Изобретение относится к области нанесения гальванических покрытий, в частности танталовых и ниобиевых, из расплавов солей и может найти применение в химической, металлургической, фармацевтической, медицинской, пищевой промышленности, турбиностроении, авиакосмической и других областях техники при создании коррозионностойких и барьерных покрытий.
При электролитической нанесении покрытий тугоплавким металлом возникает проблема обеспечения беспористости покрытий, их равномерности, хорошего сцепления с основной. Данная проблема усугубляется при нанесении покрытий на изделия промышленного назначения в связи с увеличением массы покрываемых изделий и усложнением их конфигурации, что приводит к неравномерности прогрева изделия и, как результат, к появлению дефектов в покрытии и ухудшению сцепления с основной. На недостаточно прогретых участках поверхности изделия возможно образование порошкообразного осадка вместо сплошного покрытия. На кромках и выступах изделия обычно наблюдается образование и рост дендритов, нарушающих равномерность покрытия и являющихся причиной образования в нем сквозных пор. Особенно это характерно для интенсивных режимов электролиза, протекающих при повышенной плотности тока.
Известен способ электролитического нанесения покрытия тугоплавким металлом (см. U. Cohen, J.Electrochem. Soc., v.128, 1981, p.731-740), включающий размещение покрываемого изделия внутри герметичного электролизера, который заполнен аргоном и имеет нагретый до 740-770oC расплав электролита, содержащий фториды ниобия, лития и калия, погружение изделия в электролит, пропускание через электролит реверсивного электрического тока с плотностями тока в катодной и анодной частях цикла, равными 0,05-0,3 А/см2 и 0,250-0,375 А/см2, и длительностью импульсов тока соответственно 2,5-25 сек и 1-10 сек и осаждение на изделии ниобиевого покрытия. Исходный электролит имеет состав, мол.%: K2NbF7 - 6, LiF - 47, KF - 37, KHF2 - 10.
Недостатком данного способа является получение пористых покрытий даже при относительно низкой интенсивности ведения процесса и значительной (685 мкм) толщине наносимого покрытия. Основной причиной возникновения пористости является примесь кислорода в расплаве электролита, главный источник которой - гигроскопичный фторид калия. Для подавления его негативного влияния в известный электролит дополнительно вводят кислый фторид калия, который в процессе нагревания до рабочей температуры разлагается с образованием фтористого водорода, очищающего расплав от примеси кислорода. Однако избыточный фтористый водород вызывает коррозию аппаратуры, и, как результат, загрязнение покрытия примесью железа, также ухудшающей качество покрытия. При покрытии изделий промышленного назначения отмеченный недостаток будет усиливаться в связи с неравномерностью прогрева больших изделий и возможным усложнением их конфигурации.
Известен также способ электролитического нанесения покрытий тугоплавким металлом (см. патент РФ N 2061105, МПК C 25 D 3/66, 1996 г.), включающий размещение покрываемого изделия внутри герметичного электролизера, который заполнен аргоном и имеет нагретый до рабочей температуры 680-740oC расплав электролита, содержащий фториды ниобия и натрия и эвтектическую смесь хлоридов натрия, калия и цезия, погружение изделия в электролит, пропускание через электролит постоянного электрического тока плотностью 0,1-0,4 A/см2 и осаждение на изделии покрытия заданной толщины. Исходный электролит имеет состав, мас.%: K2NbF7 - 5,0 - 20,0, NaF - 7,9 - 11,0, NaCl - 9,9 - 11,0, KCl - 10,4 - 11,9, CsCl - 51,7 - 61,0.
Известный способ позволяет получать плотные беспористые покрытия при их нанесении на изделия, имеющие небольшие размеры и простую конфигурацию. Однако при нанесении покрытий на более крупные изделия и изделия сложной конфигурации возникает проблема неравномерности прогрева изделия, что приводит к появлению дефектов в покрытии и ухудшению сцепления покрытия с основной. На острых кромках и выступах изделия возникают и быстро растут дендриты, нарушающие равномерность слоя покрытия и являющиеся потенциальным источником открытых пор. Особенно это проявляется при интенсивных режимах электролиза, протекающих при повышенной плотности тока.
Настоящее изобретение направлено на решение задачи получения равномерных, беспористых покрытий, имеющих хорошее сцепление с основной, при нанесении их на изделия различных размеров и конфигурации.
Поставленная задача решается тем, что в способе электролитического нанесения покрытия тугоплавким металлом, включающем размещение покрываемого изделия внутри герметичного электролизера, который заполнен инертным газом и имеет нагретый до рабочей температуры расплав электролита, содержащий фториды тугоплавкого и щелочного металлов и эвтектическую смесь хлоридов натрия, калия и цезия, погружение изделия в электролит, пропускание через электролит электрического тока и осаждение на изделии покрытия заданной толщины, согласно изобретению рабочая температура электролита равна 700-770oC, отношение массы электролита к массе изделия составляет не менее 5, перед пропусканием электрического тока изделие прогревают в электролите до температуры, равной рабочей температуре электролита, а параметры электрического тока выбирают такими, чтобы количество электричества в анодной Qa и катодной Qk частях цикла электроосаждения отвечало соотношению 0 ≤ Qa/Qk < 0,9.
Прогревание изделия в электролите до рабочей температуры электролита обусловлено необходимостью удаления слоя гарнисажа, который образуется на поверхности изделия, имеющего более низкую температуру, в момент погружения его в расплав электролита, и создания определенных условий для кристаллизации тугоплавкого металла в виде качественного покрытия.
