Изобретение касается способа подачи прессуемого материала к фильтровальному прессу с сжимаемой полостью, служащей для разделения твердой и жидкой фаз прессуемого материала, при этом прессуемый материал подают в сжимаемую полость, где он прессуется под действием прессующих элементов, на которые воздействует сила сжатия.
В фильтровальных прессах подобного рода с прерывистым режимом работы жидкая часть прессуемого материала отводится после фильтра наружу под действием давления сжатия. При этом давление сжатия передается на прессуемый материал непосредственно через жесткую нагнетательную пластину или пневматическим или гидравлическим способом через гибкую мембрану. На начальном этапе подачи прессуемого материала встает вопрос, какое количество должно быть предварительно заполнено в сжимаемой полости, чтобы тем самым при первом этапе сжатия получилась достаточная прессуемая подушка. При этом необходимо обращать внимание на то, что при выполненной подаче нагнетательной пластины или мембраны соотношение между рабочей поверхностью фильтра и моментальным объемом сжимаемой полости оказывается больше, чем при выполненной обратной подаче прессующего элемента.
Пресс переполняется, когда вследствие слишком большой прессуемой подушки соотношение между рабочей поверхностью фильтра и моментальным объемом сжимаемой полости становится очень маленьким и тем самым наступает уменьшение производительности выжимаемого сока. В случае известных способов прессования осуществлялась подача прессуемого материала таким образом, что заполнение осуществлялось в течение постоянного времени предварительного заполнения, выбранного на основании опытных величин. Накопленный опыт показывает, что время предварительного заполнения трудно прессуемого материала составляет только часть того времени, которое необходимо для хорошо прессуемого материала. В частности при прессования фруктов оказывается очень трудным делом определить оптимальное время предварительного заполнения, потому что прессуемость материала очень сильно колеблется для каждой загрузки.
Вследствие этого в основе настоящего изобретения лежит задача разработать способ подачи прессуемого материала к фильтровальному прессу, с помощью которого можно добиться оптимальной производительности и оптимального выхода продукта при разделении твердой и жидкой фаз.
В соответствии с настоящим изобретением решение этой задачи достигается благодаря тому, что на первом этапе подают прессуемый материал в сжимаемую полость непрерывно, при этом одновременно с помощью прессующих движений прессующего элемента осуществляют несколько отжиманий и что на втором этапе продолжают отжимания, при этом прерывают подачу прессуемого материала в сжимаемую полость во время отжиманий.
Предпочтительные варианты исполнения способа описаны в пунктах формулы изобретения.
Примеры исполнения настоящего изобретения изложены в описании и поясняются более подробно на фигурах чертежей.
На чертежах изображено:
Чертеж 1 изображает разрез по пневматическому прессу известного типа.
Чертеж 2 изображает разрез по камерному фильтровальному прессу известного типа.
Чертеж 3 изображает разрез по фильтровальному прессу с поршнем вместе с графической схемой процесса подъемов поршня, изменения давления сжатия и подачи сжимаемого материала в зависимости от времени.
Чертеж 4 изображает диаграмму первого этапа способа заполнения в соответствии с настоящим изобретением.
Приводимый пневматический пресс известного типа для выполнения способа в соответствии с настоящим изобретением показан на чертеже 1. Он включает продольную цилиндрическую цистерну под давлением 1, в центральной плоскости которой крепится внутри гибкая мембрана 2. Мембрана 2 разделяет цистерну под давлением 1 в продольном направлении на нагнетательную камеру 3 и сжимаемую полость 6. В нагнетательную камеру 3 подается и отводится сжатый воздух через отверстие, символически изображенное двойной стрелкой 4. Прессуемый материал подается в сжимаемую полость 6 через отверстие 5. Под действием сжатого воздуха на мембрану 2 в нагнетательной камере 3 протекает жидкая часть прессуемого материала через фильтр 7, расположенный в цистерне под давлением 1, в сборный канал 8, откуда она отводится наружу по трубопроводу 9. Для выполнения подачи прессуемого материала в соответствии с настоящим изобретением на первом этапе подается прессуемый материал непрерывно в сжимаемую полость 6 через отверстие 5, при этом с помощью прессующих движений мембраны 2 выполняется одновременно несколько отжиманий.
