Предлагаемое изобретение относится к прокатному производству и может быть использовано при изготовлении широкополосной стали в рулонах на агрегатах продольной резки для соединения концов полос.
Существуют большое количество способов соединения полос, обеспечивающих непрерывность технологического процесса, так, например, в кн. А.А.Королева. Механическое оборудование прокатных и трубных цехов. - М.: Металлургия, 1987, с. 315-316 представлен способ соединения полос в стыкосварочной машине путем разогрева и вдавливания торцевых концов с последующей зачисткой грата резцами. Кроме этого, в этом же источнике описан способ соединения двух полос путем наложения обрезанных концов на гильотинных ножницах друг на друга и прошивки двух концов 7-ю или 9-ю пуансонами с вырубкой и отгибом "языков" вверх, соответствующих форме пуансона и матрицы. После этого концы пропускают через горизонтально установленные тянущие ролики, которые прижимают "языки" к состыкованным концам, образуя место сшивки полос.
Известен способ соединения металлических изделий путем нанесения клея на подготовленные поверхности при стыковке внахлест и последующей контактной точечной сварке (А. А.Ицкович. Клееметаллические соединения в строительных конструкциях. - М.: Стройиздат, 1986, с. 50 - 80).
Недостатком этих способов является их неприменимость для обеспечения оперативной перестройки дисковых ножей агрегата продольной резки при переходе с одного профилеразмера на другой. Кроме того, при попадании в зону реза дисковых ножей двойной толщины не исключена возможность их выкрошек.
Наиболее близким аналогом к заявляемому объекту является способ сварки металлических полос внахлестку по патенту России 2123916, кл. В 23 К, 11/02, 33/00, опубл. 27.12.98.
Этот способ включает изготовление равномерно расположенных впадин в направлении ширины полос на обращенных друг к другу поверхностях соединяемых концов полос, затем совмещают образованные выступы одной полосы с впадинами другой, нагревают свариваемый объем методом электросопротивления и производят одновременное деформирование всей площади сварного соединения до толщины одной полосы.
Описанная технология непригодна при порезке металла на агрегатах продольного роспуска из-за снижения его производительности, связанной со значительным увеличением времени на изготовление впадин на стыкуемых концах, увеличения расхода электроэнергии при нагреве концов, а также увеличения ширины подрезаемой кромки в дисковых ножах в местах пластической деформации, приводящей к увеличению расходного коэффициента металла.
Технической задачей предлагаемого изобретения является повышение производительности агрегата продольной резки, имеющего в своем составе изгибно-растяжную машину с натяжными станциями, за счет уменьшения времени цикла задачи передних концов рулонов в ролики входной и выходной натяжных станций изгибно-растяжной машины, а также за счет возможности оперативной перестройки дисковых ножей в случае необходимости, а также снижение расходного коэффициента металла.
Решение указанной задачи достигается тем, что способ соединения полос включает обрезку концов полос под сварку, после чего соединяемые концы устанавливают на расстоянии А=130-350 мм друг от друга, сверху равномерно по ширине полос накладывают не менее 3-х пластин и сваривают их с концами полос с помощью контактной сварки, ширину пластин С выбирают в пределах 100-300 мм, а крайние пластины располагают на расстоянии В=50-80 мм от боковых кромок полосы с меньшей шириной.
Сущность предлагаемого решения поясняется схемой соединения концов полос, представленной на чертеже.
Поз. 1 и 2 обозначены задний и передний концы соединяемых полос, поз. 3 обозначена накладываемая пластина.
Сущность заявляемого технического решения заключается в оптимизации расположения и соединения концов полос, обеспечивающих быструю их транспортировку через неподвижно установленные вертикальные ролики натяжных станций до и после изгибно-растяжной машины, а также позволяет при установке места соединения полос под дисковыми ножами производить их настройку на другую ширину подрезаемой полосы, тогда как способы, выбранные в качестве аналогов, не позволяют производить такой перестройки.
При подготовке к соединению концов полос варьировали расстоянием между соединяемыми концами, шириной соединительных пластин и расположением крайних пластин относительно боковых кромок полос.
Отклонения от вышеприведенных оптимальных параметров увеличивало время цикла заправки полосы в ролики натяжных станций изгибно-растяжной машины, что приводило к снижению производительности агрегата резки. Так увеличение расстояния между концами полос более 350 мм не обеспечивало необходимой жесткости данного соединения, которое при изгибе в роликах натяжных станций оставляло грубые царапины, задиры на полиуретановом покрытии, а при расстоянии стыкуемых концов менее 130 мм не обеспечивались условия по осевому перемещению дисковых ножей для настройки на другой профиль, что заставило вырезать на гильотинных ножницах место соединения концов, после чего произвести настройку дисковых ножей.
Расположение соединительных пластин ближе чем 50 мм к боковым кромкам полосы с меньшей шириной исключало попадание участка соединения в зону реза, что приводило к выкрошке режущей кромки дисковых ножей, при расположении более 80 мм не обеспечивалась необходимая жесткость соединения в прикромочной зоне полос.
Применение при соединении концов полос металлических пластин шириной менее 100 мм не обеспечивало достаточной прочности соединения, что приводило к обрыву пластин, снижая производительность агрегата. Превышение рекомендуемой ширины соединительных пластин нежелательно, так как ведет к увеличению расходного коэффициента металла, используемого для соединения концов.
Таким образом опыты подтвердили приемлемость заявляемого способа для решения поставленной задачи и его преимущество перед известными способами соединения полос.