Длительность прогрева изделия обусловлена взаимным влиянием различных факторов. В общем случае она зависит от соотношения масс электролита и изделия, а также их теплофизических свойств, подводимой мощности и т.п.
Выбор количества электричества в анодной и катодной частях цикла электроосаждения, представляющего собой произведение амплитуды (максимального значения) импульса периодического тока, в том числе реверсивного, на его длительность и отвечающего соотношению 0 ≤ Qa/Qk < 0,9, обусловлен тем, что при отношении превышающем 0,9 наращивание покрытия в катодной части цикла будет стремительно приближаться к его растворению в анодной части и процесс электроосаждения станет крайне неэффективным. При величине отношения Qa/Qk = 0 процесс будет осуществляться на постоянном токе, что весьма эффективно при нанесении покрытий небольшой толщины. Однако увеличение толщины покрытия при осаждении на постоянном токе приводит к росту дендритов и ухудшению качества покрытия. Реверсирование тока при предлагаемом отношении количества электричества в анодной Qa и катодной Qk частях цикла позволяет устранить указанные недостатки. Плотность тока в катодной и анодной частях цикла зависит от целого ряда факторов, важнейшими из которых являются рабочая температура электролита, уровень примесей в электролите, прежде всего кислорода, требуемая толщина покрытия. Длительность импульсов тока в катодной и анодной частях цикла может быть различной или одинаковой. В первом случае предпочтительной является длительность импульсов тока в катодной и анодной частях цикла соответственно 50-100 сек и 5-20 сек. При равной длительности импульсов тока, например, в случае использования периодического тока синусоидальной формы, в том числе тока промышленной частоты, желательно, чтобы отношение амплитуд тока в катодной и анодной частях цикла находилось в пределах 3-8.
При рабочей температуре электролита менее 700oC будет иметь место ухудшение условий электрокристаллизации тугоплавкого металла и образование наряду с качественным покрытием металлического порошка, доля которого возрастает по мере снижения температуры. Наряду с этим ухудшается сцепление осаждаемого покрытия с основой. При температуре выше 770oC наблюдается интенсивное появление дендритов и заметный рост размеров зерен в покрытии, ухудшающий его свойства, а также увеличение энергозатрат, возрастание потерь электролита за счет его испарения и усиление коррозии аппаратуры. Рабочая температура в процессе электроосаждения измеряется и поддерживается с точностью не менее ± 5oC, что является обычным допущением в практике высокотемпературных процессов.
Соотношение массы электролита и изделия имеет определяющее значение при нанесении покрытия тугоплавким металлом на изделия промышленного назначения. При величине этого соотношения менее 5 ухудшается равномерность покрытия, усиливается рост дендритов, снижающих качество покрытия, падает интенсивность процесса электроосаждения.
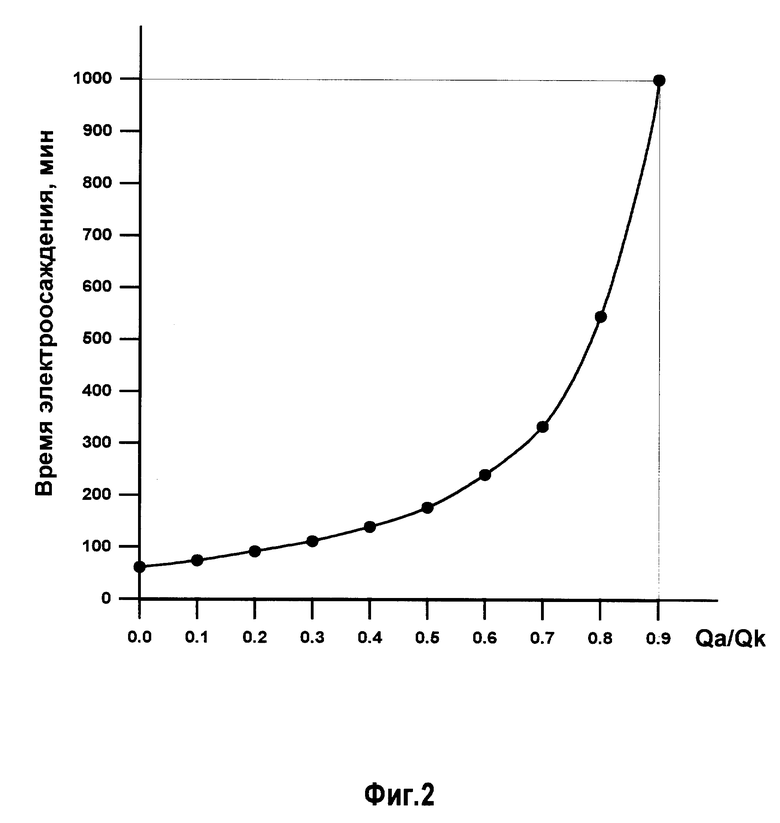
На фиг. 1 приведена зависимость изменения температуры стального изделия массой 3,1 кг от времени его прогрева до 720oC перед нанесением танталового покрытия из хлоридно-фторидного электролита массой 16 кг при величине мощности, подводимой для нагрева, 6,8 кВт; на фиг. 2 приведена зависимость времени электроосаждения тугоплавкого металла от соотношения количества электричества в анодной и катодной частях цикла - Qa/Qk.