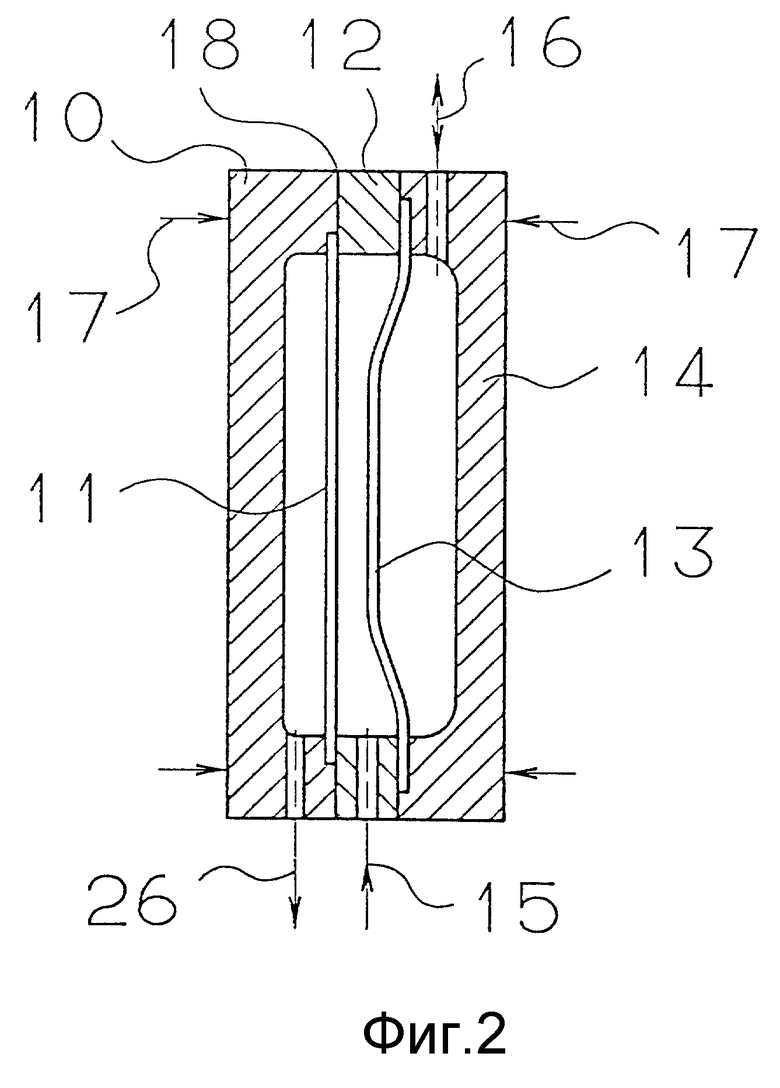
На чертеже 2 изображен камерный фильтровальный пресс известного типа в разрезе. Через корпус 10 камеры, служащий в качестве держателя, монтируется на некотором расстоянии от ее стенки фильтр 11, напротив которого фиксируется в крышке 14 камеры, служащей в качестве держателя, нагнетательная мембрана 13, отделенная от него промежуточным пространством 12. Подача прессуемого материала выполняется непрерывно через отверстие 15 в промежуточное пространство 12, при этом под действием подаваемого и отводимого через отверстие 16 в крышке 14 камеры сжатого воздуха выполняется с помощью прессующих движений нагнетательной мембраны 13 одновременно несколько отжиманий. Сжимаемая при этом жидкая часть прессуемого материала отводится через отверстие 26 в корпусе 10 камеры наружу. Описанный блок камерного фильтровального пресса удерживается в собранном виде с помощью сжимающих усилий, воздействующих снаружи, которые изображены символически стрелкой 17. Для выполнения процесса опоражнивания от остатков прессования осуществляется разделение корпуса 10 камеры в обозначенной цифрой 18 точке промежуточного пространства 12 после удаления сжимающих усилий 17.
