный материал поступает в третью зону устройства, где создается температура 300oC, давление 60 кПа и осуществляется процесс деструкции. Из разгрузочного патрубка выходит продеструктированный полимер в виде вязкой жидкости коричневого цвета в количестве 9,8 кг. Молекулярные характеристики исходного и конечного полимерного материалов приведены в табл.1.
Пример 2. Бутилкаучук марки БК-1675Т в количестве 10 кг загружается в загрузочный патрубок устройства при вращающемся роторе. Скорость вращения ротора составляет 1000 об/мин. В первой зоне устройства полимерный материал разогревается до 200oC, пластицируется в зазоре между поверхностями трения и поступает во вторую зону, где создается давление 55 кПа, температура 280oC и происходит начальная фаза деструкции полимерного материала. Затем полимерный материал поступает в третью зону устройства, где создается температура 320oC, давление 70 кПа и осуществляется процесс деструкции. Из разгрузочного патрубка выходит продекструктированный полимер в виде вязкой бесцветной жидкости в количестве 9,8 кг. Молекулярные характеристики исходного и конечного полимерных материалов приведены в табл.2.
Пример 3. Сополимер этилена с пропиленом марки СКЭП-60 в количестве 10 кг загружается в загрузочный патрубок устройства при вращающемся роторе. Скорость вращения ротора составляет 1000 об/мин. В первой зоне устройства полимерный материал разогревается до 220oC, пластицируется в зазоре между поверхностями трения и поступает во вторую зону, где создается давление 70 кПа, температура 290oC и происходит начальная фаза деструкции полимерного материала. Затем полимерный материал поступает в третью зону устройства, где создается температура 330oC, давление 80 кПа и осуществляется процесс деструкции. Из разгрузочного патрубка выходит продеструктированный полимер в виде вязкой светло-коричневой жидкости в количестве 9,5 кг. Молекулярные характеристики исходного и конечного полимерных материалов приведены в табл. 3.
Известно устройство роторного типа для обработки гомогенных сред, снабженное размещенным между внутренней и наружной обоймами подшипников обечайки с направляющими, расположенными на обеих сторонах обечайки по винтовой линии; угол наклона направляющих к плоскости, перпендикулярной оси вращения подшипников, равен 10-30; направляющие, расположенные на наружной поверхности обечайки, установлены по винтовой линии в направлении вращения подшипников, а направляющие на внутренней поверхности обечайки - против направления вращения подшипников [4].
Наиболее близким аналогом заявляемого устройства является роторный аппарат, содержащий цилиндрический корпус с рубашкой для охлаждения, загрузочный и разгрузочный патрубки и рабочий орган, выполненный в виде ротора с каскадом подшипников качения [5].
Общими недостатками аналогов являются невысокая производительность и высокое энергопотребление.
Технический результат при разработке заявляемого устройства - повышение производительности за счет сокращения кратности обработки. Для этого устройство, по сравнению с его ближайшим аналогом, снабжено по крайней мере двумя поверхностями трения, образующими зазор между собой, расположенными перед каскадом подшипников. Подшипники качения выполнены в виде коаксиально расположенных конических поверхностей с размещенными между коническими элементами, прилегающими друг к другу. Поверхности трения выполнены в виде конических поверхностей - внутренней и наружной, расположенных таким образом, что площадь проходного сечения, образованного поверхностями на входе обрабатываемого полимерного материала, относится к площади проходного сечения, образованного на выходе обрабатываемого материала, как 1:1,5 - 1:2,5.
