Изобретение относится к абразивной промышленности, а именно к изготовлению абразивных кругов на органической связке, и может быть использовано для производства шлифовальных, полировальных и отрезных кругов.
Известен способ производства абразивного инструмента на органической связке, включающий приготовление абразивной массы путем смешивания связки с абразивным материалом в смесителе, формирование из нее пластин путем прокатки на вальцах, вырубку из пластин кольцевых заготовок кругов и их термообработку [1].
Существенным недостатком способа являются низкие технологические возможности. Он не может быть использован для получения абразивных кругов на вулканитовой связке. Невозможно приготовить абразивную массу путем смешивания компонентов связки на основе твердых каучуков с абразивным материалом в смесителе.
Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому является способ производства абразивного инструмента на органической связке, включающий приготовление абразивной кусковой вулканитовой массы смешиванием связки с абразивным материалом путем прокатки на вальцах, прокатки пластин на вальцах и каландрах, вырубку из пластин кольцевых заготовок кругов и их термообработку [2].
Основными недостатками способа являются низкое качество и малый выход годного при получении абразивного инструмента. Абразивная масса после приготовления прокаткой на вальцах состоит из отдельных кусков, по форме близких к прямоугольной, размерами сечения от нескольких квадратных миллиметров до десятков квадратных миллиметров и высотой 15 - 17 мм. Эта кусковая абразивная масса при формовании путем прокатки на вальцах, а затем на каландрах позволяет получать пластины необходимой плотности высотой 0,6 - 5,0 мм. Получение пластин высотой более 5,0 мм заданной плотности (2,6 г/см3 и более) невозможно, т.к. снижается суммарное относительное обжатие кусковой абразивной массы и заданная плотность пластины не достигается. Абразивные круги высотой более 5 мм можно получить только дублированием (наложением друг на друга по высоте) пластин или кольцевых заготовок и дополнительным формованием пакетов пластин или заготовок.
Более 10% инструмента из дублированных пластин или дублированных кольцевых заготовок идут в брак. Брак заключается в расслойных дефектах по плоскостям контакта пластин или кольцевых заготовок. Причем этот брак можно обнаружить только на готовых кругах после термообработки и механической обточки по наружному диаметру. Процент брака зависит от количества дублированных пластин или заготовок. Если прессованием дублируется более 20 - 30 кольцевых заготовок, то брак часто достигает 90%, что приводит к очень низкому выходу годного. Снижает выход годного и большая дефектность кромок, и недостаточная плотность формованных из кусковой массы пластин, в результате чего ширина пластины в зависимости от марки абразивной массы на 20 - 40% превышает наружный диаметр вырубаемых из пластин кольцевых заготовок кругов. Оставшийся после вырубки кольцевых заготовок облой (возвратный отход) составляет 30 - 70% от массы пластины.
Помимо этого способ отличается низкой производительностью из-за многочисленных операций подготовки пластин или заготовок к дублированию.
Задачей изобретения является устранение этих недостатков, а именно повышение качества и увеличение выхода годного.
Поставленная задача достигается тем, что в известном способе производства абразивного инструмента, включающем приготовление абразивной кусковой массы прокаткой на вальцах, формование пластин каландрованием, вырубку из пластин кольцевых заготовок и последующую их вулканизацию, абразивную массу перед формованием из нее пластин дополнительно прессуют с относительной деформацией 30 - 60% на заготовки преимущественно прямоугольного поперечного сечения с клиновидным концом и выполняют высотой, равной произведению высоты пластины на среднюю суммарную вытяжку при формовании, шириной на 6 - 8% больше диаметра вырубаемой заготовки, а формование каландрованием заготовок на пластины выполняют за несколько проходов с суммарной вытяжкой, равной 2 - 3.
Дополнительное прессование абразивной массы до формования из нее пластин на заготовки заявляемых размеров позволит значительно увеличить высоту пластин без снижения их плотности. Это сократит их количество при дальнейшей сборке пакета, а следовательно, уменьшит количество стыков, что снизит расслой готового инструмента. Равномерная проработка кромок, получаемых после прессования заготовок, ведет к снижению дефектности кромок у полученных из этих заготовок пластин, что снизит облой при вырубке кольцевых заготовок, увеличит выход годного.
Прямоугольное сечение заготовок обеспечит равномерное обжатие при каландровании пластин, устранит существующую разновысотность пластин при ширине при их формовании из кусковой массы. Клиновидный передний конец заготовок обеспечит надежный захват заготовки валками каландров при высоких разовых вытяжках. Вытяжка - это отношение площади поперечного сечения заготовки S3 к площади поперечного сечения полуфабриката пластин, например, после первого прохода S1( λ1 = S3/S1). При ширине полуфабриката пластины b1, равной ширине заготовки b3(b1 = b3), вытяжка за один проход равна λ1 = h3/h1, где h3 - высота заготовки; h1 - высота полуфабриката пластины после первого прохода.
Суммарная вытяжка λΣ при формовании готовой пластины высотой hп за несколько проходов каландрования заготовки равна
λΣ = h3\hп,
Относительная деформация при прессовании, равная ε = (hн - hз)/hн, где hн - высота насыпки кусковой массы в пресс-форму для прессования, определяет качество заготовки и усилие прессования.
