Изобретение касается способа определения и использования количества наполняемого прессуемого материала при разделении твердой и жидкой фаз с помощью фильтровального пресса, включающего сжимаемую полость, в которой отжимают жидкость под действием прессующего элемента, на который воздействует сила давления, благодаря следующим последовательно друг за другом процессам сжимания прессуемого материала, при этом при выполнении наполнения на стадии разделения фаз при каждом процессе сжимания выполняют наполнение сжимаемой полости.
В фильтровальных прессах подобного рода с прерывистым режимом работы жидкая часть прессуемого материала отводится после фильтра наружу под действием давления сжатия. При этом давление сжатия передается на прессуемый материал непосредственно через жесткую нагнетательную пластину или пневматическим или гидравлическим способом через гибкую мембрану. На начальном этапе подачи прессуемого материала встает вопрос, какое количество должно быть предварительно заполнено в сжимаемой полости, чтобы тем самым при первом этапе сжатия получилась достаточная прессуемая подушка. При этом необходимо обращать внимание на то, что при выполненной подаче нагнетательной пластины или мембраны соотношение между рабочей поверхностью фильтра и моментальным объемом сжимаемой полости оказывается больше, чем при выполненной обратной подаче прессующего элемента.
При выполнении последующего процесса наполнения возникает вопрос, какое количество материала должно быть заполнено дополнительно при каждой подаче прессующего элемента, чтобы могли быть получены выгодные характеристики отжимания сока. Относительно обрабатываемых прессуемых материалов возникают в случае органических и неорганических материалов различные проблемы. Для органических материалов типичным является то, что обрабатываемость материала в прессе (прессуемость) сильно изменяется в зависимости от загрузки. Соответственно известное непрерывное согласование вручную параметров процесса для достижения примерно оптимальных режимов работы пресса требует от обслуживающего персонала большого опыта и непрерывного контроля работы пресса при процессе его заполнения.
Приведенные известные опыты с целью автоматизации необходимого согласования параметров процесса оказались безуспешными. Моделированное определение процессов сжатия, которое могло быть использовано на практике, до настоящего времени не удалось.
Очень высокие требования к обслуживающему персоналу ставятся прежде всего при наполнении прессов. При горизонтальном фильтровальном прессе для отжимания фруктов необходимы, например, следующие заданные величины.
Полное наполнение. Полное наполнение очень сильно зависит от прессуемости прессуемого материала. Плохо прессуемые материалы позволяют заполнить только небольшие количества, в то время как хорошо прессуемые материалы могут заполняться большими количествами.
Предварительное наполнение. При этом действуют одинаковые условия, как и в случае полного наполнения. Очень маленькое или очень большое предварительное наполнение очень сильно влияет негативно на характеристики выхода производительности.
Наполнение на каждый ход поршня. После завершения процесса предварительного наполнения в случае известных способов сжатия на каждый ход поршня фильтровального поршневого пресса заполняется дополнительно определенное количество прессуемого материала. Такие поступательные импульсы наполнения продолжаются до тех пор, пока не получится суммарное заданное количество полного наполнения. Также соответствующий выбор количества полного наполнения в качестве процессной величины сильно зависит от прессуемости материала.
В целом получается, что результаты работы пресса оказываются очень различными в зависимости от возможностей и опыта обслуживающего персонала, потому что ручной ввод процессных параметров редко дает возможность получить оптимальные характеристики выхода производительности процесса сжатия на основании выполняемых оценок.
Вследствие этого в основе настоящего изобретения лежит задача, устранить указанные проблемы с помощью оптимизированного способа определения и использования количества наполняемого прессуемого материала в фильтровальном прессе.
Согласно настоящему изобретению решение этой задачи достигается с помощью следующих приемов: 1) при измерении производительности и выхода осуществляют процесс наполнения и сжатия, который на диаграмме выхода производительности приводит в первой рабочей точке к получению известной производительности и выхода; 2) для по меньшей мере последующего второго процесса наполнения и сжатия, который на диаграмме выхода производительности приводит ко второй рабочей точке, устанавливают по меньшей мере процессную величину для второй рабочей точки и затем, используя соотношения изменения производительности и выхода при разделении твердой и жидкой фаз во время выполнения процессов наполнения и сжатия с промежуточным включением фиктивной рабочей точки, определяют и используют количество наполняемого материала, которое необходимо, чтобы во время процесса разделения получить максимальный выход продукта и максимальную производительность, при этом переход от первой рабочей точки к фиктивной рабочей точке выполняется путем только процесса наполнения и переход от фиктивной рабочей точки ко второй рабочей точке выполняется только путем процесса сжатия при условии, что прямые линии, соединяющие те рабочие точки, которые отличаются только процессом сжатия, пересекаются на диаграмме выхода производительности в одной общей рабочей точке с максимальным выходом и нулевой производительностью или проходят параллельно между собой.
Предпочтительные варианты выполнения способа описаны в пунктах формулы изобретения.
Примеры конструктивного исполнения настоящего изобретения поясняются более подробно в описании изобретения и на чертежах.
Фиг. 1 изображает схематически разрез по фильтровальному прессу с поршнем вместе с графическим изображением функции движения поршня и подачи прессуемого материала в зависимости от времени при выполнении различных процессов регулирования.