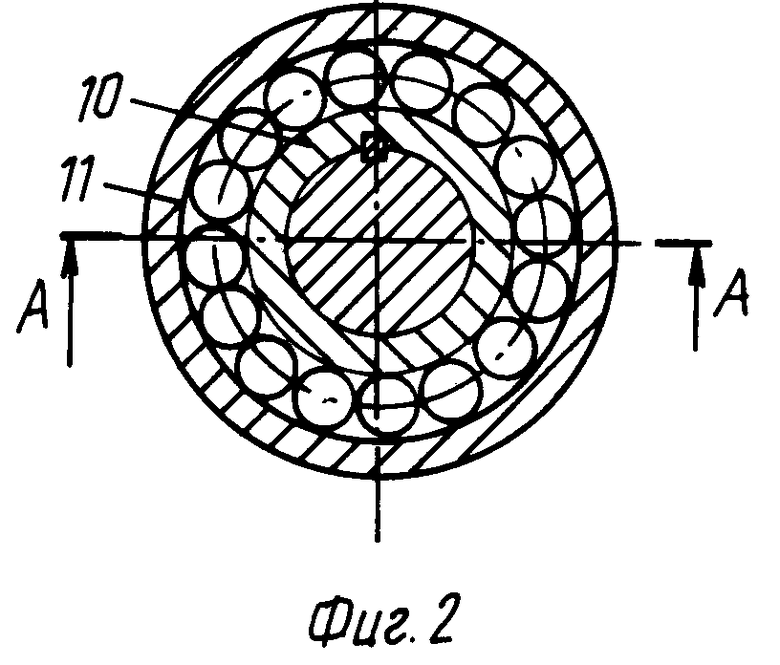
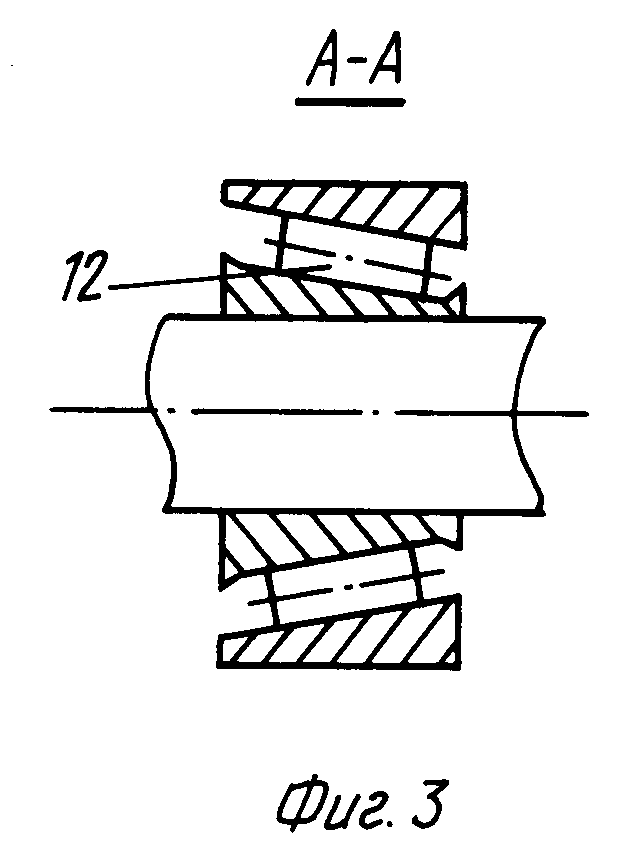
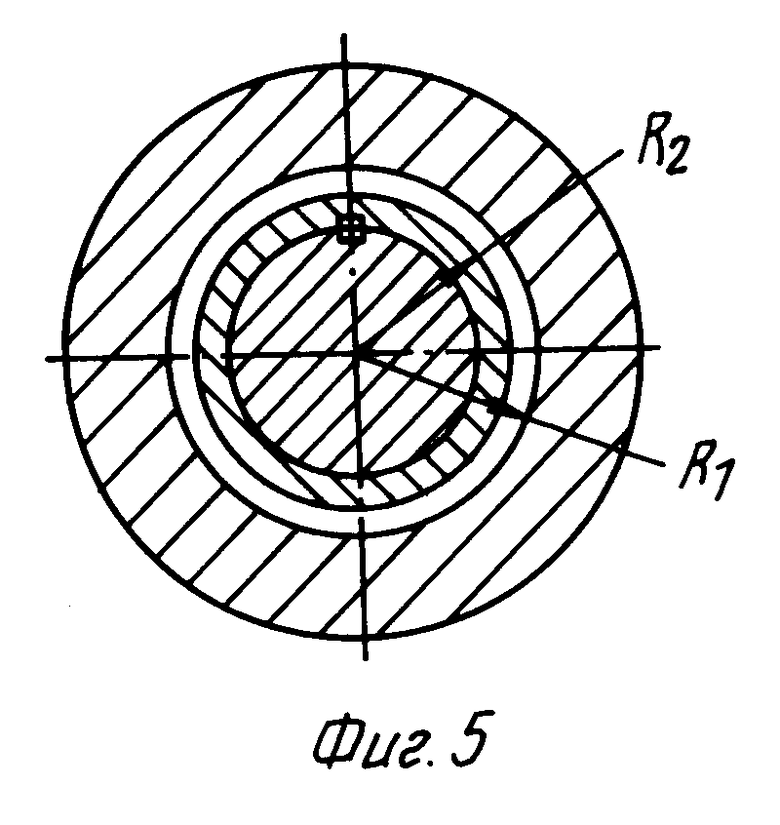
Заявляемое устройство иллюстрируется на чертежах: фиг.1 - устройство в разрезе; фиг.2 - подшипники качения; фиг.3 - разрез по линии A-A фиг.2; фиг. 4 - поверхности трения; фиг.5 - разрез по линии B-B фиг.4; фиг.6 - разрез по линии C-C фиг.4. Цифрами I, II и III обозначены вышеупомянутые зоны обработки.
Устройство (фиг.1) содержит цилиндрический корпус 1 с рубашками для охлаждения 2, загрузочный 3 и разгрузочный 4 патрубки, рабочий орган, выполненный в виде ротора 5 с каскадом подшипников качения 6. Устройство снабжено по крайней мере двумя поверхностями трения 7 и 8, образующими между собой зазор 9, и расположенными перед каскадом подшипников. Подшипники качения (фиг. 2) выполнены в виде коаксиально расположенных конических поверхностей 10 и 11 с расположенными между ними цилиндрическими элементами 12, прилегающими друг к другу (фиг.3).
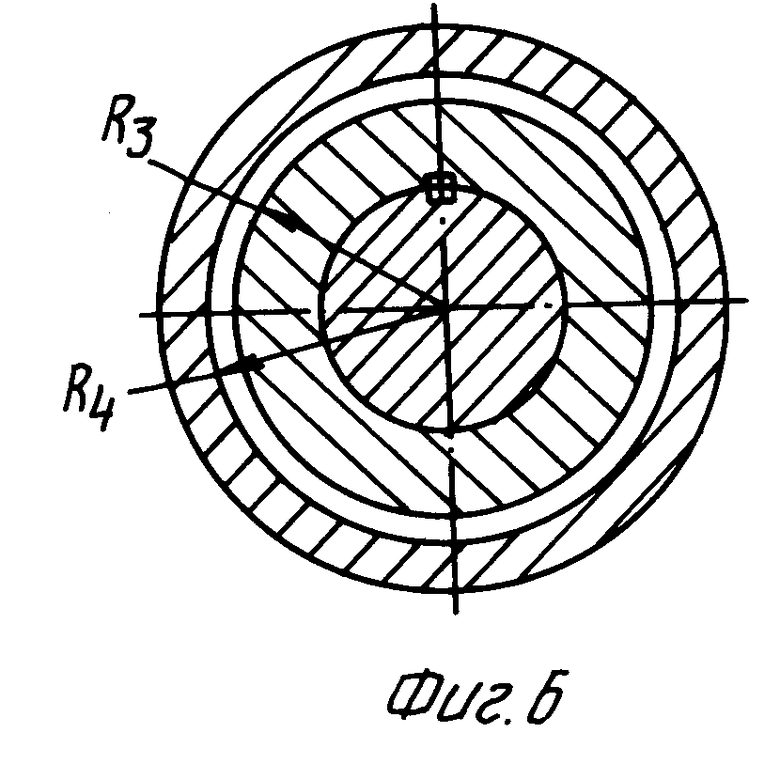
Поверхности трения 7 и 8 (фиг.4) выполнены в виде конических поверхностей - внутренней 13 цилиндра 7 и наружной 14 цилиндра 8, расположенных таким образом, что площадь проходного сечения S1, образованного поверхностями на входе обрабатываемого материала относится к площади проходного сечения S2, образованного поверхностями на выходе обрабатываемого материала, как 1:1,5 - 1:2,5 (фиг.5 и 6):
S1 = n(R1-R2)2; S2=n(R4-R3)2
S1:S2 = 1:1,5 -1:2,5
Устройство работает следующим образом. В загрузочный патрубок 3 поступает измельченный полимерный материал, который в соответствии со способом обработки в зоне 1, попадая на ротор 5, разогревается до 100-250oC за счет диссипации энергии при вращении ротора 5 устройства со скоростью 200-2000 об/мин, в результате чего полимерный материал пластицируется в зазоре 9 между цилиндрами трения 7 и 8.