При ε < 30% заготовка имеет пониженную плотность и дефекты в виде отдельных пор, при ε > 60% резко повышается усилие прессования, масса начинает затекать в разъемы пресс-формы и интенсивно ее изнашивать.
Высота заготовки (hз) для обеспечения заданной плотности готовой пластины и высокого качества готового инструмента должна быть равна hз = λΣ hп. Высота hп задается высотой прокатываемой заготовки абразивного инструмента, λΣ должна находиться в пределах 2 - 3.
При λΣ < 2 не достигается заданная плотность пластины, равная примерно 2,6 - 3,0 г/см3, при λΣ > 3 снижается производительность за счет излишних проходов каландрования.
Прессование заготовок, шириной менее 6% превышающих диаметр вырубаемой заготовки, возможны дефекты на кольцевых заготовках, а при ширине, более 8% превышающих диаметр вырубаемой заготовки, происходит нецелесообразное увеличение расхода абразивной массы (увеличение возвратного отхода).
Способ осуществляется следующим образом.
Кусковую вулканитовую массу после смешивания прокаткой на вальцах загружают в пресс-форму, разравнивают и прессуют в заготовку прямоугольного сечения с заостренным концом с относительной деформацией 30 - 60%. Затем эти заготовки формуют в пластины каландрованием и вырубают из них кольцевые заготовки, которые при необходимости собирают в пакет и проводят прессование и вулканизацию.
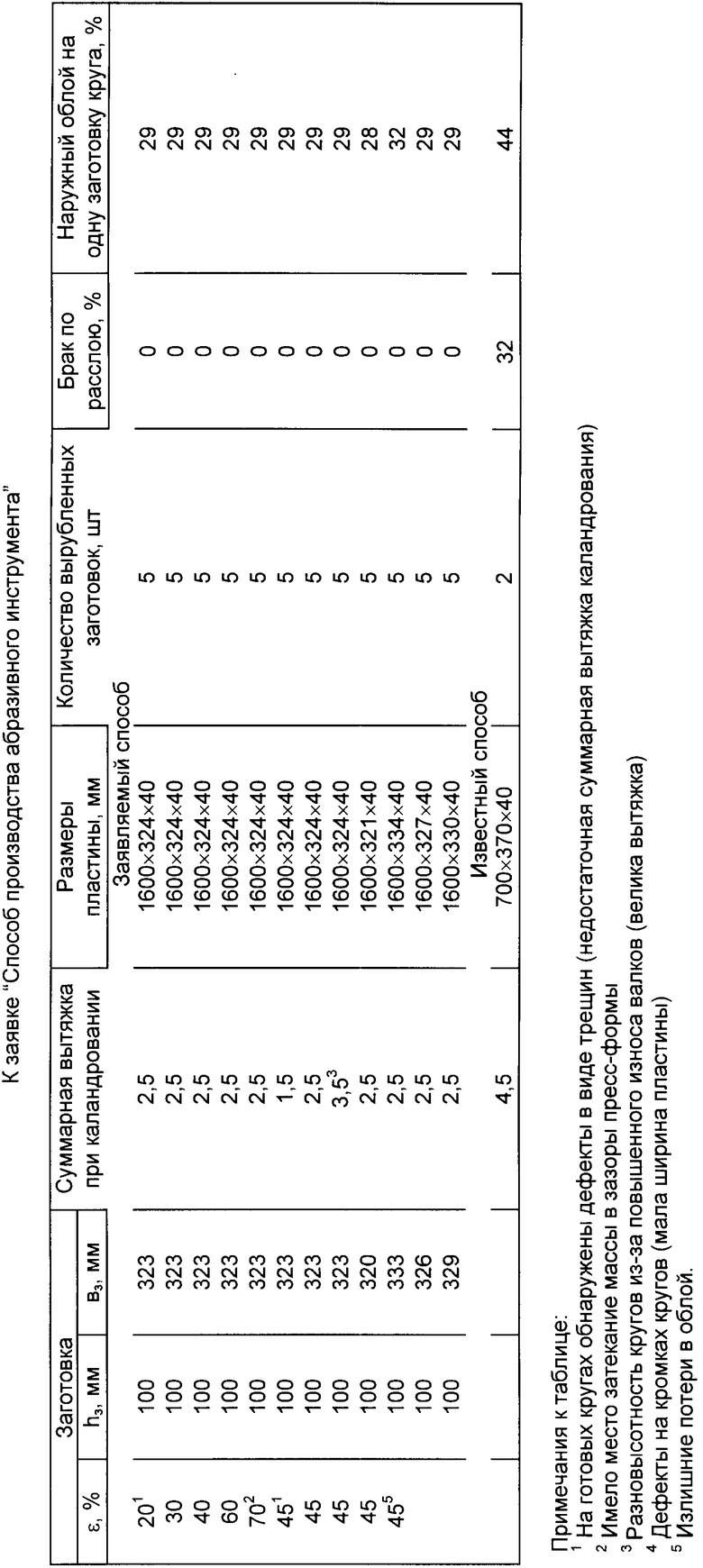
По предлагаемому способу были изготовлены круги шлифовальные типа ПП размерами 300 х 40 х 127 из вулканитовой массы 14А25НСВ. Вырубаемые кольцевые заготовки имели наружный диаметр, равный 305 мм, высоту, равную 40 мм, и внутренний диаметр, равный 127 мм. Из каждой пластины вырубали 5 кольцевых заготовок, т.е. длина пластины должна быть равна 1600 мм (с учетом перемычек на вырубку). Ширина пластины на 7% больше диаметра вырубаемой заготовки, т. е. 324 мм. Высота пластины равна высоте круга, т.е. 40 мм.
