Изобретение относится к абразивной промышленности, а именно к прокатке листов из вулканитовых абразивных смесей. Листы служат исходными заготовками для вырубки кольцевых заготовок абразивных кругов, из которых после дополнительной обработки и вулканизации получают шлифовальные, полировальные и отрезные круги.
Известен способ прокатки листа из вулканитовой абразивной смеси, включающий вертикальную подачу кусковой вулканитовой смеси в валки вальцев и обжатие ее в двухвалковом очаге деформации [1].
Недостатком известного способа является ограниченная возможность получения листов нужной толщины за один проход прокатки. При получении листов толщиной более 13 мм невозможность достичь их заданной плотности, равной 2,4 - 2,6 г/см3 (листы имеют дефекты в виде несплошностей). Получение листов толщиной менее 4 мм невозможно, так как не обеспечивается нужная подача кусковой смеси в валки. Кроме того, лист из валков выходит в вертикальном направлении, а затем изгибается под углом 90o и в горизонтальном направлении транспортируется по рольгангу. Поскольку масса одной загрузки смеси в валки достигает 100 кг, то после выхода из валков лист под собственным весом растягивается с образованием дефектов в виде трещин, еще большее количество дефектов образуется при изгибе листа под углом 90o.
Таким образом, недостатками известного способа является ограниченный сортамент листа по толщине и его низкое качество.
Известно устройство для прокатки листа из вулканитовой абразивной смеси, содержащее два валка, оси которых расположены в горизонтальной плоскости и их привод [2].
Недостатком устройства является возможность создания двумя валками только одного очага деформации, прокатка в котором ограничивает сортамент листов по толщине.
Кроме того, при использовании крупногабаритных вальцев (диаметром валков 600 мм и более) затруднена вертикальная подача кусковой вулканитовой смеси в валки. Возникает необходимость использования сложных по конструкции ковшовых подъемников для подачи смеси на высоту 2,5 - 3,0 м.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому является способ прокатки каучукосодержащих смесей, включающий подачу смеси под острым углом к горизонту, ее обжатие в двух очагах деформации, образованных тремя валками [3]. Между первым и вторым очагами деформации полуфабрикат охватывает средний валок. Валки равного диаметра вращают с одинаковой или разной угловой скоростью.
Этот способ несколько расширяет сортамент листов по толщине за счет прокатки в двух очагах деформации, а также снижает количество дефектов на листах. Однако сортамент листов по толщине остается низким, поскольку полуфабрикат, охватывающий нижний валок, получает большое количество дефектов. Надо иметь в виду, что вулканитовая смесь, содержащая от 40 до 80% абразивного материала при действии растягивающих напряжений разрушается. Поэтому обжатия в первом и втором очагах деформации будут ограниченными.
Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому является устройство для прокатки (дублирования) резинового листа, включающее три валка, образующие два калибра, привод валков, направляющую проводку, механизм перемещения валков [4]. Угол между линиями, соединяющими верхний и средний валки и нижний и средний валки, равен 90o.
Недостатком устройства является создание тремя валками только двух очагов деформации с ограниченными обжатиями, что ограничивает сортамент листов по толщине. Кроме того, при использовании в устройстве валков диаметром 300 - 600 мм затруднена подача кусковой массы, поскольку готовый лист огибает нижний валок и затем поступает на рольганг. Рольганг необходимо поднимать над уровнем пола, так как после рольганга из листа производится вырубка кольцевых заготовок.
Задачей предлагаемого изобретения является расширение технологических возможностей и повышение качества.
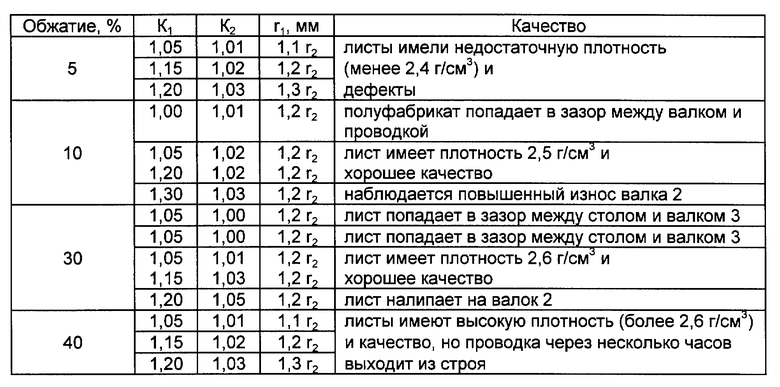
Поставленная задача достигается тем, что в известном способе прокатки листа из вулканитовой абразивной смеси, включающем подачу смеси под острым углом к горизонту, ее обжатие в двух очагах деформации, образованных тремя валками, охват полуфабрикатом валка между очагами, согласно изобретению берут направляющую проводку, которой дополнительно обжимают полуфабрикат с относительным обжатием 10 - 30%, при этом скорости валков рассогласовывают с обеспечением коэффициентов K1 и K2 рассогласования в первом и во втором очагах деформации соответственно K1 = 1,05 - 1,20 и K2 = 1,01 - 1,03. Коэффициенты K1 = v1/v2 =1,05 - 1,20 и K2 = v3/v2 = 1,01-1,03, где v1= R1ω1, v2= R2ω2 и v3= R3ω3 - скорости валков; R1, R2 и R3 - радиусы валков; ω1,ω2,ω3 - обороты валков в мин.