Как видно из фиг.1, температура изделия изменяется согласно двум закономерностям. В начальном коротком периоде происходит быстрый нагрев погруженного в расплав изделия и падение температуры электролита. Затем следует более продолжительный период, в течение которого за счет подводимой мощности происходит совместный нагрев до рабочей температуры всей системы, включающей как изделие, так и электролит.
Процесс нанесения покрытий тугоплавким металлом осуществляют следующим образом. В электролизер загружают эвтектическую смесь хлоридов натрия, калия и цезия, взятых в массовом отношении соответственно 15,6 : 16,3 : 68,1 и фторид натрия в количестве 5-11 мас.% от общей массы электролита. После герметизации электролизер с солями вакуумируют при комнатной температуре. Затем проводят его вакуум-термическую обработку при ступенчатом нагреве до 400oC. После этого электролизер заполняют аргоном, очищенным от влаги и кислорода и расплавляют смесь солей. После охлаждения до комнатной температуры в электролит добавляют гептафторметаллат калия в количестве 5-20 мас.% от общей массы электролита. В качестве тугоплавкого металла в состав гептафторметаллата калия может входить тантал или ниобий. Электролизер вакуумируют в процессе нагревания до 100oC, заполняют аргоном и нагревают далее до рабочей температуры 700-770oC. Затем проводят предварительный электролиз при плотности тока 0,005 А/см2 для тонкой очистки электролита от остаточных примесей. Степень готовности электролита к электроосаждению в рабочем режиме контролируют по качеству осадка на катоде после проведения предварительного электролиза. При удовлетворительном качестве осадка покрываемое изделие, масса которого должна быть в 5 и более раз меньше массы электролита, через шлюзовую камеру электролизера погружают в электролит и выдерживают его в расплаве до достижения им рабочей температуры электролита, т.е. 700-770oC. Затем через электролит пропускают электрический ток и осуществляют процесс электроосаждения. Используемые параметры электрического тока таковы, что количество электричества в анодной Qa и катодной Qk частях цикла отвечает соотношению 0 ≤ Qa/Qk < 0,9 (см. фиг.2). Как видно из фиг.2, длительность процесса возрастает практически линейно с ростом отношения Qa/Qk от 0 до 0,5. Дальнейшее увеличение этого отношения приводит к более существенному возрастанию длительности осаждения и при величине более 0,9 стремится к бесконечности. Поэтому ведение процесса в интервале значений отношения 0,9 - 1,0 является неэффективным. Электролиз ведут с использованием растворимого анода - ниобиевого или танталового в зависимости от осаждаемого тугоплавкого металла.
После образования на поверхности изделия слоя тугоплавкого металла требуемой толщины изделие поднимают в шлюзовую камеру и охлаждают в атмосфере аргона до комнатной температуры. Затем изделие отмывают от остатков электролита, высушивают и производят контроль качества покрытия.
Сущность и преимущества предлагаемого способа могут быть пояснены следующими примерами конкретного выполнения.
Пример 1.
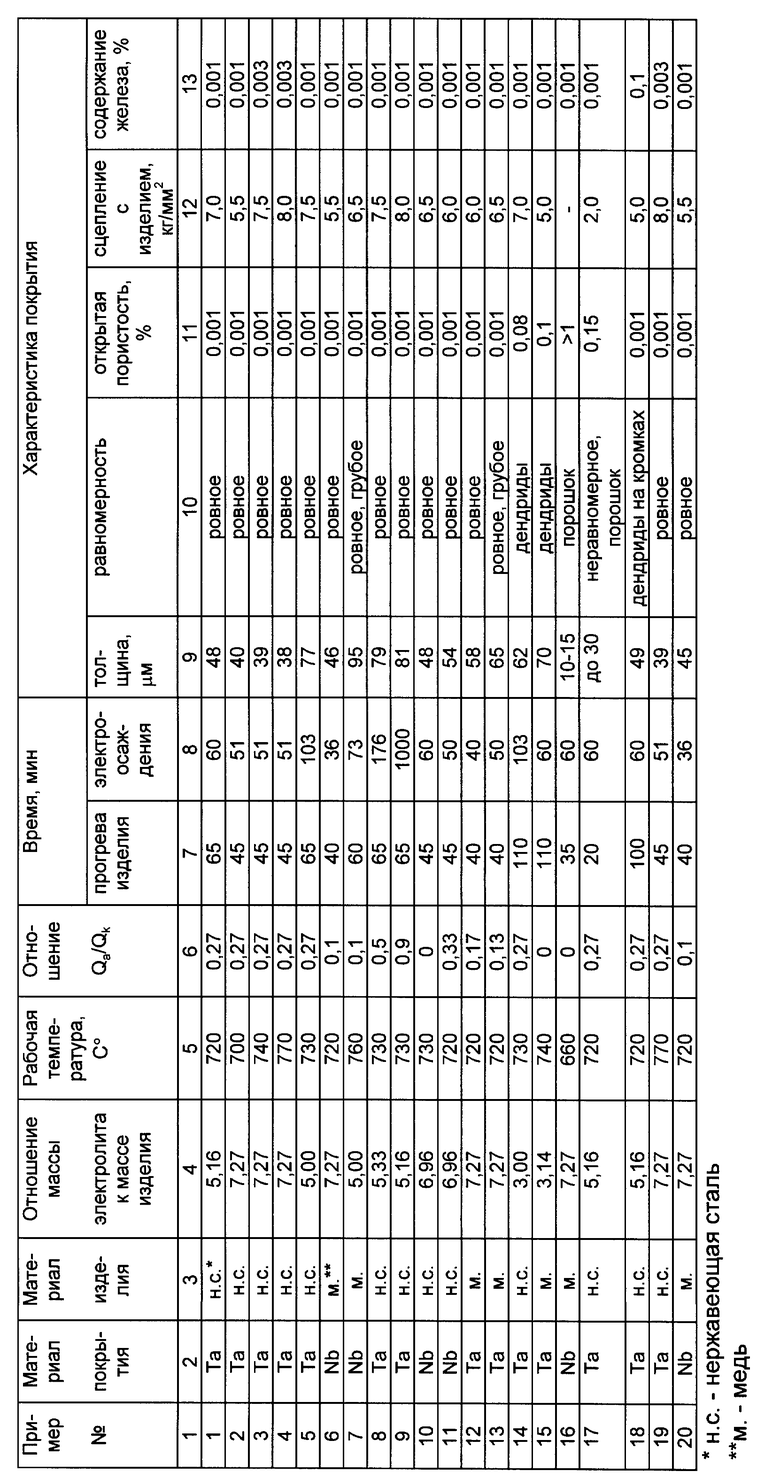
