Изобретение относится к обработке металлов давлением, в частности к штамповке длинномерных крупногабаритных обшивок сложной формы из листовых заготовок, и может быть использовано в авиакосмической, судостроительной и других отраслях промышленности.
Известен пуансон для формообразования крупногабаритных листовых деталей, выполненный цельнолитым (Е. Н.Мошнин Технология штамповки крупногабаритных деталей, М., Машиностроение, 1973, с. 196, рис. 92).
Недостатком данного пуансона являются сложность его отливки из-за большой массы металла, ограниченные возможности при изготовлении из-за отсутствия мощных плавильных печей, большая трудоемкость изготовления и большая металлоемкость.
Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому техническому решению является конструкция составного пуансона для формообразования длинномерных крупногабаритных обшивок (Е.Н.Мошнин. Технология штамповки крупногабаритных деталей, М., Машиностроение, 1973, с. 197, рис. 94). По техническим возможностям цехов-изготовителей пуансон выполнен разъемным из двух половин, которые стягиваются восемью болтами диаметром 64 мм. В заводской практике вместо сложного громоздкого и дорогостоящего составного пуансона применяется упрощенная оснастка, состоящая из одного составного обтяжного пуансона, выполненного по форме заданной детали. Составной пуансон соответствует вышеприведенной конструкции с той лишь разницей, что он собирается не из двух половинок, а из трех и более, которые прикреплены к опорной раме.
Указанная конструкция составного пуансона для обтяжки длинномерных обшивок имеет существенные недостатки. Для такого пуансона требуется рама большой жесткости. Из-за значительных габаритов (3х9 и более метров) большая металлоемкость пуансона с опорной рамой и сложностью конструкции из-за необходимости изготовления опорной рамы.
Технической задачей изобретения является упрощение конструкции пуансона, снижение металлоемкости конструкции и снижение трудоемкости ее изготовления.
Составной пуансон обтяжки длинномерных обшивок выполнен в виде соединенных между собой по поперечному стыку секций с внутренним ребром жесткости, секции дополнительно соединены по продольному стыку, проходящему через упомянутое ребро жесткости крепежными деталями по имеющимся на нем выступу и впадине, а поперечные стыки расположены по обеим сторонам от продольного стыка и разнесены.
Такая конструкция составного пуансона позволяет исключить опорную раму большой жесткости, трудоемкость ее изготовления, уменьшить не только общую металлоемкость составного пуансона, а и отдельных его секций, упрощает конструкцию и позволяет из унифицированного набора секций пересобирать составной пуансон для различных по форме деталей.
Сущность изобретения поясняется графическими материалами, где:
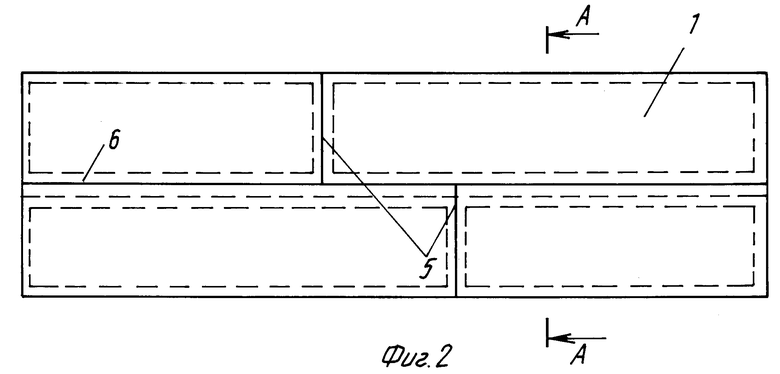
фиг. 1 - общий вид составного пуансона;
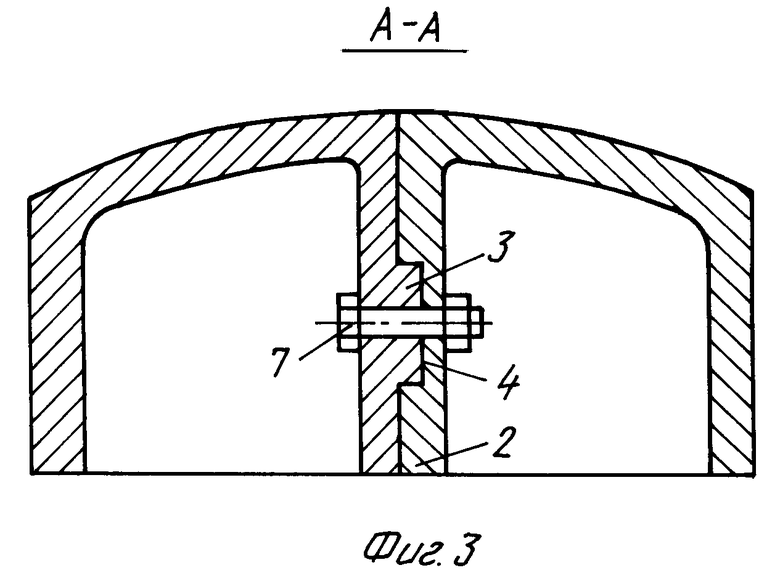
фиг. 2 - вид сверху;
фиг. 3 - сечение по А-А.