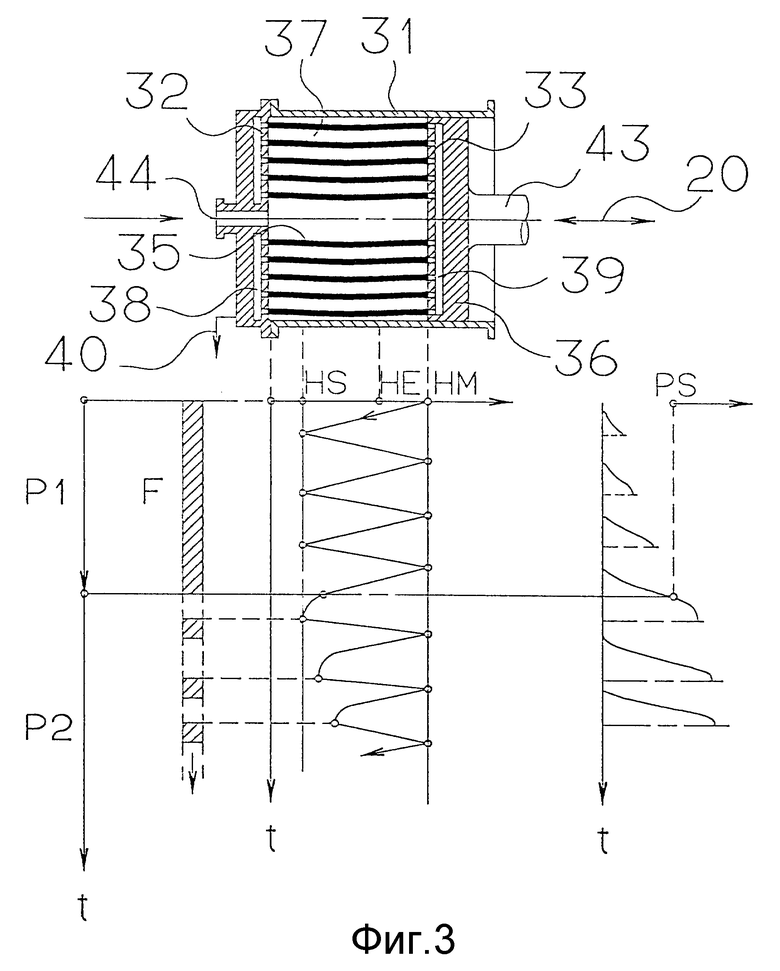
На чертеже 3 изображен схематически горизонтальный фильтровальный поршневой пресс известного типа. Он включает корпус 31 пресса, который соединяется разъемно с нагнетательной пластиной 32. Напротив нагнетательной пластины 32 располагается внутри корпуса 31 пресса вторая нагнетательная пластина 33, которая крепится с помощью поршня 36 к поршневому штоку 43. Поршневой шток 43 располагается подвижно в гидравлическом цилиндре, как показано стрелкой 20, и выполняет с поршнем 36 прессующие движения. Между нагнетательными пластинами 32 и 33 подается через закрываемое наполнительное отверстие 44 прессуемый материал 37, в котором простирается большое количество дренажных элементов 35.
Дренажные элементы 35 отводят во время процесса фильтрования жидкую фазу прессуемого материала 37 в сборные камеры 38 и 39, которые расположены за нагнетательными пластинами 32 и 33. В качестве прессуемого материала речь может идти о фруктах и в случае жидкой фазы таким образом о фруктовом соке. Под действием сжатия поршня 36 попадает жидкая фаза из прессуемого материала 37 через сборные камеры 38, 39 в отводной трубопровод 40. Усилие сжатия производится в гидравлическом цилиндре, при этом между передней нагнетательной пластиной 32 и цилиндром рядом с корпусом 31 пресса имеется жесткое соединение, которое не изображено на чертеже. После завершения процесса прессования происходит опоражнивание пресса путем разъединения и перемещения корпуса 31 пресса в аксиальном направлении от нагнетательной пластины 32.
Известный процесс прессования в обычном случае протекает следующим образом:
Процесс заполнения:
- корпус 31 пресса закрывается нагнетательной пластиной 32,
- поршень 36 подается назад,
- прессуемый материал 37 подается через отверстие 44.
Процесс сжатия:
- весь блок пресса, изображенный на чертеже 3, вращается вокруг средней оси,
- поршень 36 под действием давления подается вперед,
- сок под действием сжатия отделяется от сжимаемого материала,
- давление сжатия снимается.
Процесс разрыхления:
- поршень 36 подается назад при вращении всего блока пресса, изображенного на чертеже 3, при этом оставшийся прессуемый материал разрыхляется и разрывается.
Последующий процесс сжатия:
- этапы прессования и разрыхления повторяются несколько раз в виде отжиманий каждой загрузки прессуемого материала, пока не будет достигнуто желаемое конечное состояние прессования.
Процесс опоражнивания:
- остатки прессования опоражниваются в результате разъединения корпуса 31 пресса и нагнетательной пластины 32.
Осуществление способа в соответствии с настоящим изобретением в случае использования поршневого фильтровального пресса описывается более подробно со ссылкой на чертеж 3. На этом чертеже наряду с уже описанной схемой поршневого фильтровального пресса показаны относящиеся к ней графические изображения, которые показывают соответствующие характеристики давления прессования с граничной величиной PS и функции заполнения F в зависимости от времени t для двух подач поршня между позициями HM и HS в соответствии с этапами P1 и P2 согласно настоящему изобретению. Как показано на диаграмме времени рядом с корпусом 31 пресса подается сначала в результате поданной команды "старт для наполнения" прессуемый материал 37 непрерывно с помощью насоса через отверстие 44 в сжимаемую полость. При этом нагнетательная пластина 33 движется от начальной позиции HM в направлении по стрелке 20 к отверстию 44 и при достижении позиции HS сразу же возвращается в свою исходную позицию HM.
