Изобретение относится к металлургии, а именно к непрерывной разливки металла с его деформацией.
Известно устройство для получения непрерывнолитых деформированных заготовок [1. Патент N 2125921 RU. Устройство для получения непрерывнолитых деформированных заготовок /В.В. Стулов, В.И.Одиноков. Опубл. 10.02.99. Бюл.N 4] , содержащее сборный кристаллизатор, состоящий из четырех расположенных попарно продольных рабочих стенок, в котором первая пара стенок выполнена с расширенным под углом α =7-30o к вертикали верхним и вертикальным нижним участками рабочей поверхности с возможностью совершения в процессе работы вращательного движения, а вторая пара рабочих стенок выполнена с возможностью возвратно-поступательного перемещения, на рабочей поверхности каждой стенки первой пары выполнены углубления, которые в местах примыкания к стенкам второй пары имеют кривизну радиусом R, связанную с шириной стенки первой пары отношением R/B=0,1,..0,2, а на рабочей поверхности стенок второй пары также выполнены углубления глубиной r, связанной с толщиной δ стенки отношением r/ δ =0,05...0,2.
Недостатком известного устройства [1] является то, что наличие углублений на рабочих поверхностях стенок кристаллизатора предназначено только для улучшения внутренней структуры и качества поверхности заготовок из труднодеформируемых металлов и сплавов. Кроме этого, увеличение радиуса кривизны углублений на рабочей поверхности стенок первой пары приводит к необходимости увеличения минимального значения угла верхнего расширенного участка стенок первой пары ( α >7o).
Известно устройство для непрерывной разливки металла [2. Патент N 2108198 RU. Устройство для непрерывной разливки металла /В.В.Стулов, В.И. Одиноков. Опубл. 10.04.98. Бюл.N 10], содержащее разливочный ковш со стаканом, кристаллизатор с рабочими стенками, внутри которых установлены термопары и просверлены сквозные каналы для прохода охлаждающей воды, систему автоматизированного управления уровнем жидкого металла в кристаллизаторе, кристаллизатор имеет две вертикальные стенки, выполненные с возможностью возвратно-поступательного движения, и две наклонные в верхней части стенки, выполненные с возможностью вращательного движения, и снабжен съемными накладками, выполненными с наклонным и вертикальными участками, съемные накладки установлены на внутренних поверхностях наклонных в верхней части стенок кристаллизатора.
Недостатком известного устройства [2] является то, что наличие накладок, установленных на внутренних поверхностях наклонных в верхней части стенок кристаллизатора, только облегчает процесс ремонта кристаллизатора при наварке к рабочим поверхностям металла. Кроме этого, наличие съемных накладок в кристаллизаторе при получении цилиндрических заготовок приводит к необходимости установления оптимальных соотношений между высотой наклонных участков съемной накладки и всей высотой наклонных в верхней части стенок.
Наиболее близким к заявляемому устройству для получения непрерывнолитых деформированных цилиндрических заготовок является устройство [3. Германн Э. Непрерывное литье. ГосНТИ литературы по черной и цветной металлургии. М., 1961. С.92- 94], содержащее разливочную емкость и сборный кристаллизатор, в стенках которого выполнены полуцилиндрические дорожки, расположенные напротив друг друга и образующие каналы для формирования поверхности цилиндрический заготовки.
Недостатком известного устройства [3] является невозможность получения деформированных цилиндрических заготовок с заданной прочностью и твердостью поверхности по причине крупнозернистой структуры металла. Кроме этого, при получении стальных цилиндрических заготовок диаметром более 100 мм жидкая фаза проникает за пределы кристаллизатора на глубину, достигающую 5 м, что приводит к необходимости наличия зоны вторичного охлаждения металла и увеличению высоты устройства. Наличие жидкой фазы в заготовках за пределами кристаллизатора приводит к развитию осевой ликвации, значительно ухудшающей прочность металла.