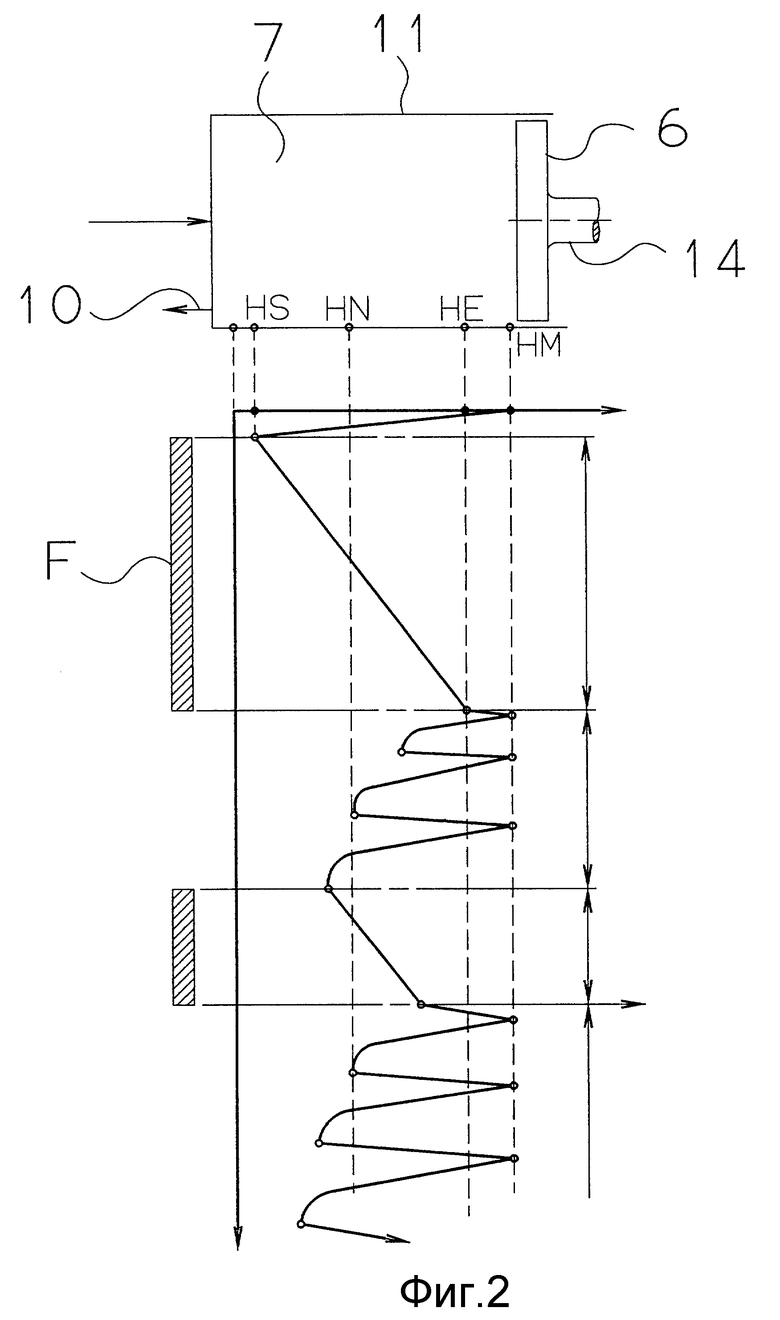
Фиг. 2 изображает схематически разрез по фильтровальному прессу с поршнем вместе с графическим изображением функции движения поршня и подачи прессуемого материала в зависимости от времени при выполнении других процессов регулирования.
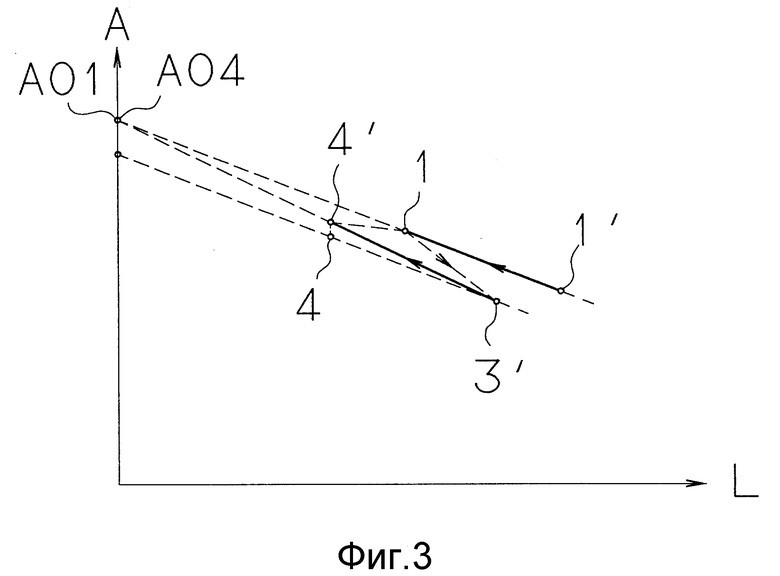
Фиг. 3 изображает на диаграмме выхода производительности различные рабочие точки, которые получаются при подаче прессуемого материала.