В зоне II (между выходом с зазора 9 поверхностей трения 7 и 8 и выходом из первого подшипника качения 6) создается давление 10-80 кПа и температура 150-300oC за счет запирания потока пластицированного полимерного материала подшипником качения 6, при этом в зазорах между элементами 12 пластицированный поток обрабатываемого материала разбивается на микрообъемы и происходит начальная фаза деструкции.
В зоне III (между выходом с зазора первого подшипника качения 5 и выходом с зазора второго подшипника качения 6) при температуре 200-350oC и давлении 10-90 кПа осуществляется собственно деструкция полимерного материала и получение конечной продукции, выходящей из разгрузочного патрубка 4.
Во всех зонах обработки температура поддерживается постоянной благодаря рубашке для охлаждения, отводящей избыточное тепло. В зависимости от вида полимерного материала скорость подачи обрабатываемого материала регулируется посредством ротора 5. Устройство не имеет приспособлений для дегазации.
Производительность устройства составляет до 300 кг/час.
По сравнению с аналогичными способами и устройствами изобретение имеет ряд преимуществ:
отсутствует необходимость во внешнем подводе тепла, тепло образуется в процессе самой обработки материала;
возможен контроль процесса и регулировка характеристик полимерного продукта (вязкость, молекулярная масса) в широком диапазоне, благодаря выбору соответствующих значений температуры и давления в рабочих зонах.
Источники информации:
1. Патент Великобритании N 657614, 1951