Заявляемое устройство направлено на создание высокоэффективного процесса получения непрерывнолитых деформированных цилиндрических заготовок.
Технический результат, получаемый при осуществлении заявляемого устройства, заключается в
повышении надежности работы устройства;
увеличении производительности процесса получения деформированных заготовок;
повышении прочности непрерывнолитых цилиндрических заготовок.
Заявляемое устройство характеризуется следующими существенными признаками.
Ограничительные признаки: разливочный ковш со стаканом; сборный кристаллизатор, в стенках которого выполнены полуцилиндрические дорожки, расположенные напротив друг друга и образующие каналы для формирования заготовки.
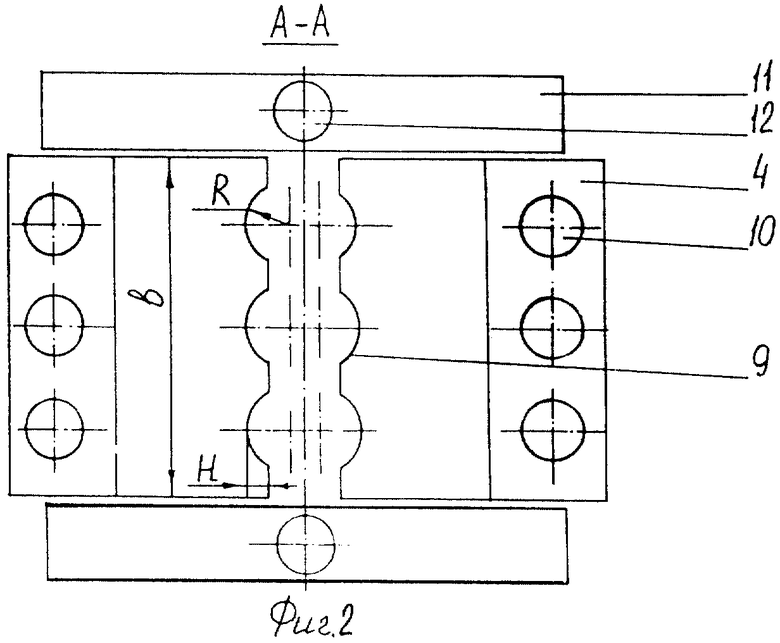
Отличительные признаки: сборный кристаллизатор выполнен из четырех расположенных попарно продольных рабочих стенок, в котором первая пара стенок выполнена с расширенным под углом к вертикали верхним и вертикальным нижним участками рабочей поверхности с возможностью совершения в процессе работы вращательного движения; вторая пара рабочих стенок выполнена с возможностью возвратно-поступательного перемещения; на внутренних поверхностях рабочих стенок первой пары установлены съемные накладки, выполненные с расширенным под углом α = 12-30o к вертикали верхним участком рабочей поверхности; продольные полуцилиндрические дорожки радиусом R доведены до образования в поперечном сечении сегмента глубиной H и изготовлены только в съемных накладках; высота H1 расширенного под углом к вертикали верхнего участка рабочей поверхности съемной накладки связана с высотой H0 расширенного под углом к вертикали верхнего участка рабочей поверхности стенок первой пары H отношением H1/H0= 0,3. . .0,5; радиус R продольных дорожек и количество n дорожек связаны с шириной b стенок первой пары отношением 2R•n/b=0,6...0,85.
Причинно-следственная связь между совокупностью существенных признаков заявляемого устройства и достигаемым техническим результатом заключается в следующем.
Выполнение сборного кристаллизатора из четырех расположенных попарно продольных рабочих стенок обеспечивает возможность организации привода этих стенок.
Выполнение первой пары стенок с расширенным под углом к вертикали верхним и вертикальным нижним участками рабочей поверхности с возможностью совершения в процессе работы вращательного движения обеспечивает возможность заливки жидкого металла в кристаллизатор с формированием корочки заготовки, деформацию корочек на расширенном под углом к вертикали верхнем участке рабочей поверхности, калибрование поверхности заготовки на вертикальном нижнем участке рабочей поверхности и захватывание полученной заготовки. Кроме этого, устраняется возможность проникновения жидкой фазы в заготовке за пределы кристаллизатора.
