Изобретение относится к сварке металла и может быть использовано для укрупнения рулонов, изготовления длинномерного ленточного тягового инструмента, на станах бесконечной прокатки и т.п.
Согласно ГОСТ 2601-84, известна сварка давлением, которая осуществляется при температурах ниже точки плавления свариваемых металлов без использования припоя и с приложением давления, достаточного для создания необходимой пластической деформации соединяемых частей.
В качестве недостатков известного способа можно отметить, что для каждого материала необходимо точно знать, задавать и регулировать комбинацию таких параметров, как степень, скорость и температура деформации, а прочность сварного соединения на сдвиг определяется площадью контакта соединяемых поверхностей и характером связей, образовавшихся на их границе [1].
Известен способ сварки концов полос внахлестку [2], сущность которого заключается в том, что во время сварки давлением с помощью дисков, подводящих в зону сварки электрический ток для нагрева металла, шов раскатывается в направлении ширины полосы до ее толщины.
Основным и весьма существенным недостатком этого способа является то, что, согласно работе [1], при сварке прокаткой диффузионные процессы в зоне соединения не успевают развиться настолько значительно, чтобы изменить структуру зоны соединения из-за недостаточной длительности взаимодействия под давлением соединяемых поверхностей. При этом происходит только схватывание поверхностей и сварное соединение имеет низкую прочность и может быть использовано только как транспортное.
Наиболее близким аналогом является способ сварки сопротивлением листового металла внахлестку, описанный в патенте FR 2598643, A, 20.11.87.
Согласно известному способу, на контактных поверхностях свариваемых полос выполняют равномерно расположенные впадины, перед сваркой совмещают полученные выступы конца одной полосы со впадинами конца другой полосы. Затем нагревают свариваемый объем металла методом электросопротивления и производят совместное деформирование концов полос.
Задачей настоящего изобретения является создание способа сварки металлических полос внахлестку, обеспечивающего равнопрочность сварного соединения и основного металла полос.
Представленная задача решается следующим образом.
Со стороны поверхностей концов свариваемых полос, обращенных друг к другу, в направлении ширины полос выполняют равномерно расположенные впадины глубиной не более половины толщины полосы с соотношением площадей поперечного сечения впадин и разделяющих их выступов 1 < Sвп/Sвыст ≤ 2. Затем совмещают выступы конца одной полосы с впадинами конца другой полосы. После этого методом электросопротивления нагревают свариваемый объем металла до температуры не выше температуры его фазовых превращений и путем осадки деформируют этот объем одновременно по всей площади сварного соединения до толщины одной полосы.
То, что перед обжатием в направлении ширины полосы выполняют выступы и впадины заявляемых размеров и осаждают одновременно совмещенный объем полос по всей площади сварного соединения, позволяет помимо диффузии с образованием общих зерен повысить прочность сварного соединения за счет прочности на срез выступов основного металла полос.
Выбор параметров выступов и впадин определяется следующими соображениями.
Глубина впадин должна быть не более половины толщины полосы, исходя из обеспечения суммарной толщины сплошного металла в соединении не менее толщины полосы. Форма выступов и впадин может быть различной и определяться технологическими причинами и инструментом для их выполнения.
Соотношение площадей поперечных сечений впадин и выступов должно быть более 1 для того, чтобы обеспечить совмещение впадин и выступов с гарантированным зазором. Условие соотношения указанных площадей менее 2 объясняется тем, что при совместной осадке концов полос в процессе сварки оно является гарантией заполнения металлом выступов боковых зазоров и создания непрерывного контура сварного соединения.
Нагрев деформируемого объема до температуры не выше температуры фазовых превращений исключает изменение структуры и, следовательно, механических свойств сварного соединения по сравнению с основным металлом полос.