Осуществляют нанесение танталового покрытия на лопатку импеллера из нержавеющей стали массой 3,1 кг. Покрываемое изделие погружают в электролит, имеющий состав, мас.%: гептафтортанталат калия - 10, фторид натрия - 7, остальное - эвтектическая смесь хлоридов натрия, калия и цезия в соотношении 15,6 : 16,3 : 68,1. Общая масса электролита составляет 16 кг, отношение массы электролита к массе изделия равно 5,16. Изделие выдерживают в расплаве 65 мин (см. фиг.1), в течение которых оно достигает рабочей температуры электролита, равной 720oC. Затем проводят электроосаждение в течение 60 мин при катодной плотности реверсивного тока 0,15 А/см2 и анодной плотности - 0,4 А/см2. Продолжительность катодной части цикла составляет 100 сек, анодной - 10 сек. Отношение Qa/Qk равно 0,27. Полученное танталовое покрытие толщиной 48 мкм было ровное, не имело на поверхности дендритов и сквозных пор. Содержание железа в покрытии - 0,001 мас.%. Пористость покрытия не превышала 0,001%, сцепление с основой составило 7 кг/мм2.
Основные условия электролитического нанесения покрытий тугоплавким металлом и полученные результаты по данному примеру 1 и примерам 2-18 сведены в таблицу.
Пример 2.
Осуществляют нанесение танталового покрытия на запорный клапан из нержавеющей стали массой 2,2 кг. Покрываемое изделие погружают в электролит, имеющий состав, мас.%: гептафтортанталат калия - 10, фторид натрия - 7, остальное - эвтектическая смесь хлоридов натрия, калия и цезия в соотношении 15,6 : 16,3 : 68,1. Общая масса электролита составляет 16 кг отношение массы электролита к массе изделия равно 7,27. Изделие выдерживают в расплаве 45 мин, в течение которых оно достигает рабочей температуры элекролита, равной 700oC. Затем проводят электроосаждение в течение 51 мин при катодной плотности реверсивного тока 0,15 А/см2 и анодной плотности - 0,4 А/см2. Продолжительность катодной части цикла составляет 100 сек, анодной - 10 сек. Отношение Qa/Qk равно 0,27. Полученное танталовое покрытие толщиной 40 мкм было ровное, не имело на поверхности дендритов и сквозных пор. Содержание железа в покрытии - 0,001 мас.%. Пористость покрытия не превышала 0,001%, сцепление с основой составило 5,5 кг/мм2.
В примерах 3-4 процесс ведут в соответствии с условиями примера 2. Отличие заключается в рабочей температуре электролита.
Пример 5.
Осуществляют нанесение танталового покрытия на запорный клапан из нержавеющей стали массой 3,2 кг. Покрываемое изделие погружают в электролит, имеющий состав, мас.%: гептафтортанталат калия - 10, фторид натрия - 7, остальное - эвтектическая смесь хлоридов натрия, калия и цезия в соотношении 15,6 : 16,3 : 68,1. Общая масса электролита составляет 16 кг, отношение массы электролита к массе изделия равно 5,0. Изделие выдерживают в расплаве 60 мин, в течение которых оно достигает рабочей температуры электролита, равной 730oC. Затем проводят электроосаждение в течение 103 мин при катодной плотности реверсивного тока 0,15 А/см2 и анодной плотности - 0,4 А/см2. Продолжительность катодной части цикла составляет 100 сек, анодной - 10 сек. Отношение Qa/Qk равно 0,27. Полученное танталовое покрытие толщиной 77 мкм было ровное, не имело на поверхности дендритов и сквозных пор. Содержание железа в покрытии - 0,001 мас.%. Пористость покрытия не превышала 0,001%, сцепление с основой составило 7,5 кг/мм2.
Пример 6.
