Изобретение касается обработки тел вращения абразивным инструментом с аксиально смещенным режущим слоем (АРС) и может быть использовано при проектировании, изготовлении и эксплуатации шлифовальных, полировальных, доводочных и отделочных станков и приспособлений.
Известен шпиндель высокоскоростного шлифовального станка, выполненный в виде ротора, установленного в двух подшипниковых опорах, и приводимый во вращение шкивом от электродвигателя через ременную передачу, у которого одна из подшипниковых опор выполнена упругой, а другая - шарнирной, над последней установлен шкив так, что усилие натяжения ремня проходит через ее центр [1].
Недостатками известного шпинделя являются снижение срока службы, ухудшение качества шлифования и увеличение вибраций при использовании шлифовальных кругов с аксиально смещенным режущим слоем, работающих в условиях циклически перемещающейся в осевом направлении радиальной нагрузки.
Наиболее близким к изобретению по технической сущности является узел шпинделя шлифовального станка, содержащий неподвижную пиноль, вал, установленный на опорах в пиноли, и закрепленные консольно с разных сторон на валу ведомый шкив и абразивный круг, при этом вал снабжен маховиком, закрепленным на консоли между абразивным кругом и опорой, причем центр массы маховика расположен в плоскости этой опоры на оси вращения вала [2].
Недостатками известного узла также являются снижение надежности и долговечности, ухудшение качества обрабатываемых изделий шлифовальными кругами с аксиально смещенным режущим слоем, работающих в условиях циклически перемещающейся в осевом направлении радиальной динамически неуравновешенной нагрузки, вызывающей вибрации.
Задача изобретения - повышение надежности, долговечности и улучшение качества обрабатываемых изделий путем уменьшения переменных динамических нагрузок благодаря установке дополнительной осциллирующий опоры, работающей в местах равного прогиба вала.
Поставленная задача решается благодаря применению узла шлифовального шпинделя, содержащего вал, установленный в неподвижной пиноли на двух радиальных опорах, расстояние между которыми l, и закрепленные консольно на валу со стороны передней опоры под углом к плоскости вращения абразивный круг с аксиально смещенным режущим слоем, а с другой стороны ведомый шкив, кроме того, вал снабжен осциллирующей синхронно аксиально смещенному режущему слою круга опорой, размещенной на расстоянии Xmax=0,42265•l от передней опоры - в месте максимального прогиба оси вала, причем величина осцилляции опоры есть расстояние между точками Xmax и ближайшей к передней опоре точкой минимального прогиба на оси с максимальным прогибом.