Выполнение второй пары рабочих стенок с возможностью возвратно-поступательного перемещения обеспечивает выталкивание заготовки из сборного кристаллизатора и исключает необходимость наличия дополнительных вытягивающих устройств.
Установка на внутренних поверхностях рабочих стенок первой пары съемных накладок, выполненных с расширенным под углом α = 12-30o к вертикали верхним участком рабочей поверхности, обеспечивает возможность получения цилиндрических заготовок с заданным радиусом R и устраняет необходимость замены стенок первой пары в случае износа рабочей поверхности. В результате уменьшаются затраты времени на подготовку сборного кристаллизатора к разливке и получению цилиндрических заготовок заданного радиуса R.
Выполнение стенок первой пары кристаллизатора со съемной накладкой с расширенным под углом α < 12o к вертикали верхним участком рабочей поверхности приводит к нецелесообразному увеличению высоты продольных дорожек, что особенно проявляется при увеличении радиуса R дорожки и глубины H сегмента, и, как результат, необходимости увеличения высоты всего расширенного под углом к вертикали верхнего участка. Наличие продольных дорожек уменьшает степень обжатия заготовки. Чем больше радиус R дорожки и глубина H сегмента, тем меньше степень обжатия заготовки при прочих равных условиях и, как результат, необходимость увеличения уровня заливки расплава и высоты расширенного под углом к вертикали верхнего участка рабочей поверхности.
Выполнение стенок первой пары кристаллизатора со съемной накладкой с расширенным под углом α > 30o к вертикали верхним участком рабочей поверхности приводит к ухудшению захватывания заготовки с ее проскальзыванием на стенках первой пары кристаллизатора. Кроме этого, нецелесообразно увеличивается площадь поперечного сечения в верхней части кристаллизатора в районе мениска расплава.
Изготовление продольных дорожек в съемных накладках, установленных на внутренних поверхностях стенок первой пары, уменьшает затраты времени на подготовку устройства к получению цилиндрических заготовок другого диаметра.
Доведение продольных полуцилиндрических дорожек радиусом R до образования в поперечном сечении сегмента глубиной H обусловлено деформационными процессами в кристаллизаторе и невозможностью получения цилиндрической заготовки диаметром 2R при полуцилиндрических дорожках радиусом R. Деформация корочек в кристаллизаторе с давлением со стороны стенок первой пары приводит к получению заготовки, имеющей в поперечном сечении форму овала, а не круга. Чем выше уровень заливки расплава в кристаллизаторе, тем больше развиваются давления деформации корочек металла и больше распорные усилия на приводные валы стенок первой пары, а соответственно, больше поперечное сечение овала при одном и том же радиусе R полуцилиндрической дорожки. Доведение продольных полуцилиндрических дорожек до образования в поперечном сечении сегмента глубиной H приближает поперечное сечение заготовки к форме круга и уменьшает трудоемкость механической обработки заготовок и расход металла на стружку.
Уменьшение отношения H1/H0 < 0,3 (где H1 - высота расширенного под углом к вертикали верхнего участка рабочей поверхности съемной накладки, H0 - высота расширенного под углом к вертикали верхнего участка рабочей поверхности стенок первой пары) ограничивает увеличение радиуса R продольных дорожек и глубину H сегмента в съемных накладках, а соответственно, уменьшает типоразмеры (сортамент) получаемых деформированных заготовок. Кроме этого, уменьшается качество деформированных заготовок по причине недостаточной степени обжатия металла.
Увеличение отношения H1/H0 > 0,5 ухудшает охлаждение разливаемого металла по причине нецелесообразного удаления водоохлаждаемых каналов от рабочей поверхности съемных накладок. Кроме этого, увеличивается трудоемкость изготовления съемных накладок и уменьшается прочность цилиндрических заготовок с увеличением радиуса R продольных дорожек и глубины H сегмента в съемных накладках.