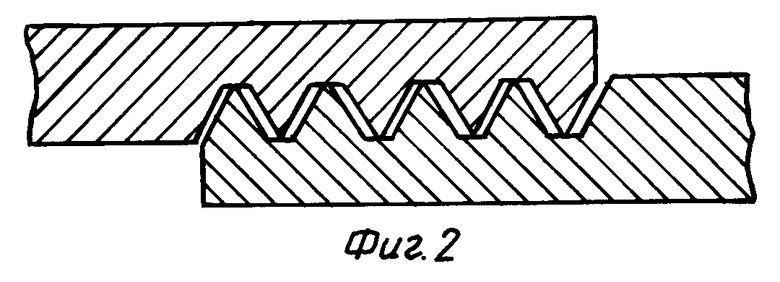
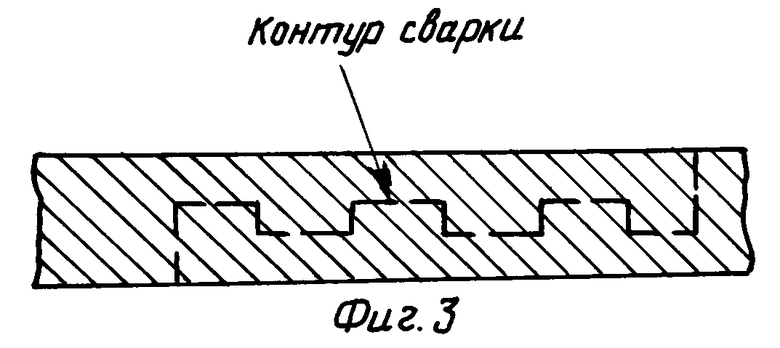
На фиг. 1 показана схема соединения концов полос с прямоугольными выступами и впадинами перед нагревом и осадкой, на фиг. 2 - то же, с треугольными выступами и трапецеидальными впадинами, на фиг. 3 изображено сварное соединение концов полос после нагрева и осадки.
Способ осуществляется следующим образом.
На концах полос выполняют равномерно расположенные дины глубиной не более толщины полосы с соотношением площадей их поперечных сечений к площадям поперечных сечений разделяющих их выступов 1 < Sвп/Sвыст ≤ 2. Затем совмещают выступы конца одной полосы с впадинами конца другой полосы. После этого к свариваемому объему подводят ток от сварочного трансформатора и нагревают этот объем до температуры не выше температуры фазовых превращений металла полос. Далее путем осадки деформируют этот объем одновременно по всей площади сварного соединения до толщины одной полосы. При этом внутри объема сварной зоны образуется сплошной контур сварки, как это показано на фиг. 3. Благодаря этому прочность сварного соединения на растяжение обеспечивается не только за счет образовавшихся путем диффузии общих зерен на контуре сварки, но и за счет прочности на срез выступов основного металла концов полос.
Пример
Для сварки концов полос толщиной 4 мм из стали ЗОХГСА можно выбрать следующие параметры:
- глубина впадин прямоугольного сечения до 2 мм;
- ширина впадин 1,5 мм;
- ширина выступов 1,0 мм;
- число выступов не менее 4;
- температура нагрева сварной зоны не выше 760oC.
Предлагаемый способ сварки металлических полос внахлестку целесообразно применять в металлургической и машиностроительной промышленности для укрупнения рулонов, при изготовлении длинномерного ленточного тягового инструмента, например, тягового органа скважинной насосной установки.
Источники информации:
1. Каракозов Э.С. Сварка металлов давлением. М.: Машиностроение. 1968, с. 147.
2. Механическое оборудование цехов холодной прокатки. Под редакцией чл. - корр. АН СССР Г.Л.Химича. М.: Машиностроение. 1972, с. 379.