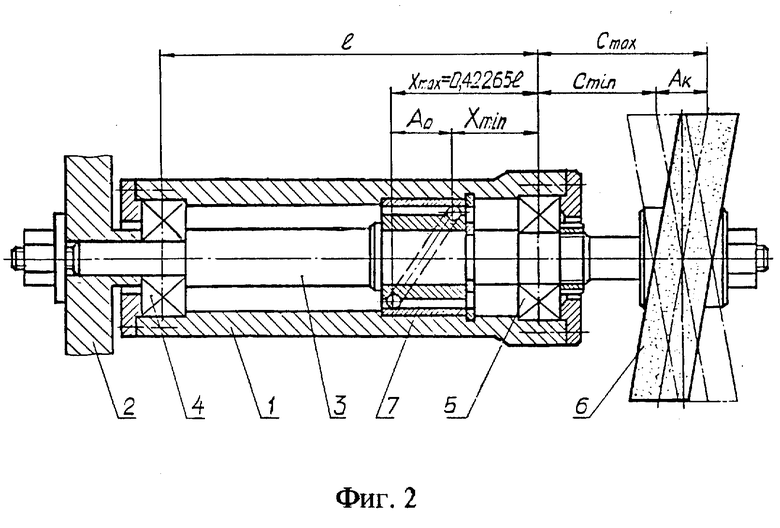
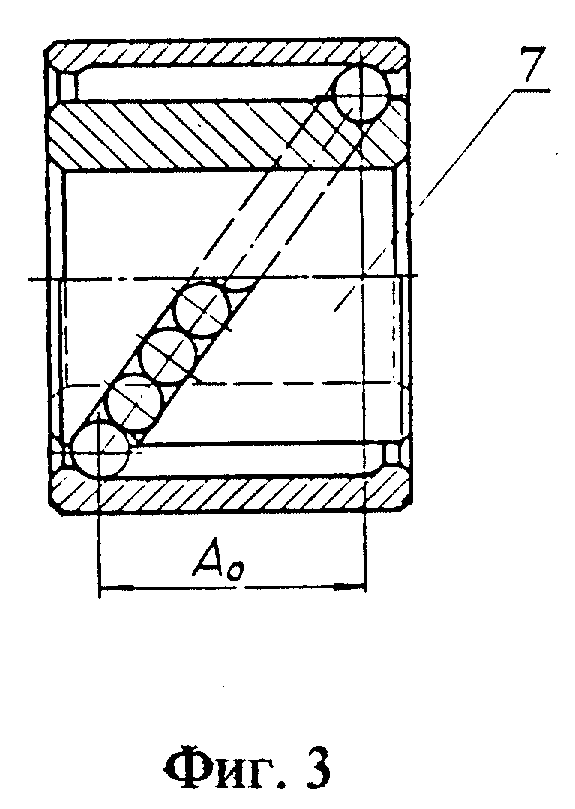
На фиг. 1 изображена схема нагружения циклически действующей силой резания и прогибы оси вала; на фиг. 2 - предлагаемый узел в сборе, осевое сечение; на фиг. 3 - осциллирующая опора, выполненная в виде шарикоподшипника с аксиальным смещением наружной канавки внутреннего кольца.
Узел шлифовального шпинделя содержит пиноль 1, ведомый шкив 2, вал 3, установленный на подшипниках 4 и 5, абразивный круг 6, закрепленный на валу 3 под углом α к плоскости вращения, и осциллирующую опору 7.
В зоне резания при контакте с обрабатываемой заготовкой 8 аксиально смещенного режущего слоя шлифовального круга 6 возникает сила резания Pz, осциллирующая в осевом направлении с амплитудой Ak. Расстояние Ci от передней опоры 5 до места действия Pz будет циклически изменяться
Ci = Cmin + Ak/2 - (D•tgα•sinωt)/2,
где
Cmin - минимальное расстояние от передней опоры до места действия силы резания Pz;
D - диаметр круга;
ω - угловая частота вращения вала;
t - время.
В передней опоре 5 будет действовать приведенный переменный момент
M5 = Pz•Ci = Pz[Cmin + Ak/2 - (D•tgα•sinωt)/2],
вызывающий переменный прогиб fi с углом поворота ϕ оси вала, которые определяются по известным формулам
где
X - текущая координата;
B - модуль упругости материала вала; осевой момент инерции сечения вала: Ix = πd4/64;
осевой момент инерции сечения вала: Ix = πd4/64;
d - диаметр вала.
l - расстояние между 4 и 5 опорами.
Подставляя значение ϕo угла поворота оси вала в формулу, определяющую прогиб, получим
Известно, что угол поворота оси вала есть первая производная прогиба, определим ϕ
Но так как максимальный прогиб оси вала будет в точке, где ϕ = 0, определим значение X максимального прогиба
X2 - 2lX + (2/3) l2 = 0, т.е. X = 0,42265•l.
При этом максимальный прогиб
При подстановке значений Cmin и Cmax определим максимальные прогибы f
Определим Xmin местоположение прогиба  на оси вала при максимальном прогибе, когда круг находится в положении Cmax, путем подстановки известных значений
на оси вала при максимальном прогибе, когда круг находится в положении Cmax, путем подстановки известных значений  и Cmax в формулу fi (см. выше)
и Cmax в формулу fi (см. выше)

Приводим к канонической форме и вводим обозначение постоянной величины.
