Изобретение относится к обработке металлов давлением, в частности к изготовлению деталей из труднодеформируемых сплавов обтяжкой. Известен способ получения подобных деталей на обтяжных прессах типа ОП методами простой обтяжки, который предусматривает изгиб заготовки по пуансону с последующей обтяжкой 1. Однако значительная неравномерность деформации, вызванная влиянием внешнего трения, ограничивает процесс обтяжки. При обтяжке деформации удлинения в результате влияния внешнего трения распределяются в направлении приложения сил по следующему закону: S е„ егде 80, е а -соответственно деформации в центральном сечении, проходящем через вершину детали, и в любом поперечном сечении, координированном относительно центрального сечения углом а; е - основание натурального логарифма;fi - коэффициент трения; п - константа упрочнения материала;ее - продольный угол облегания пуансона деталью. Из приведенной формулы видно, что величина . Это и приводит к неравпномерности деформации в продольном направлении. При этом, чем больше продольный угол а, тем неравномерность деформации больше. При обтяжке деталей со значительными продольными углами, особенно деталей из труднодеформируемых сплавов, имеющих низкие значения константы упрочнения, указанная неравномерность деформации может привести к невозможности реализации процесса обтяжки, так как достижение необходимых для формообразования детали деформаций на вершине будет сопровождаться предельно-допустимыми деформациями в сечении под углом амакс «в Целью изобретения является получение качественных деталей с продольными углами облегания более 90° из труднодеформируемых сплавов. Для этого по предлагаемому способу формообразования деталей двойной кривизны вначале производят обтяжку заготовки по пуансону с углом продольного облегания меньшим, чем требуемый, до сообщения
ей деформации удлинения, соответствующей детали заданной геометрической формы, а затем изгибают заготовку до требуемого угла продольного облегания.
Это обеспечивает уменьшение влияния основного параметра, приводящего к неравномерности деформации продольного угла облегания пуансона деталью.
Известно, что геометрическая форма детали двойной кривизны определяется значениями продольной кривизны и деформацией удлинения. Следовательно, для придания формы таким деталям достаточно сообщить им соответствующую деформацию удлинения любым из подходящих способов, например путем обтяжки на прессе типа РО по пуансону с меньщим продольным углом облегания, и только потом произвести изгиб в продольном направлении на заданную кривизну либо на прессе типа ОП, либо дробеструйным способом, либо формообразованием тонколистовых деталей вручную и т. п.