Составной пуансон состоит из отдельных секций 1, имеющих на внутреннем ребре жесткости 2 продольный ступенчатый выступ 3 или впадину 4 соответственно стыковке и сборке их. Поперечные стыки 5 составного пуансона разнесены по обеим сторонам от продольного стыка 6. По выступам 3 и впадинам 4 ребер 2 продольного стыка 6 выполнена стяжка 7, например, болтами.
Обтяжка длинномерных обшивок по предлагаемому составному пуансону производится на существующем оборудовании, например, на обтяжных прессах PO-3M или других.
Предлагаемый составной пуансон позволяет исключить опорную раму, тем самым упростить конструкцию и снизить трудоемкость его изготовления, уменьшить металлоемкость всего пуансона и отдельных его секций, кроме того быстро пересобирать составной пуансон из унифицированных секций для различных по форме деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБТЯЖКИ ДЛИННОМЕРНЫХ ОБШИВОК ЗНАКОПЕРЕМЕННОЙ КРИВИЗНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2123403C1 |
| СПОСОБ ОБТЯЖКИ ЛИСТОВЫХ ЗАГОТОВОК | 1992 |
|
RU2057607C1 |
| ОБТЯЖНОЙ ПУАНСОН ДЛЯ ФОРМООБРАЗОВАНИЯ ДЛИННОМЕРНЫХ ОБШИВОК | 2009 |
|
RU2410181C2 |
| УСТРОЙСТВО ДЛЯ ОТБОРТОВКИ ФЛАНЦЕВ В СТЕНКЕ ТРУБЫ | 1998 |
|
RU2139766C1 |
| ШТАМП ДЛЯ ФОРМОВКИ ТРУБЧАТЫХ ЗАГОТОВОК | 1999 |
|
RU2176169C2 |
| РАБОЧЕЕ ТЕЛО ДЛЯ ПЕРЕДАЧИ УСИЛИЯ ПРИ РАЗДАЧЕ ТРУБЫ | 2000 |
|
RU2205086C2 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ДЕТАЛЕЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1999 |
|
RU2185285C2 |
| ШТАМП ДЛЯ РАЗДАЧИ ТРУБ ИЗ ТИТАНОВЫХ СПЛАВОВ | 1996 |
|
RU2104815C1 |
| ФОРМА ДЛЯ ЛИТЬЯ ВЫЖИМАНИЕМ | 2000 |
|
RU2166407C1 |
| УСТАНОВКА ДЛЯ МАНИПУЛИРОВАНИЯ ЧАСТЯМИ ОБЪЕКТА ПРИ ИХ ВЗАИМНОЙ СТЫКОВКЕ | 1998 |
|
RU2158700C2 |
Использование: изобретение относится к обработке металлов давлением, в частности к штамповке длинномерных крупногабаритных обшивок сложной формы из листовых заготовок и может быть использовано в авиакосмической, судостроительной и других отраслях промышленности. Составной пуансон выполнен из секций с внутренним ребром жесткости, соединенных по поперечному и продольному стыкам, проходящему по внутреннему ребру жесткости, и имеет соответственно выступ и впадину, которые соединены крепежными деталями. Поперечные стыки расположены по обеим сторонам от продольного стыка и разнесены. Такая конструкция составного пуансона, по сравнению с известным, позволяет исключить опорную раму большой жесткости, снизить трудоемкость ее изготовления, уменьшить не только общую металлоемкость составного пуансона, а и отдельных его секций, упрощает конструкцию и позволяет из унифицированного набора секций пересобирать составной пуансон для различных по форме деталей. 3 ил.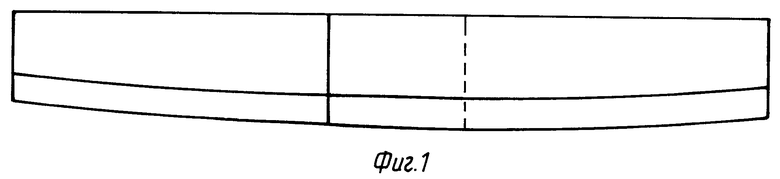
Составной пуансон для обтяжки длинномерных обшивок, выполненный в виде соединенных между собой по поперечному стыку секций, отличающийся тем, что он выполнен с внутренним ребром жесткости, секции дополнительно соединены по продольному стыку, проходящему через упомянутое ребро жесткости крепежными деталями по имеющимся на нем выступу и впадине, а поперечные стыки расположены по обеим сторонам от продольного стыка и разнесены.
| Мошнин Е.Н | |||
| Технология штамповки крупногабаритных деталей | |||
| - М.: Машиностроение, 1973, с.197, рис.94 | |||
| Мещерин В.Т | |||
| Листовая штамповка | |||
| Атлас схем | |||
| - М.: Машиностроение, 1975, с.108, рис.273, с.84, рис.186, 187 | |||
| Способ формообразования деталей двойной кривизны | 1977 |
|
SU659238A1 |
| ПУАНСОН ДЛЯ ФОРМОВКИ ОБТЯЖКОЙ | 1985 |
|
SU1343638A1 |
| US 4236399 A, 02.12.80 | |||
| ЛЕТАТЕЛЬНЫЙ АППАРАТ | 2000 |
|
RU2187444C2 |