Пример конкретного выполнения
На Магнитогорском металлургическом комбинате на агрегате продольной резки 8 листопрокатного цеха 5 был осуществлен предлагаемый способ соединения полос. Соединяемые полосы были из низкоуглеродистой стали марки 08Ю с химическим составом по ГОСТ 9045-93 обрезали под прямым углом задний конец соединяемой полосы размером 1,0х1560 мм, затем передний конец полосы размером 0,8х1530 мм. Концы соединяемых полос располагали на расстоянии 220 мм. Сверху наложили три пластины шириной по 200 мм, которые затем сваривали с концами полос с помощью контактной сварки. Две боковые пластины располагали на расстоянии 50 мм от боковых кромок меньшей ширины соединяемых полос, а одну по центру. Затем соединенные концы пропускали через вертикальные ролики натяжных станций изгибно-растяжной машины, а при подходе к дисковым ножницам производили их настройку на порезку боковых кромок на головную ширину полосы 1500 мм, после чего производят резку полос на рабочей скорости.
В результате использования предлагаемого способа соединения полос увеличилась производительность агрегата на 20%, расходный коэффициент снизился до 2 кг/т.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДУГОВОЙ СВАРКИ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2009 |
|
RU2391195C1 |
| Способ изготовления многослойной спиральношовной трубы | 1983 |
|
SU1103033A1 |
| СПОСОБ И УСТРОЙСТВО КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2009 |
|
RU2391189C1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2277463C2 |
| Способ изготовления прямошовных сварных труб конечной длины | 1991 |
|
SU1816525A1 |
| ЛИНИЯ ДЛЯ РАСКРОЯ ДВИЖУЩЕГОСЯ ЛИСТОВОГО ПРОКАТА | 1990 |
|
RU2047427C1 |
| СПОСОБ ПОДГОТОВКИ КОНЦОВ ПОЛОС К КОНТАКТНОЙ СТЫКОВОЙ СВАРКЕ | 2011 |
|
RU2450900C1 |
| СПОСОБ ФРИКЦИОННОЙ СВАРКИ ВРАЩАЮЩИМСЯ ДИСКОВЫМ ИНСТРУМЕНТОМ | 2006 |
|
RU2314902C2 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОСВАРНЫХ ТРУБ И АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2006310C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ ПОЛОС И ТРУБНЫХ ЗАГОТОВОК В НЕПРЕРЫВНЫХ АГРЕГАТАХ | 2008 |
|
RU2378090C1 |
Изобретение относится к прокатному производству и может быть использовано при изготовлении широкополосной стали в рулонах на агрегатах продольной резки для соединения концов полос. Способ включает обрезку концов полосы под сварку. Соединяемые концы устанавливают на расстоянии А=130-350 мм друг от друга. Сверху равномерно по ширине полос накладывают не менее трех пластин. Сваривают их с концами полос с помощью контактной сварки. Ширину накладываемых пластин С выбирают в пределах 100-300 мм. Крайние пластины располагают на расстоянии В=50-80 мм от боковых кромок полосы с меньшей шириной. Изобретение позволяет повысить производительность агрегата продольной резки и обеспечивает снижение расходного коэффициента. 1 ил.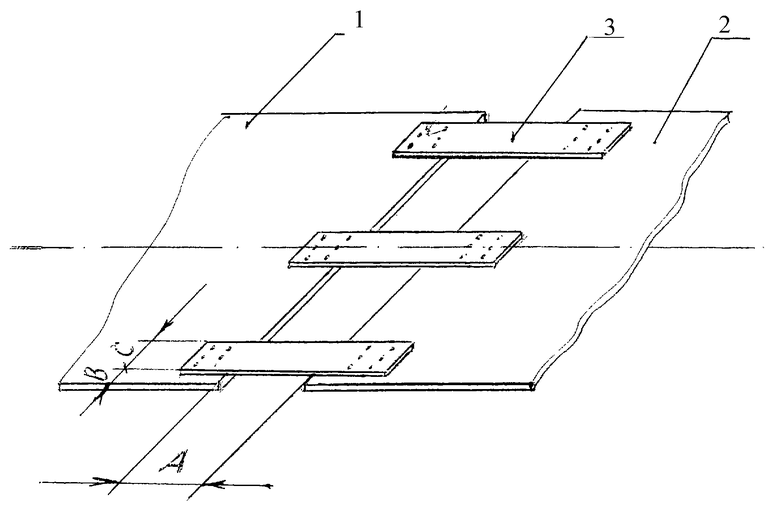
Способ соединения полос, включающий обрезку концов полосы под сварку, отличающийся тем, что соединяемые концы устанавливают на рассеянии А=130-350 мм друг от друга, затем сверху равномерно по ширине полос накладывают не менее 3-х пластин и сваривают их с концами полос с помощью контактной сварки, причем ширину накладываемых пластин С выбирают в пределах 100-300 мм, а крайние пластины располагают на расстоянии В=50-80 мм от боковых кромок полосы с меньшей шириной.
| СПОСОБ СВАРКИ МЕТАЛЛИЧЕСКИХ ПОЛОС ВНАХЛЕСТКУ | 1997 |
|
RU2123916C1 |
| Способ сварки тонколистовых материалов | 1976 |
|
SU629027A1 |
| УСТАНОВКА ДЛЯ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ЛЕНТ | 1997 |
|
RU2201858C2 |
| US 4470717, 11.09.1984. | |||