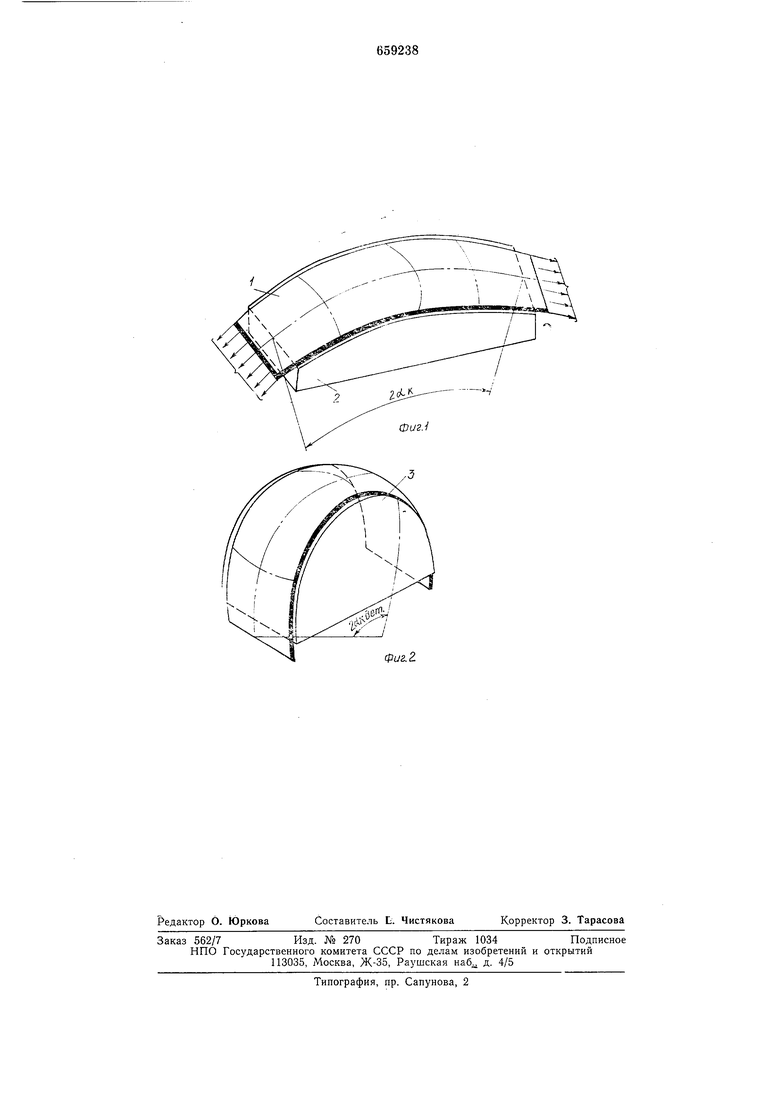
На фиг. 1 схематично изображена листовая заготовка 1, обтяжка по обтяжному пуансону 2 на прессе типа РО; на фиг. 2 - готовая деталь после изгиба ее по калибровочно-контрольному пуансону 3.
Конфигурация и размеры пуансона 2 могут быть определены аналитически, исходя из деформаций соответствующей детали заданной геометрической формы или экспериментально путем развертки фальшдетали, соответствующей детали заданной геометрической формы, но из более пластического материала, позволяющей сразу обтянуть заготовку.
Использование предлагаемого способа формообразования деталей сложных форм позволяет снизить влияние внещнего трения за счет уменьшения продольного угла облегания пуансона деталью, в результате чего возможно расширить пределы процесса обтяжки.
Опытная проверка предлагаемого способа формообразования проводится на вогнутой детали двойной кривизны из материала Д16АМ 1,8 со следующими геометрическими параметрами: длина и ширина развертки детали ЬдХ д-2180x1640 мм, продольный и поперечный радиусы кривизны 630 мм, 1 14560 мм.
Деформация удлинения данной детали определяется формулой
/Л(1-cosi«)
(2)
)
уд«2
В,п
где рк -- -поперечный угол облегания
пуансона деталью.
При разрешении данного уравнения относительно , разложив предварительно cos рк в степенной ряд, имеем
о2
Bi
1
. (3)
уд
Данная деталь, полученная обтяжкой на прессе ОП, раскрывалась на определенные значения продольного радиуса с одновременным замером поперечного радиуса RI. Результаты проверки приведены в таблице
30 Анализ значений таблицы указывает на возможность реализации предложенного способа обтяжки детали сложной формы.
Формула изобретения
Способ формообразования деталей двойной кривизны с применением изгиба заготовки по пуансону и обтяжки, отличающийся тем, что, с целью получения качественных деталей с продольными углами облегания более 90° из труднодеформируемых сплавов, вначале производят обтяжку заготовки по пуансону с углом продольного облегания меньшим, чем требуемый, до сообщения ей деформации удлинения, соответствующей детали заданной геометрической формы, а затем изгибают заготовку до требуемого угла продольного облегания. Источники информации,
принятые во внимание при экспертизе
1. Громова А. П. н др. Изготовление деталей из листов и профилей при серийном производстве. М., «Оборонгиз, 1960, с. 127-137.