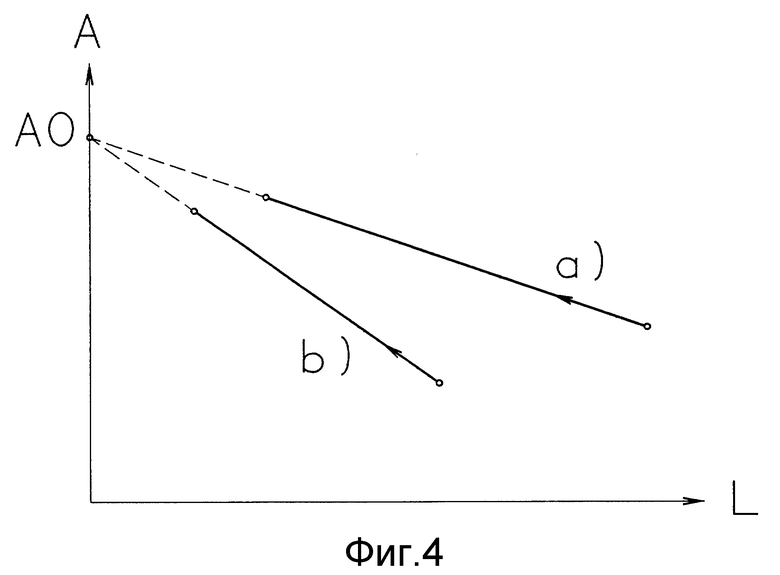
Фиг. 4 изображает на диаграмме выхода производительности различные характеристики сжатия, которые получаются при различных полностью обработанных количествах проссуемого материала.
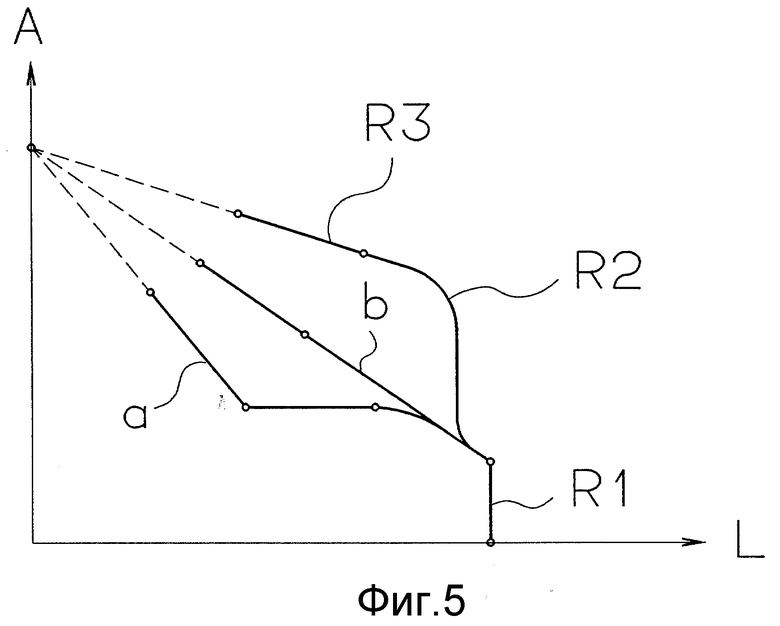
Фиг. 5 изображает на диаграмме выхода производительности различные процессы регулирования и их влияние на протекание процессов прессования.
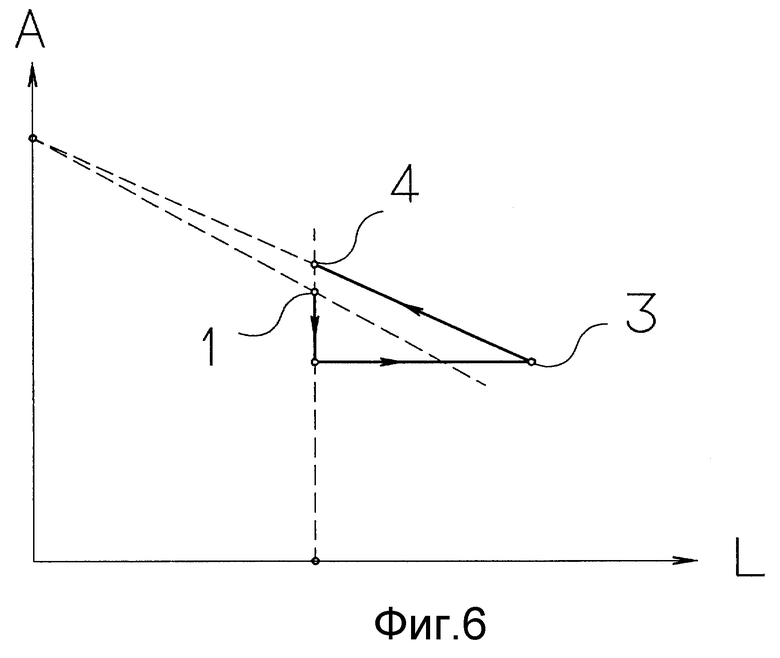
Фиг. 6 изображает на диаграмме выхода производительности процесс регулирования при постоянной мощности как заданной процессной величины.