Во время обозначенного как P1 этапа этот процесс повторяется до тех пор, пока при подаче нагнетательной пластины 33 давление сжатия в заполненном материале 37 не поднимается до заданной величины PS, как это показано на диаграмме времени для давления сжатия. Обозначенная как F полоса показывает процесс заполнения, протекающий одновременно непрерывно.
Если заданное давление PS достигнуто, то заканчивается предварительное заполнение и тем самым этап P1 процесса заполнения. После этого момента времени на втором этапе, обозначенном как P2, происходит заполнение прерывистыми фазами, которые начинаются соответственно после обратной подачи нагнетательной пластины 33. В результате обратной подачи нагнетательной пластины 33 может производиться в сжимаемой полости вакуум, что не показано на диаграмме, который способствует очистке фильтров, находящихся на дренажных элементах 35. Позиция HS соответствует аналогичной позиции подачи нагнетательной пластины 33 и тем самым объему сжатия, уменьшенному на постоянную величину. Это обстоятельство создает то преимущество, что при повторяющихся подачах, достигающих позиции HS, получается выгодное в соответствии с настоящим изобретением для процесса прессования соотношение между поверхностью фильтров дренажных элементов 35 и количеством заполненного прессуемого материала 37 в прессе.
В случае одного варианта способа, не изображенного на чертеже 3, отказываются от выполнения подачи нагнетательной пластины 33 до аналогичной позиции HS. Для этого на первом этапе P1 при каждом отжимании подают ее только настолько, пока давление в прессуемом материале не достигнет уровня ниже или равного давлению подачи прессуемого материала при процессе заполнения F. При этом нагнетательная пластина 33 достигает при продолжающемся заполнении камеры пресса позиций, которые удаляются все дальше от позиции HS. Непрерывный процесс заполнения F в этом случае прерывается, когда при этом достигается граничная позиция HE, после чего начинается второй этап способа P2.
В случае второго варианта выполнения способа может оказаться особенно выгодным в отношении прессуемости прессуемого материала уменьшать в процессе первого этапа после достижения граничной величины подачи пресса или давления сжатия воздействующее на пресс усилие, пока давление сжатия не уменьшится до величины ниже давления подачи прессуемого материала. На этой величине сохраняют затем давление пресса в течение заданного периода времени приблизительно постоянным, пока не последует обратное движение прессующего элемента.