Фиг. 2.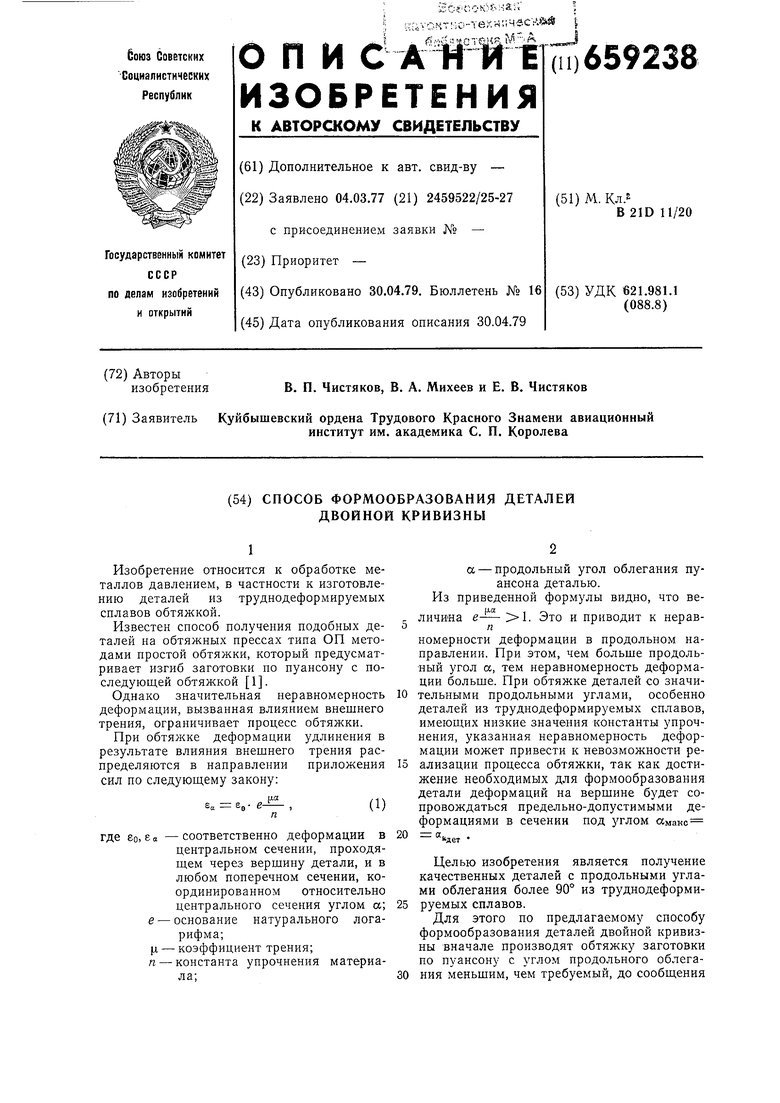
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБТЯЖКИ ЛИСТОВЫХ ЗАГОТОВОК | 1992 |
|
RU2057607C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ДВОЙНОЙ КРИВИЗНЫ | 2004 |
|
RU2275266C2 |
| Способ обтяжки при формообразовании деталей двойной кривизны | 1977 |
|
SU707647A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ОБТЯЖКОЙ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ ОБОЛОЧЕК ДВОЙНОЙ КРИВИЗНЫ, ИМЕЮЩИХ ДВОЯКОВЫПУКЛУЮ ПОЛОГУЮ ФОРМУ | 2022 |
|
RU2799365C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ОБТЯЖКОЙ ТОНКОЛИСТОВЫХ ДЕТАЛЕЙ ОБОЛОЧЕК ДВОЙНОЙ КРИВИЗНЫ ДВОЯКОВЫПУКЛОЙ ФОРМЫ | 2014 |
|
RU2573859C2 |
| Растяжно - обтяжной пресс | 1989 |
|
SU1738426A1 |
| Способ автоматизированного формообразования оболочки переменной кривизны обтяжкой листовой заготовки | 2024 |
|
RU2838191C1 |
| Растяжно-обтяжный пресс | 1975 |
|
SU538764A1 |
| Способ изготовления деталей двойной кривизны | 1988 |
|
SU1606230A1 |
| Способ формообразования деталей обтяжкой по пуансону | 2016 |
|
RU2663016C2 |