Предлагаемое изобретение относится к области прокатного производства, а именно к производству тонколистового холоднокатаного металла, в частности к высокоскоростной холодной прокатке жести и автомобильного листа.
Известен способ непрерывной холодной прокатки металлических полос, использующий различные смазки в каждой клети или в группе клетей, которые создают требуемые условия деформации. Применение смазок с различными характеристиками обеспечивает прокатку различных сталей, в том числе и труднодеформируемых (Японская заявка, кл. 12 C 211.2 (B 21 B 45/02), N 53-65245, заявл. 24.11.76, N 51-141712, опубл. 10.06.78).
Наиболее близким аналогом к предлагаемому изобретению является способ прокатки, описанный в статье А.Ф.Сарычева и др. "Прогнозирование загрязненности холоднокатаного металла методом дериватографии", журнал "Сталь", N 7, стр. 42, 1997 г. Данный способ заключается в том, что при холодной прокатке тонколистового металла используют смазочные средства, имеющие различные физико-химические показатели. Недостатком этого способа является то, что использование технологических смазочных средств с отсутствием пределов физико-химических показателей приводит с одной стороны к ухудшению технологических условий прокатки, с другой - к повышению загрязнения поверхности сажистыми отложениями после отжига.
Технической задачей предлагаемого изобретения является улучшение качества полосы за счет устранения поверхностных дефектов типа "сажистые отложения" после отжига и снижения общей загрязненности поверхности металла.
Это достигается тем, что при прокатке металла на стане на заготовку и валки подают технологическое смазочное средство (ТСС), имеющее следующие физико-химические свойства:
- термоокислительную стабильность, % - - не более 10
- смолообразующую способность, % - - не более 2
- общую летучесть, % - - не менее 93
Предлагаемый способ холодной прокатки полос осуществляют следующим образом. Горячекатаную травленую полосу размерами 2,2х1030 мм, смотанную в рулон, устанавливают на разматыватель непрерывного 4-клетевого стана 2500. Передний конец полосы на заправочной скорости задают в валки стана, устанавливают режим натяжений и обжатий, после задачи переднего конца полосы в 4-ю клеть производят включение технологической смазки, затем осуществляют процесс прокатки до толщины 0,7 мм. Технологическую смазку готовили на основе концентрата (эмульсола) таким образом, чтобы его термоокислительная стабильность не превышала 10%, смолообразующая способность не превышала 2%, а общая летучесть была не менее 93%. При прокатке полос с технологической смазкой, имеющей вышеприведенные физико-химические свойства, отсутствовал дефект после отжига "сажистые отложения" и загрязненная поверхность.
Для определения эффективности предлагаемого способа проводили опытные прокатки металла толщиной 0,7 мм из подката размерами 2,2х1030 мм на 4-клетевом стане 2500. Условия прокатки задавали по предлагаемому способу и известному способу.
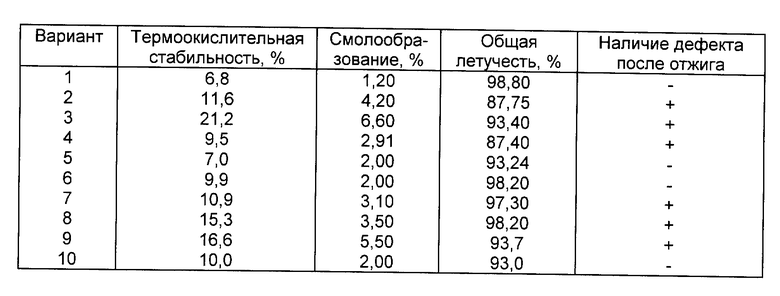
Результаты опытных прокаток приведены в таблице.
Из таблицы следует, что варианты 1, 5, 6, 10 соответствуют прокатке по предлагаемому способу. Варианты 2, 3, 4, 7, 8, 9 соответствуют известному способу.
Использование предлагаемого способа позволит получить готовый холоднокатаный прокат с высоким качеством поверхности за счет устранения сажистых отложений на полосе после отжига.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ПОЛОСЫ | 2000 |
|
RU2205074C2 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ТОНКИХ СТАЛЬНЫХ ПОЛОС | 1997 |
|
RU2124955C1 |
| СПОСОБ ПОДАЧИ ЭМУЛЬСИИ НА НЕПРЕРЫВНОМ МНОГОКЛЕТЬЕВОМ СТАНЕ ХОЛОДНОЙ ПРОКАТКИ | 2005 |
|
RU2282513C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ПОЛОС НА ЧЕТЫРЕХКЛЕТЕВОМ НЕПРЕРЫВНОМ СТАНЕ 2500 | 2011 |
|
RU2465080C1 |
| СПОСОБ ПОДГОТОВКИ РАБОЧИХ ВАЛКОВ СТАНОВ ХОЛОДНОЙ ПРОКАТКИ | 2000 |
|
RU2175583C2 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОЛИСТОВОЙ ХОЛОДНОКАТАНОЙ СТАЛИ | 2008 |
|
RU2374014C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ПРОКАТНОГО ВАЛКА | 1999 |
|
RU2147944C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОС | 1999 |
|
RU2164451C2 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ПЛОСКОСТНОСТИ ПОЛОС | 2000 |
|
RU2189875C2 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОУГЛЕРОДИСТОЙ ХОЛОДНОКАТАНОЙ ПОЛОСОВОЙ СТАЛИ | 1999 |
|
RU2147943C1 |
Изобретение относится к области прокатного производства, а именно к производству тонколистового холоднокатаного металла, в частности к высокоскоростной холодной прокатке жести и автомобильного листа. Способ обеспечивает производство металла с улучшенным качеством за счет устранения поверхностных дефектов типа "сажистые отложения" после отжига и снижения общей загрязненности поверхности металла. Способ заключается в последовательном деформировании заготовки в валках с подачей на заготовку и валки технологического смазочного средства, имеющего термоокислительную стабильность не более 10%, смолообразующую способность не более 2%, общую летучесть не менее 93%. 1 табл.
Способ холодной прокатки полос, включающий последовательное деформирование заготовки в валках и подачу на заготовку и валки технологического смазочного средства (водного раствора эмульсола), отличающийся тем, что используют технологическое смазочное средство с термоокислительной стабильностью не более 10%, смолообразующей способностью не более 2%, а общей летучестью не менее 93%.
| Веникодробильный станок | 1921 |
|
SU53A1 |
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
| А.Ф.Сарычев и др | |||
| Прогнозирование загрязненности холоднокатаного металла методом дериватографии | |||
| Ж | |||
| "Сталь", N 7, с | |||
| Устройство для усиления микрофонного тока с применением самоиндукции | 1920 |
|
SU42A1 |
| Состав для нанесения на поверхность стальных листов перед горячей прокаткой | 1983 |
|
SU1204283A1 |
| Способ эксплуатации эмульсии и охлаждающе-моющей жидкости при прокатке на многоклетевом стане | 1987 |
|
SU1468628A1 |
| Способ смазки полосы при прокатке | 1990 |
|
SU1699670A1 |