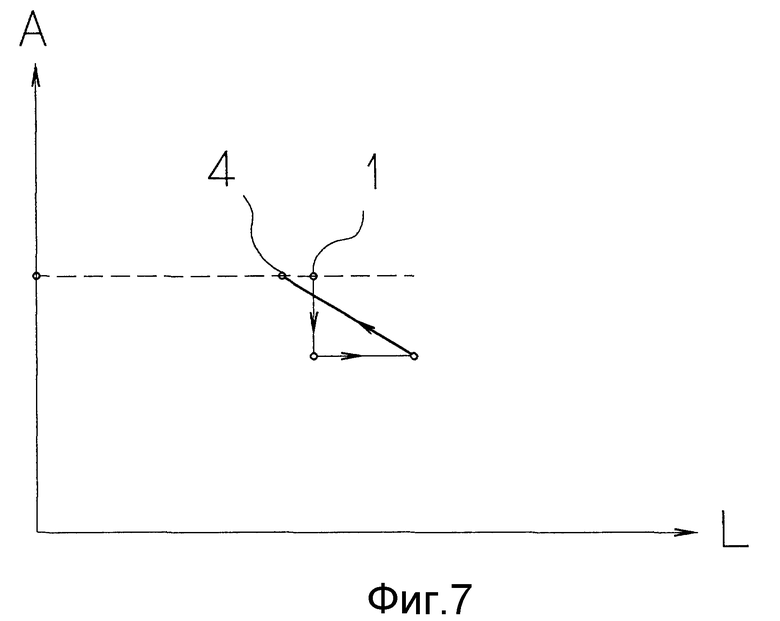
Фиг. 7 изображает на диаграмме выхода производительности процесс регулирования при постоянном выходе как заданной процессной величины.
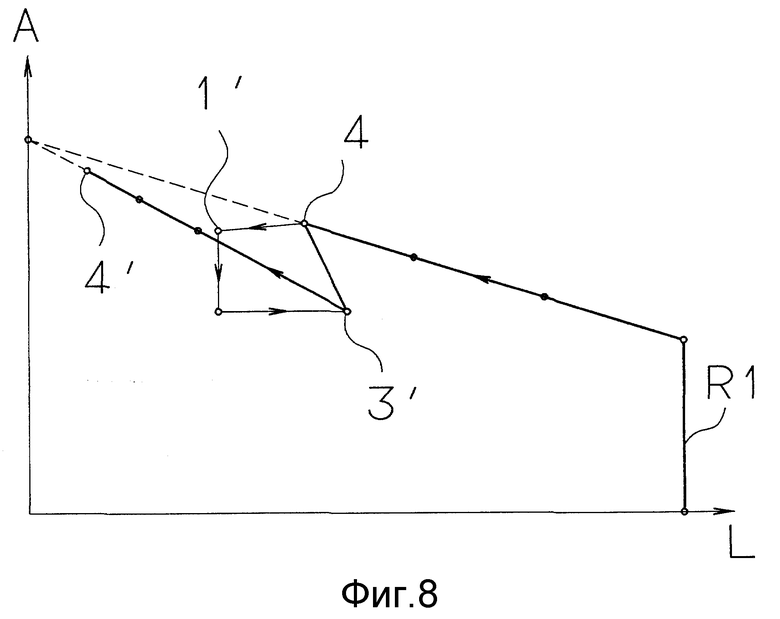
Фиг. 8 изображает на диаграмме выхода производительности различные рабочие точки, которые получаются при выполнении процесса наполнения без одновременного сжатия под действием давления поршня пресса.
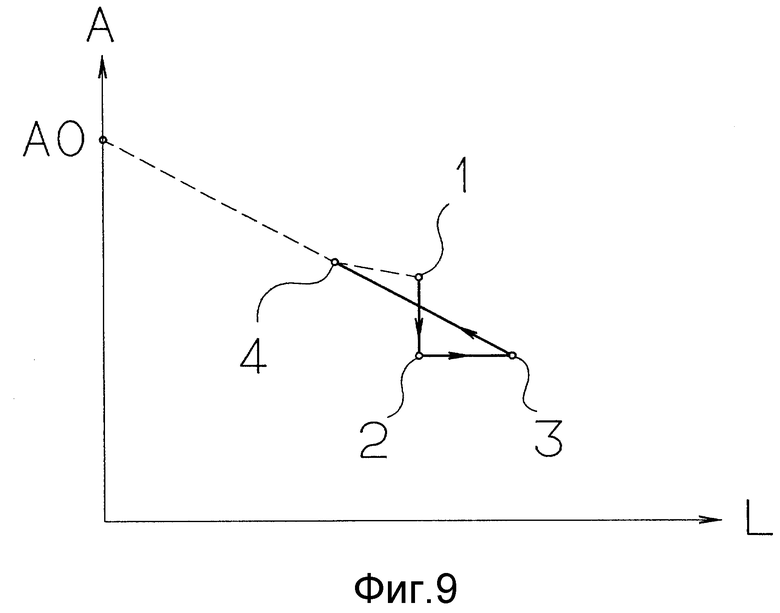
Фиг. 9 изображает на диаграмме выхода производительности рабочие точки, которые получаются при выполнении процессов наполнения и сжатия в соответствии с настоящим изобретением в фильтровальном поршневом прессе.