X3 - 3l•X2 + 2l2•X + a = 0,
где тогда
тогда
Xmin = [((27•a2 - 4l6)1/2 - 271/2•a)2/3 + ((27a2 - 4l6)1/2 - 271/2•a)1/3 • 31/6 • 61/3 • l + 31/3 • 62/3 • l2]/[(3(27a2 - 4l6)1/2 - 271/2•a)1/3 • 31/6 • 61/3].
Если установить осциллирующую с амплитудой A0 = Xmax - Xmin опору 7 синхронно аксиально смещенному режущему слою круга и осевому смещению Pz, где вал будет испытывать постоянные прогибы на всем цикле, то опора 7, стремясь возвратить вал в нейтральное положение, будет подвергнута воздействию постоянного момента. При этом не возникают вибрации и повышается надежность и срок службы работы узла.
Пример: На модернизированном плоскошлифовальном станке модели 3П722 шлифуется плоская поверхность корпуса. Припуск на сторону h=0,35 мм Ra=1,25 мкм. Материал заготовки - сталь 45XH закаленная, твердостью HRC 50.
Выбираем шлифовальный круг ПП 14А25ПСМ27К1А 35 м/с Dk = 450 мм Bk = 80 мм.
Устанавливаем его под углом α = 5o, при этом амплитуда наклонного круга - Ак = 40 мм.
При назначенных режимах резания:
nk = 1500 мин-1; Vk = 35 м/с; V3 = 16 м/мин; So = 32 мм/ход стола; Stx = 0,015 мм (на реверс шлифовальной бабки); мощность на резание Nрез = 8,65 кВт, а сила Pz = (1020 • 60 • Nрез)/Vk = 250H.
Определим максимальный прогиб оси вала при длине консоли крепления шлифовального круга C = 100 мм; расстоянии между опорами l = 300 мм; d = 30 мм, в крайних положениях Cmin = 80 мм, Cmax = 120 мм. Материал вала Сталь50 с E = 2,1•105 МПа.
 -0,0138 мм
-0,0138 мм -0,0208 мм
-0,0208 мм
Максимальный прогиб  оси вала будет на расстоянии Xmax = 0,42265•l = 0,1268 м от передней опоры.
оси вала будет на расстоянии Xmax = 0,42265•l = 0,1268 м от передней опоры.
Определим Xmin расстояние от передней опоры до прогиба  на оси вала, когда круг в положении Cmax : Xmin = 0,0505 м
на оси вала, когда круг в положении Cmax : Xmin = 0,0505 м
Тогда величина амплитуды Ao осциллирующей опоры будет равна Ao = 0,1268 - 0,0505 = 0,0763 м.
Особенно эффективно влияние дополнительной осциллирующей опоры 7 на уменьшение отклонения оси вала под действием пульсирующего переменного приведенного момента M5 на опоре 5 при больших величинах Ak осцилляции круга.