Уменьшение отношения 2R•n/b <0,5 (где R - радиус продольной дорожки, n - количество дорожек, b - ширина стенок первой пары) приводит к нерациональному выбору заниженного количества дорожек по ширине стенок первой пары и размеров дорожек (радиус R, глубина сегмента Н) и, как результат, недостаточная эффективность работы устройства.
Увеличение отношения 2R•n/b>0,85 при n =1 приводит к необходимости нерационального увеличения высоты H1 расширенного под углом к вертикали верхнего участка рабочей поверхности съемной накладки, а соответственно, и высоты H0 расширенного под углом к вертикали верхнего участка рабочей поверхности стенок первой пары с целью получения заготовки при необходимой степени обжатия корочек металла. Увеличивается мощность электродвигателя для привода стенок кристаллизатора.
Увеличение отношения 2R•n/b>0,85 при n>5 приводит к необходимости уменьшать радиус R продольных дорожек и высоту H1 расширенного под углом к вертикали верхнего участка рабочей поверхности съемной накладки. Превышение в ряде случаев уровня заливки расплава в кристаллизатор приводит к растрескиванию заготовок по причине недопустимо высоких значений степени обжатия корочек металла, то есть разливку необходимо выполнять при строго заданных уровнях заливки. Кроме этого, уменьшение радиуса R продольных дорожек приводит к необходимости уменьшения расхода металла при ограниченных скоростях разливки и уменьшению эффективности использования устройства.
На фиг. 1 приведен внешний вид заявляемого устройства для получения непрерывнолитых деформированных цилиндрических заготовок; фиг. 2 - разрез А-А на фиг. 1.
Заявляемое устройство на фиг. 1 и 2 состоит из разливочного ковша 1 со стаканом 2, сборного кристаллизатора 3 с первой парой стенок 4, выполненных с расширенным под углом к вертикали верхним участком рабочей поверхности 5, на которых установлены съемные накладки 6 с расширенным под углом к вертикали верхним участком рабочей поверхности 7 и вертикальным нижним участком рабочей поверхности 8, продольных дорожек 9 в съемных накладках, водоохлаждаемых каналов 10, второй пары рабочих стенок 11 с водоохлаждаемыми каналами 12. Съемная накладка 6 закрепляется на внутренних поверхностях стенок первой пары 4 при помощи болта 13.
Перед разливкой металла в кристаллизатор 3 устанавливается затравка, предотвращающая его выливание, и включается подача воды в водоохлаждаемые каналы 10 и 12.
Заявляемое устройство работает следующим образом.
Жидкий металл из разливочного ковша 1 через стакан 2 поступает в кристаллизатор 3 и заполняет его с образованием корочки заготовки на расширенном под углом к вертикали верхнем участке рабочей поверхности 5 стенок 4 первой пары. После достижения расплавом определенного уровня заливки кристаллизатор 3 включается в работу. В результате стенки первой пары 4 совершают вращательное движение с обжатием корочки металла на расширенном под углом к вертикали верхнем участке рабочей поверхности 7 съемных накладок 6 и калиброванием поверхности цилиндрической заготовки на вертикальном нижнем участке рабочей поверхности 8 в продольных полуцилиндрических дорожках 9, а рабочие стенки 11 второй пары совершают возвратно- поступательное перемещение с выталкиванием заготовки из кристаллизатора. Разделение заготовок на цилиндрические производится непосредственно под кристаллизатором. В случае необходимости замены съемных накладок 6 выворачивается болт 13 из стенок 4 первой пары и устанавливаются новые съемные накладки.