Размеры прессования заготовки и параметры прессования и каландрования приведены в таблице.
Для сравнения было изготовлено 20 шлифовальных кругов типа ПП размерами 300 х 40 х 127 из вулканитовой массы 14А25РСВ. Технология включает вальцевание вулканитовой массы на пластины высотой 10 мм, дублирование 6 пластин по высоте и их совместное каландрование до высоты 40 мм. После каландрования пластины имеют длину lп = 700 мм, ширину bп = 370 мм. Из одной такой пластины можно вырубить 2 заготовки круга диаметром 305 мм.
Анализ показывает, что при заявляемом способе нет дублирования, поэтому не может быть брака по расслою. Брак по расслою по известной технологии составил 32% (дублировалось всего 6 пластин). Наружный облой по предлагаемому способу снизился на 15%. Производительность повысилась в 4 раза.
Предлагаемый способ целесообразно применять в абразивной промышленности, при производстве кругов на вулканитовой связке.
Источники информации.
1. Любомудров В.Н., Васильев Н.Н., Фальковский Б.И. Абразивные инструменты и их изготовление. М.: Машгиз, 1953, с. 343 - 370.
2. Любомудров В.Н., Васильев Н.Н., Фальковский Б.И. Абразивные инструменты и их изготовление. М.: Машгиз, 1953, с. 307 - 341.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2107609C1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1997 |
|
RU2127185C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1997 |
|
RU2126740C1 |
| СПОСОБ И ШТАМП ДЛЯ ПРОИЗВОДСТВА ЗАГОТОВОК АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1997 |
|
RU2108228C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОКАТКИ ЛИСТА ИЗ ВУЛКАНИТОВОЙ АБРАЗИВНОЙ СМЕСИ | 1997 |
|
RU2122935C1 |
| СПОСОБ ИСПЫТАНИЯ СВОЙСТВ КАУЧУКСОДЕРЖАЩИХ СМЕСЕЙ | 1997 |
|
RU2127426C1 |
| СПОСОБ ФОРМОВАНИЯ ЗАГОТОВОК АБРАЗИВНОГО ИНСТРУМЕНТА | 1999 |
|
RU2149749C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2002 |
|
RU2221687C1 |
| СПОСОБ ФОРМОВАНИЯ ЗАГОТОВОК АБРАЗИВНОГО ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2149750C1 |
| СПОСОБ ФОРМОВАНИЯ АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1999 |
|
RU2164858C1 |
Изобретение может быть использовано при производстве шлифовальных, полировальных и отрезных кругов, преимущественно на органической связке. Способ включает приготовление абразивной кусковой массы прокатной на вальцах, формование пластин каландрованием, вырубку из пластин кольцевых заготовок и последующую их вулканизацию. Абразивную массу перед формированием из нее пластин дополнительно прессуют с относительной деформацией 30 - 60% на заготовки, преимущественно прямоугольного поперечного сечения с клиновидным концом, и выполняют высотой, равной произведению высоты пластины на среднюю суммарную вытяжку при формовании, шириной на 6 - 8% больше диаметра вырубаемой заготовки, а формование заготовок на пластины выполняют за несколько проходов с суммарной вытяжкой, равной 2 - 3. 1 табл.
Способ производства абразивного инструмента, включающий приготовление абразивной кусковой массы прокаткой на вальцах, формование пластин каландрованием, вырубку из пластин кольцевых заготовок и последующую их вулканизацию, отличающийся тем, что абразивную массу перед формованием из нее пластин дополнительно прессуют с относительной деформацией 30 - 60% на заготовки преимущественно прямоугольного поперечного сечения с клиновидным концом и выполняют высотой, равной произведению высоты пластины на среднюю суммарную вытяжку при формовании, шириной на 6 - 8% больше диаметра вырубаемой заготовки, а формование заготовок на пластины выполняют за несколько проходов каландрованием с суммарной вытяжкой, равной 2 - 3.
| Любомудров В.Н.ю Васильев Н.Н., Фальковский Б.И | |||
| Абразивные инструменты и их изготовление | |||
| - М.: Машгиз, 1953, с | |||
| Приспособление для выпечки формового хлеба в механических печах с выдвижным подом без смазки форм жировым веществом | 1921 |
|
SU307A1 |
| Питательное приспособление к трепальной машине для лубовых растений | 1923 |
|
SU343A1 |