Таким образом, предлагаемый узел обладает повышенной долговечностью вследствие уменьшения переменных динамических нагрузок благодаря установке осциллирующей опоры, работающей в местах равного прогиба вала, а также позволяет повысить качество обработанной поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ С КРУТИЛЬНО-ОСЕВЫМИ ВИБРАЦИЯМИ | 1999 |
|
RU2164853C1 |
| СПОСОБ ШЛИФОВАНИЯ | 1999 |
|
RU2162398C2 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ С ИСПОЛЬЗОВАНИЕМ ГИДРОУДАРА ПРИ ШЛИФОВАНИИ | 2001 |
|
RU2190516C1 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ С РАДИАЛЬНЫМИ ОТВЕРСТИЯМИ И АКСИАЛЬНО-СМЕЩЕННЫМ РЕЖУЩИМ СЛОЕМ | 2001 |
|
RU2190517C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ШЛИФОВАНИЯ С СООБЩЕНИЕМ КРУГУ УГЛОВЫХ КОЛЕБАНИЙ | 1999 |
|
RU2163185C1 |
| СБОРНЫЙ МНОГОНИТОЧНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2167759C1 |
| СПОСОБ ШЛИФОВАНИЯ | 1999 |
|
RU2164851C1 |
| СБОРНЫЙ ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ С АКСИАЛЬНО-СМЕЩЕННЫМ РЕЖУЩИМ СЛОЕМ | 2001 |
|
RU2205743C1 |
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 1998 |
|
RU2151679C1 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 2000 |
|
RU2182067C2 |
Изобретение предназначено для обработки тел вращения абразивным инструментом с аксиально смещенным режущим слоем и может быть использовано при проектировании, изготовлении и эксплуатации шлифовальных, полировальных, доводочных и отделочных станков и приспособлений. Задача изобретения: повышение надежности, долговечности и улучшение качества обрабатываемых изделий путем уменьшения переменных динамических нагрузок благодаря установке дополнительной осциллирующей опоры, работающей в местах равного прогиба вала. Узел шлифовального шпинделя содержит вал 3, установленный в неподвижной пиноли 1 на двух радиальных опорах 4 и 5, расстояние между которыми l, и закрепленные консольно на валу со стороны передней опоры 5 под углом к плоскости вращения абразивный круг 6 с аксиально смещенным режущим слоем, а с другой стороны ведомый шкив 2. Кроме того, вал снабжен осциллирующей синхронно аксиально смещенному режущему слою круга опорой 7, размещенной на расстоянии Xmax = 0,42265l от передней опоры 5 в месте максимального прогиба оси вала, причем величина осцилляции опоры 7 есть расстояние между точкой Xmax и ближайшей к передней опоре 5 точкой Xmin минимального прогиба на оси с максимальным прогибом. 3 ил.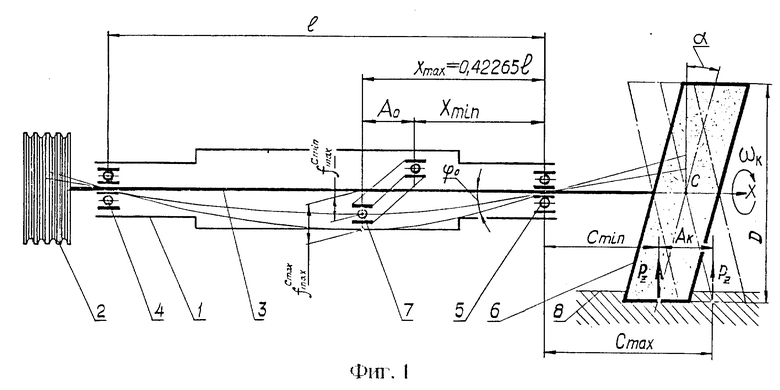
Узел шлифовального шпинделя, содержащий вал, установленный в неподвижной пиноли на двух радиальных опорах, расположенных на расстоянии l, и закрепленные консольно на валу со стороны передней опоры абразивный круг, а с другой стороны - ведомый шкив, отличающийся тем, что абразивный круг закреплен на валу под углом к плоскости вращения с образованием аксиально смещенного режущего слоя, а вал снабжен осциллирующей синхронно аксиально смещенному режущему слою круга опорой, размещенной на расстоянии Xmax = 0,42265l от передней опоры в месте максимального прогиба оси вала, причем величина осцилляции опоры равна разности расстояния Xmax и расстояния Xmin от передней опоры ближайшей к ней точки минимального прогиба на оси с максимальным прогибом.
| Узел шпинделя шлифовального станка | 1985 |
|
SU1606317A1 |
| Шпиндельный узел шлифовального станка | 1988 |
|
SU1583271A1 |
| Шпиндель шлифовального станка | 1967 |
|
SU631320A1 |
| Сборный шлифовальный круг | 1984 |
|
SU1194662A2 |
| GB 1107664 A, 27.03.68 | |||
| Способ получения сорбента для очистки газов от моноокиси углерода | 1988 |
|
SU1549583A1 |