Осуществляют нанесение ниобиевого покрытия на электрод из меди массой 2,2 кг. Покрываемое изделие погружают в электролит, имеющий состав, мас.%: гептафторниобат калия - 10, фторид натрия - 7, остальное - эвтектическая смесь хлоридов натрия, калия и цезия в соотношении 15,6 : 16,3 : 68,1. Общая масса электролита составляет 16 кг, отношение массы электролита к массе изделия равно 7,27. Изделие выдерживают в расплаве 40 мин, в течение которых оно достигает рабочей температуры электролита, равной 720oC. Затем проводят электроосаждение в течение 36 мин при катодной плотности тока 0,15 А/см2, анодной - 0,3 А/см2 и продолжительности частей цикла соответственно 100 и 5 сек. Отношение Qa/Qk равно 0,1. Полученное ниобиевое покрытие толщиной 46 мкм было ровное, не имело на поверхности дендритов и сквозных пор. Содержание железа в покрытии - 0,01 мас.%. Пористость покрытия не превышала 0,001%, сцепление с основной составило 5,5 кг/мм2.
Пример 7.
Осуществляют нанесение ниобиевого покрытия на электрод из меди массой 3,2 кг. Покрываемое изделие погружают в электролит, имеющий состав, мас.%: гептафторниобат калия - 10, фторид натрия - 7, остальное - эвтектическая смесь хлоридов натрия, калия и цезия в соотношении 15,6 : 16,3 : 68,1. Общая масса электролита составляет 16 кг, отношение массы электролита к массе изделия равно 5,0. Изделие выдерживают в расплаве 60 мин, а течение которых оно достигает рабочей температуры электролита, равной 760oC. Затем проводят электроосаждение в течение 73 мин при катодной плотности тока 0,15 А/см2, анодной - 0,3 А/см2, и продолжительности частей цикла соответственно 100 и 5 сек. Отношение Qa/Qk равно 0,1. Полученное ниобиевое покрытие толщиной 95 мкм было ровное, грубое, не имело на поверхности дендритов и сквозных пор. Содержание железа в покрытии - 0,001 мас.%. Пористость покрытия не превышала 0,001%, сцепление с основой составило 6,5 кг/мм2.
Пример 8.
Осуществляют нанесение танталового покрытия на запорный клапан из нержавеющей стали массой 3,0 кг. Покрываемое изделие погружают в электролит, имеющий состав, мас.%: гептафтортанталат калия - 10, фторид натрия - 7, остальное - эвтектическая смесь хлоридов натрия, калия и цезия в соотношении 15,6: 16,3: 68,1. Общая масса электролита составляет 16 кг, отношение массы электролита к массе изделия равно 5,33. Изделие выдерживают в расплаве 65 мин, в течение которых оно достигает рабочей температуры электролита, равной 730oC. Затем проводят электроосаждение в течение 176 мин при катодной плотности реверсивного тока 0,1 А/см2 и анодной плотности 0,25 А/см2. Продолжительность катодной части цикла составляет 100 сек, анодной - 20 сек. Отношение Qa/Qk равно 0,5. Полученное танталовое покрытие толщиной 79 мкм было ровное, не имело на поверхности дендритов и сквозных пор. Содержание железа в покрытии - 0,001 мас.%. Пористость покрытия не превышала 0,001%, сцепление с основой составило 7,5 кг/мм2.
Пример 9.
Осуществляют нанесение танталового покрытия на лопатку импеллера из нержавеющей стали массой 3,1 кг. Покрываемое изделие погружают в электролит, имеющий состав, мас. %: гептафтортанталат калия - 10, фторид натрия - 7, остальное - эвтектическая смесь хлоридов натрия, калия и цезия в соотношении 15,6: 16,3: 68,1. Общая масса электролита составляет 16 кг, отношение массы электролита к массе изделия равно 5,16. Изделие выдерживают в расплаве 65 мин, в течение которых оно достигает рабочей температуры электролита, равной 730oC. Затем проводят электроосаждение в течение 1000 мин при катодной плотности реверсивного тока 0,2 А/см2 и анодной плотности - 0,45 А/см2. Продолжительность катодной части цикла составляет 50 сек, анодной - 20 сек. Отношение Qa/Qk равно 0,9. Полученное танталовое покрытие толщиной 81 мкм было ровное, не имело на поверхности дендритов и сквозных пор. Содержание железа в покрытии - 0,001 мас.%. Пористость покрытия не превышала 0,001%, сцепление с основой составило 8 кг/мм2.
Пример 10.
Осуществляют нанесение ниобиевого покрытия на чехол термопары из нержавеющей стали массой 2,3 кг. Покрываемое изделие погружают в электролит, имеющий состав, мас. %: гептафторниобат калия - 10, фторид натрия - 7, остальное - эвтектическая смесь хлоридов натрия, калия и цезия в соотношении 15,6 :16,3 : 68,1. Общая масса электролита составляет 16 кг, отношение массы электролита к массе изделия равно 6,96. Изделие выдерживают в расплаве 45 мин, в течение которых оно достигает рабочей температуры электролита, равной 730oC. Затем проводят электроосаждение в течение 60 мин на постоянном токе плотностью 0,05 А/см2. Отношение Qa/Qk равно 0. Полученное ниобиевое покрытие толщиной 48 мкм было ровное, не имело на поверхности дендритов и сквозных пор. Содержание железа в покрытии - 0,001 мас.%. Пористость покрытия не превышала 0,001%, сцепление с основой составило 6,5 кг/мм2.
Пример 11.