Изобретение относится к металлургии, а именно к непрерывной разливке металла с его деформацией. Устройство направлено на создание высокоэффективного процесса получения непрерывнолитых деформированных цилиндрических заготовок. В сборном кристаллизаторе первая пара рабочих стенок выполнена с расширенным под углом к вертикали верхним и вертикальным нижним участками рабочей поверхности с возможностью совершения в процессе работы вращательного движения, а вторая пара рабочих стенок выполнена с возможностью возвратно-поступательного перемещения. В устройстве продольные полуцилиндрические дорожки радиусом R доведены до образования в поперечном сечении сегмента глубиной Н и изготовлены только в съемных накладках, установленных на внутренних поверхностях стенок первой пары. Первая пара стенок кристаллизатора со съемной накладкой выполнена с расширенным под углом к вертикали α=12-30o верхним участком рабочей поверхности. Высота Н1 расширенного под углом к вертикали верхнего участка рабочей поверхности съемной накладки связана с высотой Н0 расширенного под углом к вертикали верхнего участка рабочей поверхности стенок первой пары отношением Н1/Н0=0,3-0,5. Радиус R продольных дорожек и количество n дорожек связаны с шириной b стенок первой пары отношением 2R•n/b= 0,6-0,85. Технический результат - повышение надежности работы устройства, производительности процесса получения деформированных цилиндрических заготовок с увеличением их прочности. 1 з.п.ф-лы, 2 ил.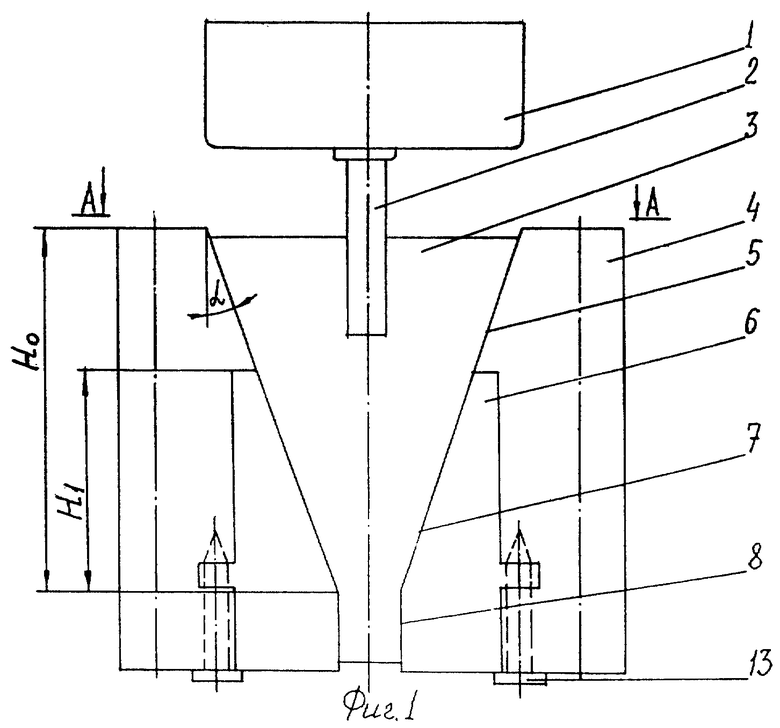
| Германн Э | |||
| Непрерывное литье | |||
| Гос НТИ литературы по черной и цветной металлургии, 1961, с.92-94 | |||
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1995 |
|
RU2108198C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ НЕПРЕРЫВНО ЛИТЫХ ДЕФОРМИРОВАННЫХ ЗАГОТОВОК | 1998 |
|
RU2125921C1 |
| Способ получения творожного продукта с паприкой | 2016 |
|
RU2645460C2 |
| Способ непрерывного литья | 1973 |
|
SU452413A1 |
| DE 3930264, 14.03.1991 | |||
| ФИКСИРУЮЩЕЕ УСТРОЙСТВО К МЕТАЛЛОРЕЖУЩИМ | 0 |
|
SU374128A1 |
| Способ отливки крупных слитков и устройство для его осуществления | 1981 |
|
SU1011330A1 |