2. Патент США N 5115988, 1992
3. Патент Франции N 2033134, 1970
4. Авт.свид.СССР N 860848, 1981
5. Авт.свид.СССР N 314540, 1969а
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ НИЗКОМОЛЕКУЛЯРНОГО ПОЛИИЗОБУТИЛЕНА И РОТОРНЫЙ АППАРАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2117017C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НИЗКОМОЛЕКУЛЯРНЫХ КАУЧУКОВ И РОТОРНЫЙ АППАРАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2193046C1 |
| СПОСОБ ОБРАБОТКИ ПОЛИМЕРНОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2134639C1 |
| СПОСОБ ОБРАБОТКИ ПОЛИМЕРНОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2200739C1 |
| СПОСОБ ДЕСТРУКЦИИ ЭЛАСТОМЕРНОГО МАТЕРИАЛА И ДИСПЕРГАТОР ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1997 |
|
RU2145282C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ НИЗКОМОЛЕКУЛЯРНЫХ ПОЛИОЛЕФИНОВ | 2003 |
|
RU2246505C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЭТИЛЕН-ПРОПИЛЕНОВЫХ СОПОЛИМЕРОВ | 1999 |
|
RU2162473C1 |
| Пластикатор кондитерской массы | 1988 |
|
SU1606092A1 |
| ИСКУССТВЕННАЯ ДРЕВЕСНАЯ МУКА, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕЕ ПОЛУЧЕНИЯ, ПЛИТА, ПОЛУЧЕННАЯ НА ОСНОВЕ ИСКУССТВЕННОЙ ДРЕВЕСНОЙ МУКИ, СПОСОБ И УСТРОЙСТВО ЭКСТРУЗИОННОГО ФОРМОВАНИЯ ТАКОЙ ПЛИТЫ (ВАРИАНТЫ) | 1995 |
|
RU2129485C1 |
| СПОСОБ ДЕСТРУКЦИИ ЭЛАСТОМЕРНОГО МАТЕРИАЛА | 2006 |
|
RU2325277C1 |



Изобретение относится к способам и устройствам для смешения и диспергирования гомогенных сред. Технический результат - создание эффективного за счет сокращения кратности обработки способа обработки полимерного материала. Предложена трехзонная обработка полимерного материала, при этом в первой зоне загружаемый