Изобретение относится к прокатному производству; в частности к подготовке технологической смазки для тонколистовой холодной прокатки.
Цель изобретения - повышение скорости прокатки и качества полос путем повышения гомогенности и стабильности смазки.
Технологическую смазку в виде механической смеси кориандрового масла и воды с массовой концентрацией 30% подвергают обработке акустическими колебаниями с частотой 7,2 кГц со звуковым давлением 155 дБ. Обработку осуществляют в непрерывном режиме при прокачивании смеси через камеру озвучивания. Частоту колебаний устанавливают изменением скорости вращения электродвигателя вибратора, а интенсивность звукового давления - амплитудой колебаний. Технологическую смазку
после обработки подают к валкам и полосе непрерывного 6-клетьевого стана 1400 и осуществляют холодную прокатку полос сечением 0,20x1280 мм со скоростью 32 м/с. Готовую полосу сматывают в рулон. На агрегате продольной резки осуществляют обрезку кромок и отбраковку дефектных участков полосы. При этом выход годной холоднокатаной полосы составляет 97%.
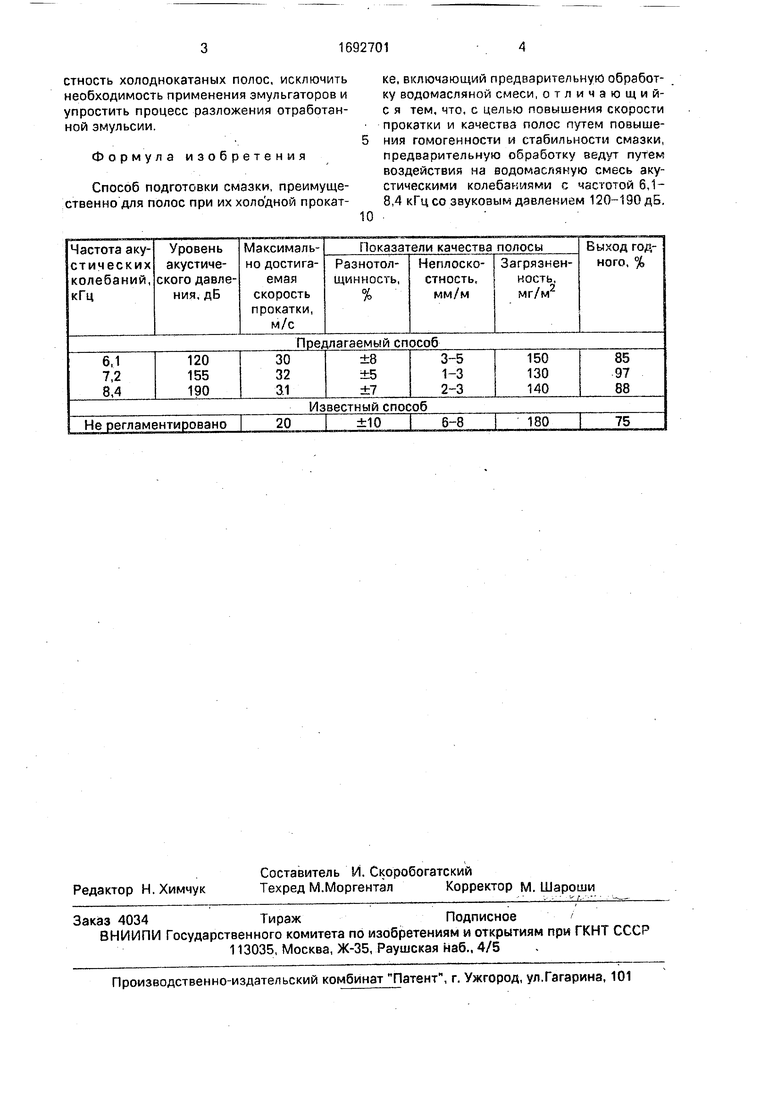
Предлагаемые и известный режимы подготовки смазки, а также показатели эффективности процесса прокатки приведены в таблице.
Обработка технологической смазки акустическими колебаниями с частотой 6,1- 8,4 кГц с звуковым давлением 120-190 дБ повышаеть смазочную эффективность масляной компоненты смазки, ее стабильность и гомогенность. Это позволяет повысить скорость прокатки, точность и плоско
о ю
hO х| О
стность холоднокатаных полос, исключить необходимость применения эмульгаторов и упростить процесс разложения отработанной эмульсии.
Формула изобретения
Способ подготовки смазки, преимущественно для полос при их холодной прокат0
ке, включающий предварительную обработку водомасляной смеси, отличающий- с я тем, что, с целью повышения скорости прокатки и качества полос путем повышения гомогенности и стабильности смазки, предварительную обработку ведут путем воздействия на водомасляиую смесь акустическими колебаниями с частотой 6,1- 8,4 кГц со звуковым давлением 120-190 дБ.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДГОТОВКИ СМАЗКИ | 1997 |
|
RU2119835C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОС | 1998 |
|
RU2123398C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ТОНКИХ ПОЛОС ИЗ МАЛОУГЛЕРОДИСТОЙ СТАЛИ | 2008 |
|
RU2387506C2 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ ВАЛКОВ ЛИСТОПРОКАТНОЙ КЛЕТИ | 1998 |
|
RU2127161C1 |
| СПОСОБ ОЧИСТКИ ПОВЕРХНОСТИ ХОЛОДНОКАТАНОЙ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ ПЕРЕД НАНЕСЕНИЕМ ПОКРЫТИЙ | 2021 |
|
RU2771904C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ТОНКИХ СТАЛЬНЫХ ПОЛОС | 1997 |
|
RU2124955C1 |
| Способ производства холоднокатаных полос | 1988 |
|
SU1614873A1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ПОЛОСЫ | 2000 |
|
RU2205074C2 |
| Способ производства электротехнической анизотропной стали | 2021 |
|
RU2779121C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ПРОКАТНОГО ВАЛКА | 1999 |
|
RU2147944C1 |
Изобретение относится к прокатному производству, в частности к смазке полосы и рабочих валков в процессе тонколистовой холодной прокатки. Цель изобретения - повышение скорости прокатки и качества полос путем улучшения качества смазки. Водо- масляную смесь (смазку) подвергают обработке акустическими колебаниями с частотой 6,1-8,4 кГц и звуковым давлением 120-190 дБ. Такая смазка сохраняет свои смазочные свойства при повышенных скоростях и температурах прокатки. Это позволяет повысить скорость прокатки без разрушения смазочной пленки в очаге деформации и образования микоосхватыва- ния при пластическом контактном скольжении металла по поверхности валка Стабилизация работы прокатной клети позволяет уменьшить колебания усилий прокатки, прогибы валков, а следовательно, повысить точность и плоскостность холоднокатаных полос. 1 табл.
| Авторское свидетельство СССР № 1322552,кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Авторское свидетельство СССР № 1151388, кл В 21 В 27/06, 1985. | |||