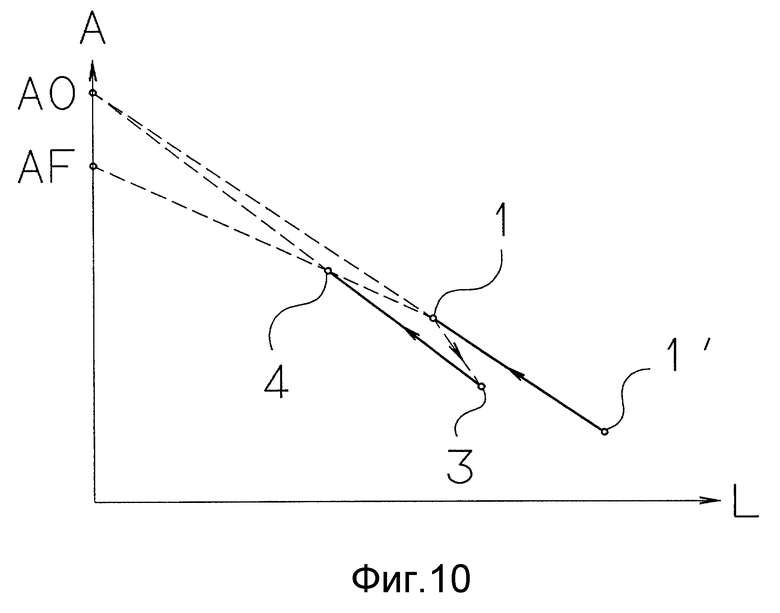
Фиг. 10 изображает на диаграмме выхода производительности различные рабочие точки, которые получаются при выполнении процессов наполнения и сжатия в соответствии с настоящим изобретением в фильтровальном поршневом прессе с заданным целевым условием.
На фиг. 1 изображен схематически горизонтальный фильтровальный пресс известного типа. Он имеет корпус 11. Внутри корпуса 11 находится поршень 6 пресса, который крепится на штоке 14 поршня. Шток 14 поршня располагается подвижно в гидравлическом цилиндре и с помощью поршня 6 пресса выполняет процессы сжатия. В корпус 11 пресса подается через закрываемое наполнительное отверстие с помощью насоса 8 прессуемый материал 7, который проходит через большое количество не изображенных на чертеже дренажных элементов.
Дренажные элементы направляют во время процесса прессования жидкую фазу прессуемого материала 7 под действием силы сжатия поршня 6 пресса по сточному трубопроводу 10 наружу. В случае прессуемого материала речь идет о фруктах и в случае жидкой фазы речь идет о фруктовом соке.
Известный способ сжатия выполняется обычно следующим образом.
Процесс наполнения:
- поршень 6 пресса подается назад и одновременно через отверстие наполняется прессуемый материал 7.
Процесс прессования:
- весь блок пресса, показанный на фиг. 1, вращается вокруг центральной оси,
- поршень 6 пресса перемещается под действием давления,
- сок отделяется из прессуемого материала в результате прессования,
- давление сжатия отключается.
Процесс разрыхления:
- поршень 6 пресса подается обратно при вращении всего блок поршня, показанного на фиг. 1, при этом оставшийся прессуемый материал разрыхляется и разрывается.
Последующий процесс прессования:
- этапы способа прессования и разрыхления повторяются многократно как отжимания каждой загрузки прессуемого материала, пока не будет достигнуто желаемое конечное состояние отжимания.
Процесс опоражнивания:
- остатки сжатия опоражниваются в результате открывания корпуса 11 пресса.
Последовательность выполнения способа при применении фильтровального поршневого пресса описывается более подробно на примере фиг. 1. На фиг. 1 наряду с уже описанной схемой фильтровального поршневого пресса показаны относящиеся к нему графические схемы, которые показывают движения поршня между позициями HM и HS и функцию наполнения F в течение времени t. Как показано на диаграмме времени, наряду с корпусом 11 пресса подается сначала прессуемый материала 7 непрерывно с помощью насоса 8 через отверстие в сжимаемую полость. При этом поршень 6 пресса движения от начальной позиции HM и при достижении позиции HS возвращается одновременно опять в свое исходное положение HM. Этот процесс повторяется многократно. Обозначенная буквой F полоса изображает одновременно выполняемый непрерывно процесс "предварительного наполнения".
Процесс "предварительного наполнения" заканчивается, как только поршень 6 пресса при своей подаче уже не достигает более позиции HS. Затем при последующем этапе наполнение происходит только в виде прерывистых фаз, которые начинаются соответственно при обратной подаче поршня 6 пресса. При этом сначала в результате регулирования наполнения обеспечивают то, чтобы поршень 6 пресса при каждой подаче всегда достигал конечной позиции, расположенной перед HS.
При последующем этапе достигает поршень 6 пресса при непрерывном наполнении сжимаемой полости позиций, которые все больше удаляются от HS. При этом регулирование наполнения обеспечивает то, что при каждом движении подачи и сжатия выход или производительность процесса сжатия остаются постоянными. Если при этом поршень 6 пресса при своей подаче достигает позиции НЕ, то при последующем этапе поршень 6 пресса опять возвращается в постоянное конечное положение, пока не будет заполнено желаемое общее количество прессуемого материала и не последуют последующие подачи пресса только уже без процессов наполнения F.