полимерный материал разогревают до 100 - 250oC за счет диссипации механической энергии при вращении ротора устройства со скоростью 200 - 2000 об/мин, в результате чего полимерный материал пластицируется в зазоре между цилиндрами трения; во второй зоне создают давление 10 - 80 кПа и поднимают температуру до 150 - 300oC, в результате чего происходит начальная фаза деструкции пластицированного полимерного материала; в третьей зоне осуществляют процесс собственно деструкции полимерного материала при температуре 200 - 350oC и давлении 10 - 90 кПа. Узкое молекулярно-массовое распределение (Mn/MW < 3,5) полимерного материала и незначительное содержание летучих обеспечивается конструкцией аппарата и кратковременным термическим воздействием на полимер. Устройство содержит цилиндрический корпус с рубашками для охлаждения, загрузочный и разгрузочный патрубки, рабочий орган, выполненный в виде ротора с каскадом подшипников качения. Устройство снабжено по крайней мере двумя поверхностями трения, образующими между собой зазор и расположенными перед каскадом подшипников. Поверхности трения выполнены в виде внутренней и наружной конических поверхностей. Площадь проходного сечения, образованного поверхностями на входе обрабатываемого полимерного материала, относится к площади проходного сечения, образованного поверхностями на выходе обрабатываемого материала, как 1 : 1,5 - 1 : 2,5. 2 с.п.ф-лы, 3 табл., 6 ил.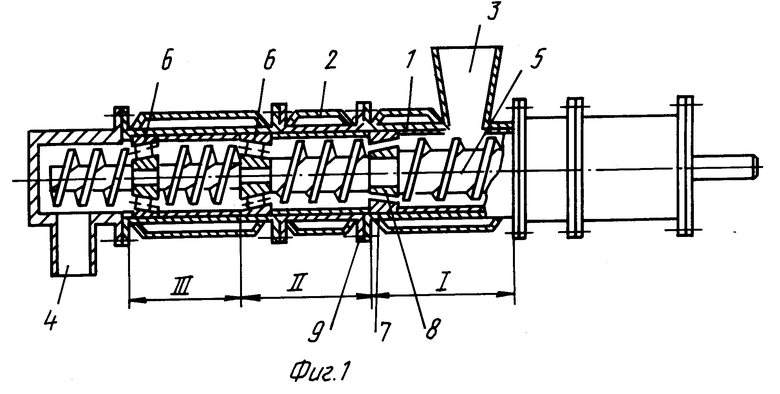
| УСТРОЙСТВО ДЛЯ ВИБРОМАССАЖА | 1991 |
|
RU2033134C1 |
| ДИСПЕРГАТОР | 0 |
|
SU314540A1 |
| Роторный аппарат | 1979 |
|
SU860848A1 |
| Устройство для контроля двоичного счетчика | 1976 |
|
SU657614A1 |
| US 5115988 A, 1992. | |||