Осуществляют нанесение ниобиевого покрытия на чехол термопары из нержавеющей стали массой 2,3 кг. Покрываемое изделие погружают в электролит, имеющий состав, мас. %: гептафторниобат калия - 10, фторид натрия - 7, остальное - эвтектическая смесь хлоридов натрия, калия и цезия в соотношении 15,6: 16,3: 68,1. Общая масса электролита составляет 16 кг, отношение массы электролита к массе изделия равно 6,96. Изделие выдерживают в расплаве 45 мин, в течение которых оно достигает рабочей температуры электролита, равной 720oC. Затем проводят электроосаждение в течение 50 мин с наложением периодического тока синусоидальной формы частотой 50 Гц с амплитудой в катодной части 0,1 А/см2, в анодной - 0,033 А/см2. Отношение Qa/Qk равно 0,33. Полученное ниобиевое покрытие толщиной 54 мкм было ровным, не имело на поверхности дендритов и сквозных пор. Содержание в покрытии - 0,001 мас.%. Пористость покрытия не превышала 0,001%, сцепление с основой составило 6,0 кг/мм2.
Пример 12.
Осуществляют нанесение танталового покрытия на электрод из меди массой 2,2 кг. Покрываемое изделие погружают в электролит, имеющий состав, мас.%: гептафтортанталат калия - 10, фторид натрия - 7, остальное - эвтектическая смесь хлоридов натрия, калия цезия в соотношении 15,6:16,3:68,1. Общая масса электролита составляет 16 кг, отношение массы электролита к массе изделия равно 7,27. Изделие выдерживают в расплаве 40 мин, в течение которых оно достигает рабочей температуры электролита, равной 720oC. Затем проводят электроосаждение в течение 40 мин с наложением периодического тока синусоидальной формы частотой 50 Гц с амплитудой в катодной части 0,13 А/см2, в анодной - 0,022 А/см2. Отношение Qa/Qk равно 0,17. Полученное танталовое покрытие толщиной 58 мкм было ровным, не имело дендритов на поверхности и сквозных пор. Содержание железа в покрытии - 0,001 мас.%. Пористость покрытия не превышала 0,001%, сцепление с основой - 6,0 кг/мм2.
Пример 13.
Осуществляют нанесение танталового покрытия на электрод из меди массой 2,2 кг. Покрываемое изделие погружают в электролит, имеющий состав, мас.%: гептафтортанталат калия - 10, фторид натрия - 7, остальное - эвтектическая смесь хлоридов натрия, калия и цезия в соотношении 15,6:16,3:68,1. Общая масса электролита составляет 16 кг, отношение массы электролита к массе изделия равно 7,27. Изделие выдерживают в расплаве 40 мин, в течение которых оно достигает рабочей температуры электролита, равной 720oC. Затем проводят электроосаждение в течение 50 мин с наложением периодического тока синусоидальной формы частотой 50 Гц с амплитудой в катодной части 0,112 А/см2, а в анодной - 0,014 А/см2. Отношение Qa/Qk равно 0,13. Полученное танталовое покрытие т толщиной 65 мкм было ровным, грубым, не имело дендритов на поверхности и сквозных пор. Содержание железа в покрытии - 0,001 мас.%. Пористость покрытия не превышала 0,001%, сцепление с основой - 6,5 кг/мм2.
В примерах 14-16 отношение массы электролита к массе изделия или рабочая температура электролита имеют запредельные значения параметров по отношению к предложенным. Это отрицательно сказывается на качестве получаемого покрытия, которое становится неровным с появлением на отдельных участках дендритов, металлического порошка и открытой пористости.
Пример 14.
Осуществляют нанесение танталового покрытия на шнек из нержавеющей стали массой 5,3 кг. Покрываемое изделие погружают в электролит, имеющий состав, мас. %: гептафтортанталат калия - 10, фторид натрия - 7, остальное - эвтектическая смесь хлоридов натрия, калия и цезия в соотношении 15,6:16,3:68,1. Общая масса электролита составляет 16 кг, отношение массы электролита к массе изделия равно 3. Изделие выдерживают в расплаве 110 мин, в течение которых оно достигает рабочей температуры электролита, равной 730oC. Затем проводят электроосаждение 103 мин при катодной плотности реверсивного тока 0,15 А/см2 и анодной плотности - 0,4 А/см2. Продолжительность катодной части цикла составляет 100 сек, анодной - 10 сек. Отношение Qa/Qk равно 0,27. Полученное танталовое покрытие толщиной 62 мкм имело на поверхности дентриты и сквозные поры. Содержание железа в покрытии - 0,001 мас.%. Пористость покрытия составила 0,08%, сцепление с основой - 7 кг/мм2.
Пример 15.
Осуществляют нанесение танталового покрытия на электрод из меди массой 5,1 кг. Покрываемое изделие погружают в электролит, имеющий состав, мас.%: гептафтортанталат калия - 10, фторид натрия - 7, остальное - эвтектическая смесь хлоридов натрия, калия и цезия в соотношении 15,6:16:3:68,1. Общая масса электролита составляет 16 кг, отношение массы электролита к массе изделия равно 3,14. Изделие выдерживают в расплаве 110 мин, в течение которых оно достигает рабочей температуры электролита, равной 740oC. Затем проводят электроосаждение в течение 60 мин на постоянном токе плотностью 0,05 А/см2. Отношение Qa/Qk равно 0. Полученное танталовое покрытие толщиной 70 мкм имело на поверхности дендриты и сквозные поры. Содержание железа в покрытии - 0,001 мас.%. Пористость покрытия 0,1%, сцепление с основой - 5 кг/мм2.