Фиг. 2 изображает аналогичную, как и на фиг. 1, схему, на которой аналогичные ссылочные номера указывают на одинаковые функции, а именно на отдельные процессы наполнения и сжатия. Перед началом обозначенного на полосе буквой F "предварительного наполнения" движется поршень 6 пресса до конечной позиции HS. При выполняемом предварительном наполнении поршень 6 пресса не блокируется, он возвращается под действием давления закачивания в позицию HM, не выполняя движение пресса. После окончания предварительного наполнения происходит "предварительное прессование" без процессов наполнения, после которых начинается опять дополнительное наполнение без движений поршня, как только поршень 6 пресса перейдет позицию подачи HN. Наконец происходит дальнейшие движения пресса, но уже без процессов наполнения F.
Далее могут в качестве примеров описанные различные регулируемые процессы сжатия изображаться на диаграмме выхода производительности, используемой для основных пояснений, как это показано на фиг. 3. При этом принимаются следующие обозначения.
Производительность L = (подаваемое количество прессуемого материала)/затраченное рабочее время и выход A = (произведенное количество сока)/использованное количество прессуемого материала.
Обозначенная на фиг. 3 рабочая точка 1 соответствует моментальному рабочему состоянию пресса, в котором он оказывается после последовательных отдельных сжиманий, которые описаны на фиг. 1 и 2, непосредственно после окончания подачи. Поршень 6 пресса находится в случае рабочей точки 1 еще в положении сжимания, но рабочее давление сжимания уже больше не действует. Предыдущая подача началась в рабочей точке 1'. Рабочие точки 1' и 1 отличаются таким образом только этим процессом подачи. Если в рабочей точке 1 вводят определенное наполнение прессуемого материала, то рабочая точка 1 переходит в рабочую точку 1', при этом производительность L повышается и выход A уменьшается. Рабочие точки 1 и 3' различаются таким образом этим процессом наполнения.
Поскольку на практике, как показано на фиг. 1, процессы подачи поршня и процессы наполнения выполняются комбинированно, то переходы между точками 1', 1 и 1, 3', а также рабочая точка 3' являются собственно фиктивными. Это касается следующего за точкой 3' процесса подачи 3', 4', при этом выход A благодаря производимому количеству сока повышается и производительность L в связи с затраченным рабочим временем уменьшается. Однако принимается, что точки пересечения A01 и A04, расположенные на продолжении прямых, соединяющих рабочие точки 1', 1 или 3', 4', совпадают на оси A, соответствующей нулевой производительности. Это делает возможным в соответствии с настоящим изобретением задавать процессорную величину для рабочей точки 4' и определять затем таким образом необходимое количество наполнения, чтобы получались максимальный выход продукта и максимальная производительность.
Хотя определенные таким образом количества наполнения приводят к оптимальным результатам, получается рабочая точка 4, отклоняющаяся от рабочей точки 4', с небольшим выходом. Для определения последующего процесса подачи пресса комбинируют затем практически достигнутую точку 4 с предварительно определенной фиктивной точкой 3' в соответствии с парой 1, 1' предыдущего процесса подачи.
В качестве заключительного дополнения к фиг. 3 изображает фиг. 4 прямолинейную функцию характеристики сжатия при выполнении нескольких только процессов сжатия. При этом прессуемый материал имеет благодаря небольшому общему количеству наполнения состояние a). По сравнению с этим существует для состояния b) прессуемого материала с большим общим количеством наполнения в конечном состоянии другая прямолинейная характеристика. Удлиненные прямые a) и b) проходят при идеальных условиях через общую точку пересечения AО вместе с осью выхода, что соответствует нулевому значению производительности. На практике может эта точка пересечения AО изменять свое положение при обработке загрузки прессуемого материала.
Фиг. 5 изображает для сравнения комбинации производительности - выхода, которые могут быть достигнуты с помощью различных регулирований процессов сжатия. Начиная с процесса предварительного наполнения R 1 при постоянной производительности L и возрастающем выходе A, показывает процесс сжатия R 2 регулирование с целью получения постоянной производительности при приблизительно достаточной производительности дополнительного наполнения. Затем начинается процесс сжатия R 3 без дополнительного наполнения. Характеристика b показывает процесс сжатия с недостаточной производительностью дополнительного наполнения. Характеристика a показывает, наконец, три участка, которые получаются последовательно при постоянной конечной позиции прессующего элемента для каждой подачи пресса, при постоянном выходе и, наконец, после окончания наполнения.
Фиг. 6 показывает на диаграмме выхода /производительности характеристику отдельного процесса сжатия, при котором между рабочей точкой 1 в начале и точкой 4 в конце производительность сохраняется постоянной. Можно увидеть улучшение производительности и выхода продукта.
Фиг. 6 показывает на диаграмме выхода/производительности характеристику отдельного процесса сжатия, при котором между рабочей точкой 1 в начале и точкой 4 в конце подаваемое при этом количество прессуемого материала определяется таким образом, что выход сохраняется постоянным. В случае иной прессуемости материала может получаться также точка 4 с большей производительностью справа от точки 1.
Фиг. 7 показывает на диаграмме выхода/производительности характеристику процесса сжатия, при котором во время последующего после предварительного наполнения R 1 и выполняющего несколько подач поршня процесса предварительного сжатия не происходит дополнительного наполнения. Этот процесс был показан на фиг. 2. За процессом предварительного сжатия следует процесс дополнительного наполнения без сжатия, который от точки 4 приводит к точке 3'. При переходе от точки 3' за точку 4' выполняется затем опять несколько процессов сжатия без дополнительного наполнения. Использованное для процесса дополнительного наполнения без сжатия рабочее время изображается в виде перехода к мнимой рабочей точке 1'.