Поставленная задача достигается также тем, что в известном устройстве для прокатки листа из вулканитовой абразивной смеси, содержащем образующие два калибра верхний, средний и нижний валки с приводом вращения и перемещения валков, согласно изобретению второй калибр образован верхним и нижним валками и устройство снабжено направляющей проводкой, установленной между средним и нижним валками и имеющей параболоидную поверхность, при этом поверхность направляющей проводки на выходе из первого калибра имеет радиус r1 = (1,1 - 1,3)r2, где r2 - радиус поверхности направляющей проводки на входе во второй калибр.
Так как абразивную смесь подают, обжимают в первом очаге деформации, а затем полуфабрикат, охватывающий верхний валок, дополнительно обжимают направляющей проводкой и во втором очаге деформации, то сортамент получаемых листов по толщине может быть расширен. При этом повышается их качество, поскольку обжимающая проводка устраняет дефекты на наружной поверхности полуфабриката, охватывающего верхний валок.
При обжатии проводкой менее 10% устраняются не все дефекты на полуфабрикате, а при обжатии более 30% проводка быстро выходит из строя.
Рассогласование скоростей среднего и верхнего валков (v1 > v2) обеспечивает изгиб полуфабриката на верхний валок. При K1 = v1/v2 < 1,05 изгиб недостаточен, поверхность проводки быстро изнашивается и даже возможно затекание смеси в зазор между средним валком и проводкой. При K1 = v1/v2 > 1,20 изгиб приводит к резко неравномерному течению смеси в первом очаге деформации и дополнительным дефектам на поверхности полуфабриката.
Рассогласование скоростей верхнего и нижнего валков (v3 > v2) устраняет изгиб листа на нижний валок и возможность попадания листа в зазор между нижним валком и выходным столом устройства. При K2 = v3/v2 < 1,01 существует из-за влияния случайных факторов опасность изгиба на нижний валок. При K2 = v3/v2 > 1,03 появляется опасность прилипания листа к поверхности верхнего валка.
Размещение второго калибра между верхним и нижним валками существенно упрощает конструкцию устройства. При этом загрузочный бункер для смеси будет расположен достаточно низко над уровнем пола, поэтому загрузку смеси можно осуществлять ленточным транспортером. Выходящий лист попадает на рольганг, достаточно высоко расположенный над уровнем пола, что облегчает подачу листа на стол вырубного пресса.
Предлагаемое устройство проиллюстрировано чертежом.
Устройство состоит из трех валков 1, 2, 3, образующих два калибра. Первый калибр образован средним валком 1 и верхним валком 2, второй калибр - верхним валком 2 и нижним валком 3. Направляющая проводка 4 установлена между валками 1 и 3. Проводка 4 имеет параболоидную поверхность. Радиус на выходе из первого калибра r1 = (1,1 - 1,3)r2, где r2 - радиус на входе во второй калибр. Средний валок 1 снабжен механизмом 5 горизонтального перемещения, верхний валок 2 снабжен механизмом 6 вертикального перемещения.
Устройство работает следующим образом.
Включают привод (не показан) валков 1, 2, 3, который обеспечивает рассогласование их скоростей. Абразивную массу подают в зазор между валками 1, 2. Валки, вращаясь, деформируют ее в листовой полуфабрикат, который подается в калибр, образованный валками 2, 3. Между калибрами полуфабрикат охватывает валок 2. По пути прохождения полуфабрикатом от первого до второго калибра полуфабрикат обжимается направляющей поверхностью проводки 4, имеющей различные радиусы на выходе из первого калибра и входе во второй калибр. Зазоры между валками 1 и 2, 2 и 3 регулируются механизмами 5 и 6 горизонтального и вертикального перемещения.
По предлагаемому способу на заявляемом опытном устройстве были получены листы размером 2 • 300 • 300 мм из вулканитовой абразивной смеси, предназначенные для получения отрезных кругов 250 • 2 • 32 14А16-H СТВ по ГОСТ 21963-82. Диаметр валков равен 300 мм. Зазор между валками 1 и 2 равен 6 мм.
Проводка имела размеры: r1 = 155,5 мм, r2 = 154 мм.
Данные испытаний сведены в таблицу.
Предлагаемые способ и устройство целесообразно применять при производстве листовых заготовок толщиной от 1 до 20 мм, предназначенных для получения отрезных, полировальных кругов на вулканитовой связке.
Источники информации, принятые во внимание при составлении материалов заявки:
1. В. Н.Любомудров, Н.Н.Васильев, Б.И.Фальковский. Машгиз, 1953. с.330. фиг.207,а.