Пример 16.
Осуществляют нанесение ниобиевого покрытия на электрод из меди массой 2,2 кг. Покрываемое изделие погружают в электролит, имеющий состав, мас.%: гептафторниобат калия - 10, фторид натрия - 7, остальное - эвтектическая смесь хлоридов натрия, калия и цезия в соотношении 15,6:16,3:68,1. Общая масса электролита составляет 16 кг, отношение массы электролита к массе изделия равно 7,27. Изделие выдерживают в расплаве 35 мин, в течение которых оно достигает рабочей температуры электролита, равной 660oC. Затем проводят электроосаждение в течение 60 мин на постоянном токе плотностью 0,05 А/см2. Отношение Qa/Qk равно 0. Получено тонкое неравномерное ниобиевое покрытие толщиной 10-15 мкм, перемежающееся участками, покрытыми порошком ниобия. Покрытие имело большую открытую пористость (более 1%) и плохое сцепление с основой. Содержание железа в покрытии - 0,001 мас.%.
В примерах 17 и 18 процесс ведут аналогично условиям примера 1. Отличие заключается в продолжительности времени прогрева изделия в электролите: недостаточном (пример 17) в избыточном (пример 18) по отношению к требуемому времени, равному 65 мин (фиг. 1). В первом случае это привело к недостаточному прогреву изделия (менее 700oC) и, как следствие, к появлению порошка, неравномерности покрытия и открытой пористости. Во втором случае избыточная длительность прогрева изделия привела к его коррозии в расплаве, следствием чего явилось загрязнение покрытия железом, ухудшение условий его кристаллизации и прочности сцепления с основой.
Анализ данных, приведенных в таблице, показывает, что предлагаемый способ позволяет получать равномерные высококачественные танталовые и ниобиевые покрытия на изделиях промышленного назначения, изготовленных из широко используемых материалов. Открытая пористость получаемых покрытий не превышает 0,001%, сцепление с основой достигает величины 8 кг/мм2.
Пример 19.
Осуществляют нанесение танталового покрытия на запорный клапан из нержавеющей стали массой 2,2 кг. Покрываемое изделие погружают в электролит, имеющий состав, мас.%: гексафтортанталат калия - 10, фторид натрия - 7, остальное - эвтектическая смесь хлоридов натрия, калия и цезия в соотношении 15,6: 16,3: 68,1. Общая масса электролита составляет 16 кг, отношение массы электролита к массе изделия равно 7,27. Изделие выдерживают в расплаве 45 мин, в течение которых оно достигает рабочей температуры электролита, равной 770oC. Затем проводят электроосаждение в течение 51 мин при катодной плотности реверсивного тока 0,15 А/см2 и анодной плотности - 0,4 А/см2. Продолжительность катодной части цикла составляет 100 сек, анодной - 10 сек. Отношение Qa/Qk равно 0,27. Полученное танталовое покрытие толщиной 39 мкм было ровное, не имело на поверхности дендритов и сквозных пор. Содержание железа в покрытии - 0,003 мас.%. Пористость покрытия не превышала 0,001%, сцепление с основой составило 8,0 кг/мм2.
Пример 20.
Осуществляют нанесение ниобиевого покрытия на электрод из меди массой 2,2. Покрываемое изделие погружают в электролит, имеющий состав, мас.%: октафторниобат натрия - 10, фторид натрия - 7, остальное - эвтектическая смесь хлоридов натрия, калия и цезия в соотношении 15,:16,3:68,1. Общая масса электролита составляет 16 кг, отношение массы электролита к массе изделия равно 7,27. Изделие выдерживают в расплаве 40 мин., в течение которых оно достигает рабочей температуры электролита, равной 720oC. Затем проводят электроосаждение в течение 36 мин при катодной плотности тока 0,15 А/см2, анодной - 0,3 А/см2 и продолжительности частей цикла соответственно 100 и 5 сек. Отношение Qa/Qk равно 0,1. Полученное ниобиевое покрытие толщиной 45 мкм было ровное, не имело на поверхности дендритов и сквозных пор. Содержание железа в покрытии - 0,001 мас.%. Пористость покрытия не превышала 0,001%, сцепление с основой составило 5,5 кг/мм2.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОЛИТ ДЛЯ ПОЛУЧЕНИЯ ПОКРЫТИЯ ТУГОПЛАВКИМ МЕТАЛЛОМ | 1992 |