Фиг. 9 показывает, каким образом на диаграмме выхода/производительности может быть определено влияние поданного количества материала при дополнительном наполнении с помощью теоретических расчетов. Аналогично, как уже было описано со ссылкой на фиг. 3, соответствует рабочая точка 1 моментальному рабочему состоянию непосредственно после окончания отдельной предыдущей подачи пресса. Поршень 6 пресса (фиг. 1) находится еще в позиции сжатия HS, давление сжатия, однако, уже не действует. В результате дополнительного наполнения разбавляются остатки спрессованного материала и выход уменьшается. В мнимой точке 2, полученной без затрат времени благодаря только процессу наполнения, выход уменьшается, в то время как производительность сохраняется.
Если значением G 1 обозначить количество подаваемого прессуемого материала к точке 1, значением G 2 обозначить количество подаваемого прессуемого материала к точке 2 и значениями A1 и A2 обозначить выходы в точках 1 и 2, то
A2 = A1(G1/G2) (1)
В мнимой достигнутой точке 3 производительность повышается, в то время как выход остается без изменений. Если обозначить значениями L1 и L3 производительность в точках 1 и 3, то
L3 = L1(G2/G1) (2)
Поскольку производительность рассчитывается по поданному до этого момента количеству прессуемого материала и затраченному до этого момента времени, то производительность таким образом увеличивается при подаче прессуемого материала. Аналогично, как и описано со ссылкой на фиг. 3, образует достигнутая мнимая точка 3 исходную точку для теоретического определения последующего этапа сжатия, приводящего к точке 4. Для этого этапа сжатия задается необходимый расход Δt рабочего времени с помощью установки пресса. Поскольку кроме того в соответствии с настоящим изобретением предусматривается, что удлинения прямолинейных характеристик процессов подачи поршня, которые приводят к точке 1 и к точке 4, для нулевой производительности приводят на оси выхода к одной и той же точке AO, то процессные величины L4 и A4 для точки 4 определяются путем соединения точек 3 и AO.
Если опять обозначить G4 = G3 как количество, подаваемого до точки 4, и Δt время прессования, осуществляемого до точки 4, то
L4 = L3(G3/(G3+L3•Δt)) (3)
и
A4=AO-((L4/L3x(AO-A3)) (4)
L4=L3((AO-A4)/(AO-A3)) (5)
На основании изложенных предпосылок и составленных уравнений (1) до (5) могут тем самым в соответствии с настоящим изобретением определяться используемые количества наполнения на каждую подачу как дефференциальная величины ΔG количеств G4=G3 или же G1, подаваемых до точек 4 или же 1 согласно
ΔG = G4-G1.
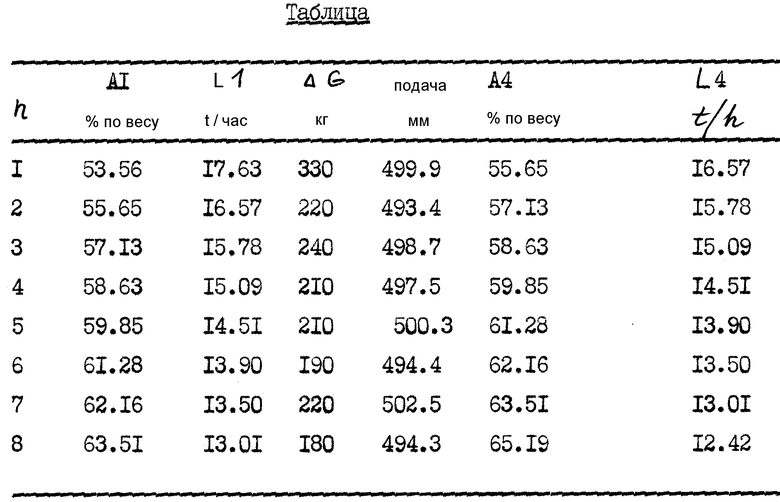
Для восьми следующих последовательно друг за другом процессов наполнения и сжатия в фильтровальном поршневом прессе, являющихся частью многочисленных последовательностей подобных процессов, выполняемых для обработки общего количества прессуемого материала 10.000 кг при приблизительно заданном постоянном времени действия давления 2 минуты на каждую подачу пресса и при постоянном пути (подаче) прессуемого элемента для всех процессов подачи пресса, показывает приведенная ниже таблица исходные величины A1, L1, конечные величины A4, L4, определенные в соответствии с настоящим изобретением, и использованные количества дополнительного наполнения ΔG и полученные действительные величины подачи.
Фиг. 10 аналогично, как и на фиг. 3 и 9, показывает на диаграмме выхода/производительности рабочие точки, которые получаются, если для второй рабочей точки 4, достигнутой после рабочей точки 1 в результате единичного процесса наполнения и сжатия, задают условия, что соответствующие значения выхода A4 и производительности L4 этой рабочей точки 4 определяют точку 4 на прямой, соединяющей первую рабочую точку 1 и рабочую точку AF на оси выхода, которая соответствует постоянному максимальному теоретическому значению выхода соответствующего прессуемого материала.