3. FR 2598643 A, 20.11.87.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕЛЬЕФНОЙ СВАРКИ РЕЛЬСОВ | 2022 |
|
RU2809616C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЛАКИРОВАННОЙ ПОЛОСЫ ПРОКАТКОЙ | 1991 |
|
RU2057628C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО СТАЛЕАЛЮМИНИЕВОГО ПЕРЕХОДНИКА СВАРКОЙ ВЗРЫВОМ | 2004 |
|
RU2270742C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2015 |
|
RU2606134C1 |
| СПОСОБ ТЕПЛОВОЙ ПРОКАТКИ ПОЛОСЫ С ЭЛЕКТРОКОНТАКТНЫМ НАГРЕВОМ | 1990 |
|
RU2009735C1 |
| АНОДНЫЙ ШТЫРЬ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2000 |
|
RU2170289C1 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ СОПРОТИВЛЕНИЕМ | 2004 |
|
RU2254215C1 |
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРНОГО ПРОФИЛЯ | 1994 |
|
RU2060845C1 |
| СПОСОБ СОЕДИНЕНИЯ ПОЛОС | 2002 |
|
RU2218252C1 |
| Способ сварки трением с перемешиванием | 2018 |
|
RU2697548C1 |
Способ может быть использован для укрупнения рулонов на станах бесконечной прокатки в металлургической и машиностроительной промышленности. На обращенных друг к другу концах полос выполняют равномерно расположенные впадины глубиной не более толщины полосы и соотношением площадей поперечного сечения впадин и разделяющих их выступов 1<Sвп/Sвыст≤2. Совмещают выступы конца одной полосы с впадинами конца другой полосы. Нагревают свариваемый объем металла до температуры не выше температуры его фазовых превращений. Путем осадки деформируют этот объем одновременно по всей площади сварного соединения до толщины одной полосы. Обеспечивает повышение прочности сварного соединения не только за счет диффузии с образованием общих зерен, но и за счет прочности на срез выступов основного металла концов полос. 3 ил.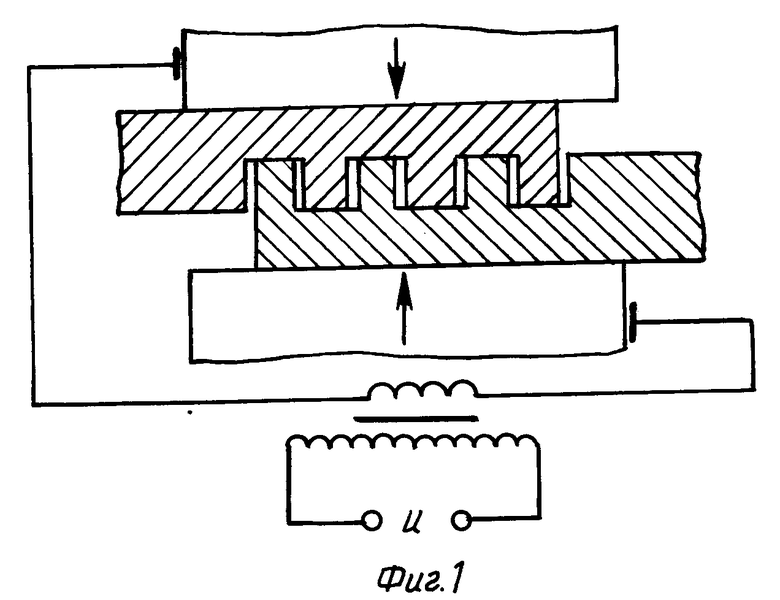
Способ сварки металлических полос внахлестку, при котором на обращенных друг к другу поверхностях соединяемых концов полос выполняют равномерно расположенные впадины в направлении ширины полос, совмещают образованные выступы одной полосы с впадинами другой полосы, нагревают свариваемый объем методом электросопротивления и производят деформирование зоны соединения, отличающийся тем, что соотношение площадей поперечного сечения впадин и разделяющих их выступов выбирают из соотношения 1 < Sвп/Sвыст ≤ 2, глубину впадин - не более толщины полосы, нагрев производят до температуры не выше температуры фазовых превращений свариваемого металла, а деформирование производят путем осадки одновременно по всей площади сварного соединения до толщины одной полосы.
| СПОСОБ СТАБИЛИЗАЦИИ КАПСУЛЬНОГО МЕШКА ДЛЯ ПРОВЕДЕНИЯ ФАКОЭМУЛЬСИФИКАЦИИ КАТАРАКТЫ У ПАЦИЕНТОВ С ОБШИРНЫМИ ДЕФЕКТАМИ СВЯЗОЧНОГО АППАРАТА ХРУСТАЛИКА | 2015 |
|
RU2598643C1 |
| Способ сварки металлических лент встык | 1956 |
|
SU108034A1 |
| СПОСОБ СОЕДИНЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ | 0 |
|
SU362674A1 |
| ПОЛУПРОВОДНИКОВЫЙ ПРИБОР | 2004 |
|
RU2278449C2 |
| Каракозов Э.С | |||
| Сварка металлов давлением | |||
| - М.: Машиностроение, 1968, с | |||
| Раздвижной паровозный золотник со скользящими по его скалке поршнями и упорными для них шайбами | 1922 |
|
SU147A1 |
| Механическое оборудование цехов холодной прокатки/Под ред | |||
| Г.Л | |||
| Химица.-М.: Машиностроение, 1972, с | |||
| Дальномер | 1922 |
|
SU379A1 |