|
RU2061105C1 |
| СПОСОБ ПОЛУЧЕНИЯ ФТОРТАНТАЛАТА КАЛИЯ | 1992 |
|
RU2031967C1 |
| СПОСОБ РЕЭКСТРАКЦИИ МЕТАЛЛОВ ИЗ ОРГАНИЧЕСКОЙ ФАЗЫ | 1991 |
|
RU2033441C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВЕРХПРОВОДЯЩИХ ИЗДЕЛИЙ | 1997 |
|
RU2119214C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКА ВЕНТИЛЬНОГО МЕТАЛЛА | 1999 |
|
RU2164194C2 |
| СПОСОБ ПОЛУЧЕНИЯ ДИОКСИДА ЦИРКОНИЯ | 1996 |
|
RU2125969C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВЕРХПРОВОДЯЩЕГО ИЗДЕЛИЯ | 1998 |
|
RU2138088C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛЕГИРОВАННОГО ПОРОШКА ВЕНТИЛЬНОГО МЕТАЛЛА | 2003 |
|
RU2236930C1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОЙ РЕГЕНЕРАЦИИ СЕРЕБРА ИЗ СЕРЕБРЯНОГО ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКОЙ ОСНОВЕ | 2000 |
|
RU2176290C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВЕРХПРОВОДНИКОВОГО МАГНИТНОГО ЭКРАНА | 1994 |
|
RU2089973C1 |
Изобретение относится к нанесению танталовых и ниобиевых: гальванических покрытий из расплавов солей и может быть использовано в химической, металлургической и других областях техники при создании коррозионностойких и барьерных покрытий. Сущность изобретения заключается в том, что после погружения покрываемого изделия в расплав электролита, содержащего фториды тугоплавкого и щелочного металлов и эвтектическую смесь хлоридов натрия, калия и цезия, изделие прогревают до рабочей температуры электролита 700-770oС, после чего через электролит пропускают периодический или постоянный электрический ток, параметры которого выбирают такими, чтобы количество электричества в анодной Qa и катодной Qk частях цикла электроосаждения отвечало соотношению O≤Qa/Qk<0,9. Масса электролита должна превышать массу изделия в 5 и более раз. Достигаемый технический результат заключается в получении равномерных высококачественных танталовых и ниобиевых покрытий на изделиях промышленного назначения, изготовленных из широко используемых материалов. Открытая пористость получаемых покрытий не превышает 0,001 %, сцепление с основой достигает 8 кг/мм2. 2 з.п. ф-лы, 1 табл., 2 ил.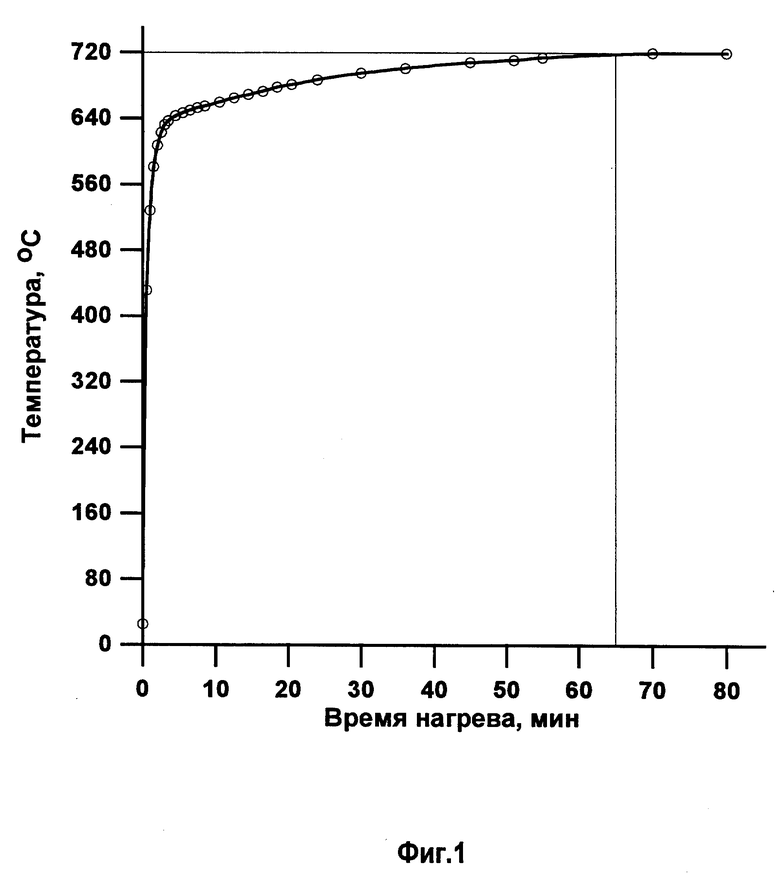
Способ электролитического нанесения покрытия тугоплавким металлом, включающий размещение покрываемого изделия внутри герметичного электролизера, который заполнен инертным газом и имеет нагретый до рабочей температуры расплав электролита, содержащий фториды тугоплавкого и щелочного металлов и эвтектическую смесь хлоридов натрия, калия и цезия, погружение изделия в электролит, пропускание через электролит электрического тока и осаждение на изделии покрытия заданной толщины, отличающийся тем, что рабочая температура электролита равна 700 - 700oC, отношение массы электролита к массе изделия составляет не менее 5, перед пропусканием электрического тока изделие прогревают в электролите до температуры, равной рабочей температуре электролита, а параметры электрического тока выбирают такими, чтобы количество электричества в анодной Qа и катодной Qк частях цикла электроосаждения отвечало соотношению O≤Qa/Qk < 0,9.
| ЭЛЕКТРОЛИТ ДЛЯ ПОЛУЧЕНИЯ ПОКРЫТИЯ ТУГОПЛАВКИМ МЕТАЛЛОМ | 1992 |
|
RU2061105C1 |
| Электролит для нанесения танталовых покрытий | 1986 |
|
SU1381202A1 |
| Электролит вольфрамирования | 1979 |
|
SU834265A1 |
| Емкостный датчик | 1976 |
|
SU578605A2 |
| Способ группового изготовления полупроводниковых чувствительных тензоэлементов | 1983 |
|
SU1259104A1 |