Определение подобного условия является, в частности, целесообразным тогда, когда прессуемый материал должен обрабатываться при умеренной прессуемости. Для такого материала определение постоянного пути (подачи) с помощью приведенной выше в качестве примера давало бы плохой результат сжатия.
Изобретение относится к разделению жидкой и твердой фаз материала. Задача, решаемая изобретением, заключается в оптимизации технологического процесса разделения. Определение количеств наполнения прессуемого материала при разделении твердой и жидкой фаз с помощью фильтровального поршневого пресса с одним прессующим элементом при нескольких следующих последовательно друг за другом процессах сжатия осуществляется с помощью анализа диаграммы выхода-производительности. С учетом расположения линий, соединяющих различные рабочие точки на этой диаграмме, и при получении промежуточной фиктивной рабочей точки могут определяться изменения выхода и производительности для каждого процесса сжатия и тем самым используемые количества дополнительного наполнения таким образом, что получают для процессов разделения твердой и жидкой фаз максимальный продукт выхода и максимальную производительность при выборе свободных процессорных величин. Способ дает возможность получить автоматическое согласование времени наполнения с прессуемостью материала. Тем самым становится возможным заполнять автоматически различный прессуемый материал и без введения заданной величины таким образом, что в отношении выхода и производительности выжимания сока с помощью фильтровального пресса достигается оптимальный эффект. 8 з.п. ф-лы, 10 ил., 1 табл.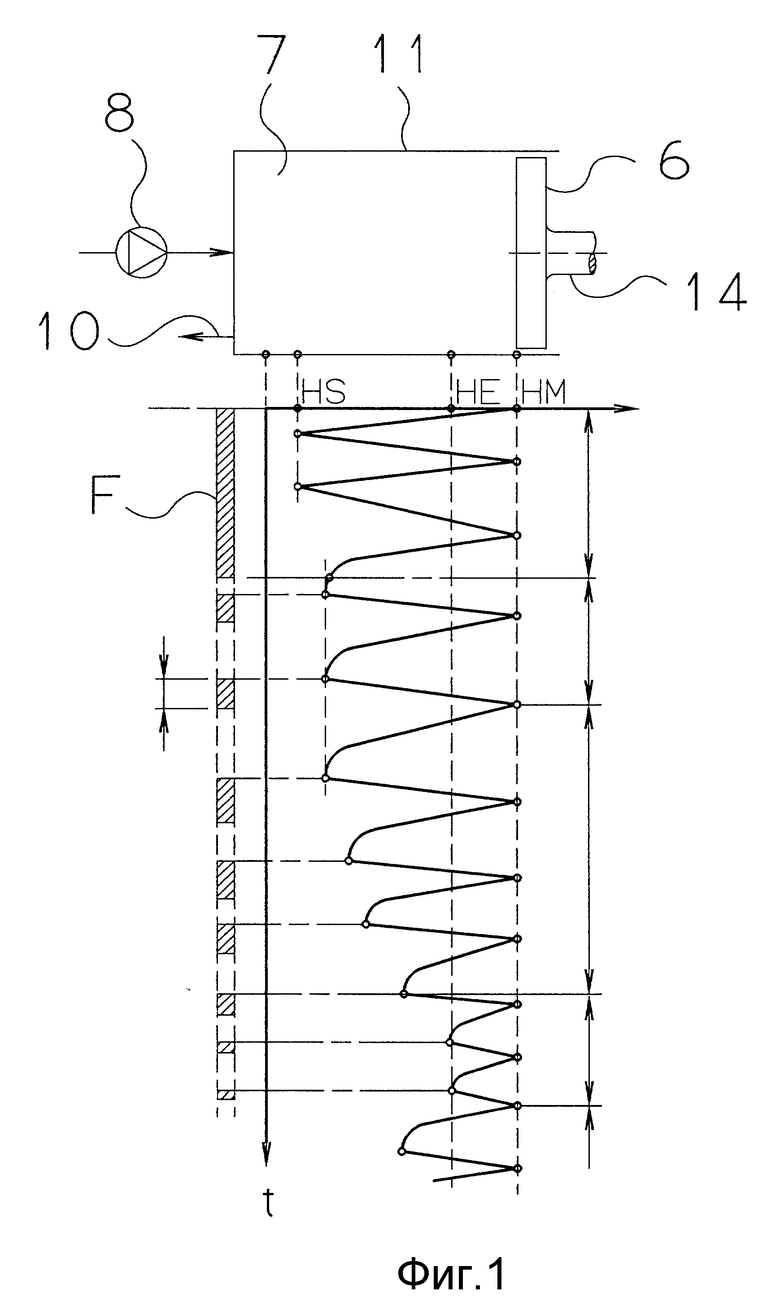
| Складная лодка | 1973 |
|
SU485901A2 |
| Способ контроля процесса о жима жидкостей из дисперсных сред | 1973 |
|
SU499133A1 |
| ПРЕСС ДЛЯ ОТЖИМА СОКА ИЗ ПЛОДОВ И ЯГОД | 0 |
|
SU355783A1 |
| СБОРНО-МОНОЛИТНЫЙ НИЗКИЙ СВОД И СПОСОБ ЕГО ВОЗВЕДЕНИЯ | 2003 |
|
RU2254424C1 |
| US 5231922, 03.08.93. | |||