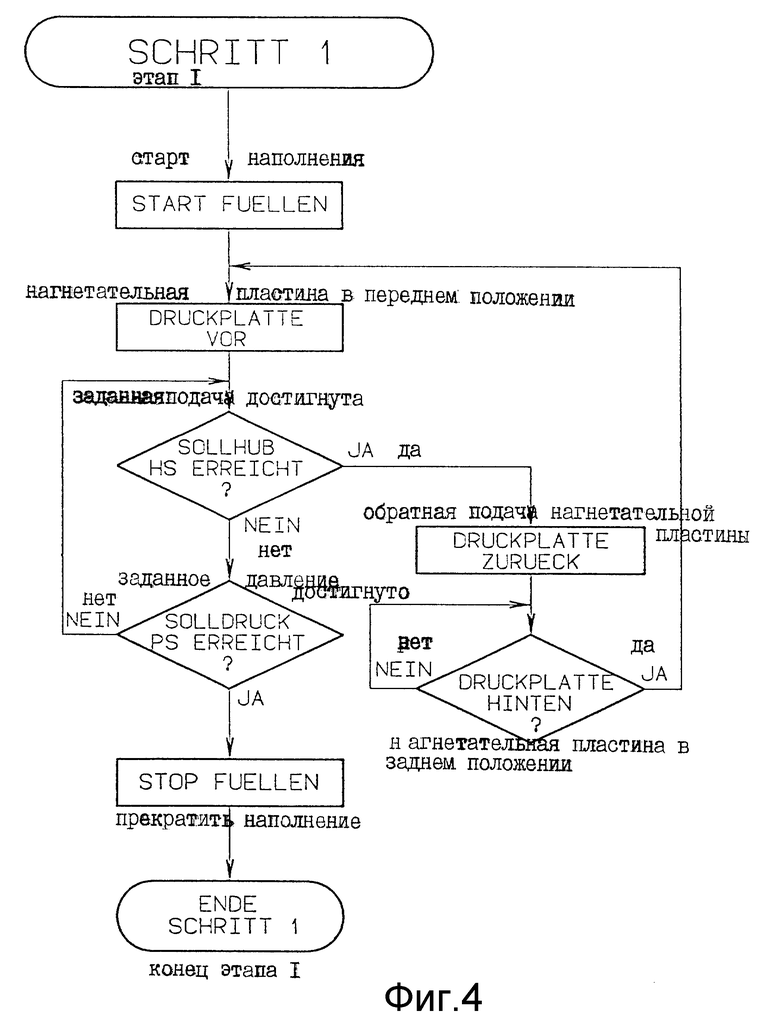
На чертеже 4 показана как заключительная диаграмма первого этапа P1 способа подачи, описанного на чертеже 3. При выполнении отжатий в результате движений нагнетательной пластины 33 до постоянной позиции HS будет выполняться цикл "нагнетательной пластины в переднем положении" - "заданная подача HS достигнута?" - "заданное давление PS достигнуто?" или же "обратная подача нагнетательной пластины" - "нагнетательная пластина в заднем положении? " - "нагнетательная пластина в переднем положении". Если заданное давление PS достигнуто, то поступает команда "прекратить наполнение" и "конец этапа 1".
Описанный таким образом способ подачи прессуемого материала в виде двух этапов в соответствии с настоящим изобретением дает возможность получить автоматическое согласование времени предварительного заполнения с прессуемостью материала. На первом этапе заполняется ровно столько материала, сколько его необходимо, чтобы получить достаточную прессуемую подушку. Одновременно предотвращается переполнение пресса. Тем самым становится возможным осуществлять предварительное заполнение материала с очень различными характеристиками прессуемости автоматически и без ввода заданных величин таким образом, что в отношении выхода и производительности выжимаемого сока из фильтровального пресса достигаются оптимальные соотношения.
Изобретение относится к способу подачи прессуемого материала к фильтровальному прессу со сжимаемой полостью, служащей для разделения твердой и жидкой фаз прессуемого материала. Способ подачи прессуемого материала к фильтровальному прессу с сжимаемой полостью, служащей для разделения твердой и жидкой фаз прессуемого материала, включает подачу материала в сжимаемую полость, сжатие его под действием давления прессующего элемента. На первом этапе Р1 прессуемый материал в сжимаемую полость подают непрерывно и осуществляют отжимания, перемещая прессующий элемент. На втором этапе Р2 прерывают подачу прессуемого материала во время отжиманий. Технической задачей данного изобретения является получение оптимальной производительности и оптимального выхода продукта при разделении твердой и жидкой фаз. 7 з.п. ф-лы, 4 ил.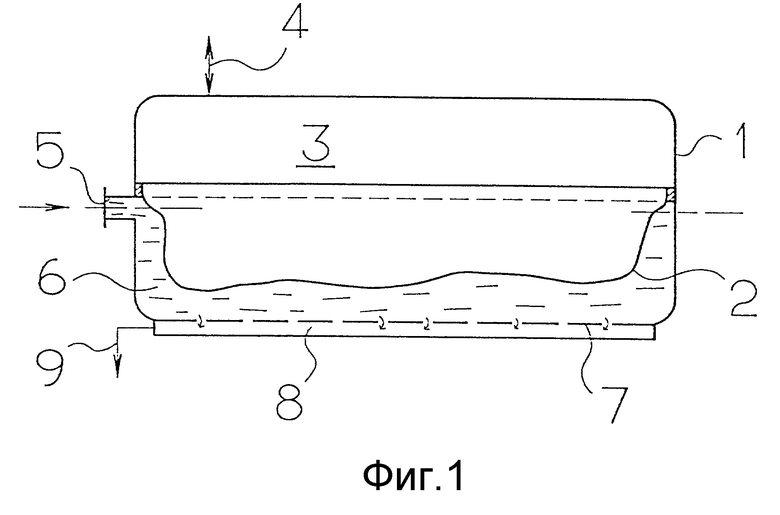
| Складная лодка | 1973 |
|
SU485901A2 |
| Центробежная литейная машина с вертикальной осью вращения | 1987 |
|
SU1502180A1 |
| ПРЕСС ДЛЯ ОТЖИМА СОКА ИЗ ПЛОДОВ И ЯГОД | 0 |
|
SU355783A1 |
| CH 674632 29.06.90. | |||

