Изобретение относится к области прокатного производства, а именно к производству тонколистового холоднокатаного металла, в частности к холодной прокатке жести.
Известен способ холодной прокатки тонких стальных полос, заключающийся в последовательном обжатии заготовки с подачей на валки смазочно-охлаждающей жидкости, а на полосу - технологической смазки, изготовленные на основе пальмового масла (Белосевич В.К. и др. Эмульсии и смазки при холодной прокатке, М.: Металлургия, 1976, стр. 209).
Наиболее близких аналогом к предлагаемому изобретению является способ холодной прокатки тонких стальных полос (Пименов А.Ф. и др. Холодная прокатка и отделка жести, М.: Металлургия, 1990, стр. 135 - 141), который заключается в последовательною деформировании заготовки в валках с подачей на валки смазочно-охлаждающей жидкости, изготовленной на основе пальмового масла и с подачей на заготовку технологической смазки, изготовленной на основе пальмового масла.
Недостатком вышеуказанного способа является наличие поверхностных дефектов типа "окисная пленка" и "грязевые пятна".
Технической задачей предлагаемого изобретения является улучшение качества полосы за счет устранения поверхностных дефектов типа "окисная пленка" и "грязевые пятна".
Это достигается тем, что при прокатке жести на непрерывном стане жирность смазочно-охладающей жидкости устанавливают 0,5-0,8%, а технологическую смазку подают изготовленной на основе пальмового масла с кислотным числом не более 8 мг КОН.
Предлагаемый способ холодной прокатки тонких стальных полос осуществляют следующим образом: горячекатаную травленую полосу толщиной 2,3 мм из стали 08пс, смотанную в рулон, устанавливают на разматыватель непрерывного 5-клетевого стана 1200. Передний конец полосы на заправочной скорости задают в валки стана, устанавливают режим натяжений и обжатий, после задачи переднего конца полосы в пятую клеть производят включение технологической смазки и смазочно-охлаждающей жидкости, затем осуществляют процесс прокатки жести толщиной 0,22 мм. При прокатке подачу технологической смазки на полосу и охлаждение валков смазочно-охлаждающей жидкостью производят одновременно. Технологическую смазку и смазочно-охлаждающую жидкость готовят на основе пальтового масла.
Смазочно-охлаждающую жидкость готовят с жирностью в пределах 0,5-0,8%, а в технологической смазке кислотное число устанавливают не более 8 мг КОН на 1 г масла.
Прокатка тонких полос при таких условиях обеспечивает качественную поверхность готовой жести, предотвращая образование дефекта типа "окисная пленка", "грязевые пятна".
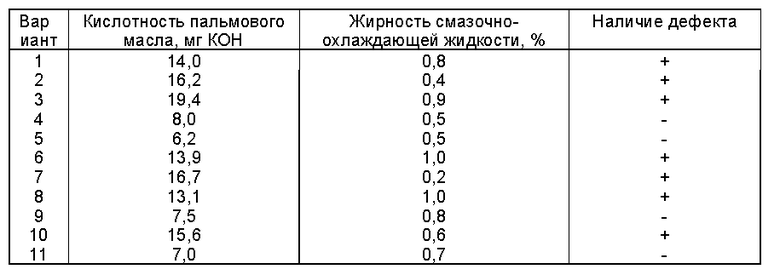
Для определения эффективности предлагаемого способа проводили опытные прокатки жести толщиной 0,22 мм из подката толщиной 2,3 мм на пятиклетевом стане 1200. Условия прокатки задавали по предлагаемому способу и по известному способу.
Результаты опытных прокаток приведены в таблице.
Из таблицы следует, что варианты 4, 5, 8, 11 соответствуют прокатке по предлагаемому способу. Варианты 1, 2, 3, 6, 7, 10 соответствуют известному способу.
Использование предлагаемого способа позволит получить готовую жесть с требуемым качеством поверхности, за счет устранения дефектов типа "окисная пленка" и "грязевые пятна".
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ТОНКИХ ПОЛОС ИЗ МАЛОУГЛЕРОДИСТОЙ СТАЛИ | 2008 |
|
RU2387506C2 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ТОНКОЛИСТОВОЙ СТАЛИ | 2005 |
|
RU2288791C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОС | 1998 |
|
RU2123398C1 |
| Способ эксплуатации технологического смазочного средства при холодной прокатке | 1992 |
|
SU1831392A3 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЭМУЛЬСИЯ ДЛЯ ХОЛОДНОЙ ПРОКАТКИ | 2006 |
|
RU2322482C2 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛИСТОВОЙ НАГАРТОВАННОЙ СТАЛИ | 2008 |
|
RU2369456C1 |
| Способ прокатки металлов | 1985 |
|
SU1311799A1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ПОЛОСЫ | 2000 |
|
RU2205074C2 |
| Способ производства электротехнической анизотропной стали | 2021 |
|
RU2779121C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОС | 1999 |
|
RU2164451C2 |
Изобретение относится к области прокатного производства, а именно, к производству тонколистового холоднокатаного металла, в частности к холодной прокатке жести. Способ обеспечивает производство металла с улучшенным качеством полосы за счет устранения поверхностных дефектов типа "окисная пленка" и "грязевые пятна". Способ заключается в последовательном деформировании заготовки в валках с подачей на валки смазочно-охлаждающей жидкости, изготовленной на основе пальмового масла при жирности смазочно-охлаждающей жидкости 0,5-0,8%. При этом на заготовку подают технологическую смазку на основе пальмового масла с кислотным числом не более 8 мг КОН на 1 г масла. 1 табл.
Способ холодной прокатки тонких стальных полос, включающий последовательное деформирование заготовки в валках с подачей на валки смазочно-охлаждающей жидкости, изготовленной на основе пальмового масла, и с подачей на заготовку технологической смазки, изготовленной на основе пальмового масла, отличающийся тем, что жирность смазочно-охлаждающей жидкости устанавливают 0,5 - 0,8%, а технологическую смазку подают изготовленной на основе пальмового масла с кислотным числом не более 8 мг КОН.
| Пименов А.Ф | |||
| и др | |||
| Холодная прокатка и отделка жести | |||
| - М.: Металлургия, 1990, с | |||
| Способ обделки поверхностей приборов отопления с целью увеличения теплоотдачи | 1919 |
|
SU135A1 |
| Способ холодной прокатки жести | 1990 |
|
SU1779418A1 |
| Способ холодной прокатки тонких полос из малоуглеродистой стали | 1986 |
|
SU1355301A1 |
| Горенштейн М | |||
| Трение и технологические смазки при прокатке | |||
| - Киев: Техника, 1972, с | |||
| Халат для профессиональных целей | 1918 |
|
SU134A1 |
| Способ размножения копий рисунков, текста и т.п. | 1921 |
|
SU89A1 |