2. Ю. Е.Лукач, Д.Д.Рябинин, Б.Н.Метлов. Валковые машины для переработки пластмасс и резиновых смесей. Изд-во "Машиностроение". Москва, 1967, с.248, фиг.147.
3. Ю. Е.Лукач, Д.Д.Рябинин, Б.Н.Метлов. Валковые машины для переработки пластмасс и резиновых смесей. Изд-во "Машиностроение". Москва, 1967, с.9, рис.3 г.
4. Ю. Е.Лукач, Д.Д.Рябинин, Б.Н.Метлов. Валковые машины для переработки пластмасс и резиновых смесей. Изд-во "Машиностроение", Москва, 1967, с.253, рис.151.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1997 |
|
RU2126740C1 |
| СПОСОБ ИСПЫТАНИЯ СВОЙСТВ КАУЧУКСОДЕРЖАЩИХ СМЕСЕЙ | 1997 |
|
RU2127426C1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА | 1997 |
|
RU2108227C1 |
| ТРЕХВАЛКОВЫЙ КАЛАНДР ДЛЯ ПРОКАТКИ ЛИСТОВ ИЗ ВУЛКАНИТОВЫХ АБРАЗИВНЫХ СМЕСЕЙ | 1999 |
|
RU2151052C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВУЛКАНИТОВОЙ ФОРМОВОЧНОЙ АБРАЗИВНОЙ СМЕСИ | 2000 |
|
RU2198781C2 |
| ЛИНИЯ ПО ПРОИЗВОДСТВУ ЗАГОТОВОК АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2000 |
|
RU2231439C2 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2107609C1 |
| СПОСОБ И ШТАМП ДЛЯ ПРОИЗВОДСТВА ЗАГОТОВОК АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1997 |
|
RU2108228C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВУЛКАНИТОВОЙ ФОРМОВОЧНОЙ АБРАЗИВНОЙ СМЕСИ | 2003 |
|
RU2263018C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВУЛКАНИТОВОЙ ФОРМОВОЧНОЙ АБРАЗИВНОЙ СМЕСИ | 2004 |
|
RU2261794C1 |
Использование: абразивная промышленность, производство полировальных, шлифовальных и отрезных кругов на вулканитовой связке. Сущность изобретения: способ включает подачу смеси под острым углом к горизонту, ее обжатие в двух очагах деформации, образованных тремя валками, охват полуфабрикатом валка между очагами. Между очагами деформации полуфабрикат дополнительно обжимают с относительным обжатием 10-30%, при этом скорости валков рассогласовывают с обеспечением коэффициентов К1 и К2 рассогласования в первом и втором очагах деформации, соответственно К1=1,05-1,20 и K2=1,01-1,03. Устройство содержит три валка (1), (2), (3), образующих два калибра, направляющую проводку (4) установленную между валками (1) и (3). Направляющая поверхность проводки (4) выполнена на параболоидной с радиусом на выходе из первого калибра r1= (1,1-1,3)r2, где r2 - радиус на входе во второй калибр. Технический результат - увеличение степени обжатия листа. 2 с.п. ф-лы, 1 ил., 1 табл.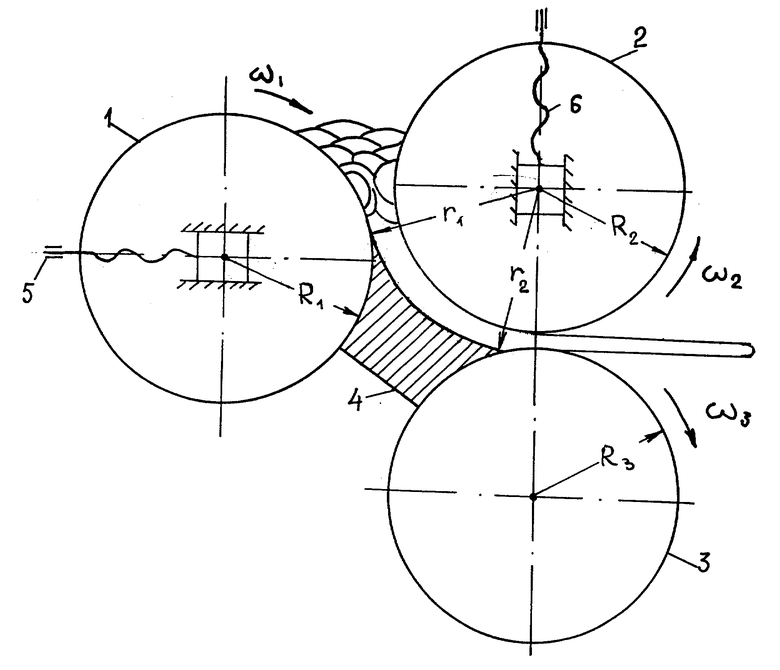
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Лукач Ю.Е | |||
| и др | |||
| Валковые машины для переработки пластмасс и резиновых смесей | |||
| - М.: Машиностроение, 1967, с.9, рис.3г | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Любомудров В.Н | |||
| и др | |||
| Абразивные инструменты и их изготовление | |||
| - М.: Машгиз, 1953, с.324-325. | |||
