Изобретение относится к способу упрочняющего накатывания детали, подлежащей нагружению вдоль оси нагрузки в проходящей примерно перпендикулярно к оси нагрузки канавке, причем канавку подвергают упрочняющему накатыванию по множеству расположенных рядом друг с другом вдоль оси нагрузки и направленных примерно перпендикулярно к оси нагрузки дорожек, причем каждая дорожка перекрывает канавку только частично и причем в детали под канавкой создают внутренние напряжения давления.
Изобретение относится, в частности, к упрочняющему накатыванию металлических деталей, таких как лопатки турбины, причем канавка, в которой должна упрочняться накатыванием такая деталь, является, в частности, удерживающим пазом для крепления детали. В частности, лопатка турбины, которая предназначена для ротора турбины и подвергается в соответствии с этим большим рабочим центробежным нагрузкам, имеет часто множество удерживающих пазов, которые расположены вдоль оси нагрузки в два взаимно симметричных ряда и в которые заходят соответствующие крепежные устройства ротора турбины.
Упрочняющее накатывание деталей, которое вместе с выравнивающим поверхность накатным полированием и незначительно изменяющим форму калибровочным вальцеванием объединяют в понятие "поверхностное тонкое вальцевание", подробно поясняется в книге "Упрочняющее накатывание и накатное полирование для повышения прочности деталей" Немецкого союза по испытанию материалов. В этой книге объединены записи или рукописи докладов, которые были прочитаны на состоявшемся в 1982 восьмом заседании рабочей группы "Эксплуатационный предел выносливости". В данном случае, в частности, делается ссылка на доклад B. Fuchsbauer "Усталостные свойства упрочненных накаткой стержневых образцов", стр. 23 и далее, и Pruirmer и Zeiler "Образование внутренних напряжений и усталостная прочность упрочненных накаткой СК-45-образцов", стр. 63 и далее. Согласно этим работам упрочняющее накатывание, которое обычно производят маленьким выпуклым роликом из твердого металла, является деформирующей поверхностной обработкой с целью повысить стойкость, в частности, стойкость при воздействии вибрационного коррозионного растрескивания. При упрочняющем накатывании поверхностная деформация является частично упругой и частично пластичной; она приводит, с одной стороны, к повышению твердости обработанного материала на поверхности, а также в близких к поверхности слоях и, с другой стороны, к образованию внутренних напряжений давления под поверхностью. Эти внутренние напряжения давления при известных обстоятельствах являются пригодными, чтобы подавлять рост трещин от поверхности внутрь материала. Отсюда получается способность внутренних напряжений давления противостоять вибрационному коррозионному растрескиванию в материале.
Избежание опасности вибрационного коррозионного растрескивания является важным аспектом при расчете и изготовлении лопатки турбины для газовой турбины или паровой турбины.
Способ упрочняющего накатывания описанного во вводной части типа следует из DE 40 15 205 C1, причем деталь, которая имеет обрабатываемую упрочняющим накатыванием канавку, является лопаткой турбины. Главное внимание при этом уделяется не выполнению самого упрочняющего накатывания, а указание пригодного для упрочняющего накатывания канавок или пазов инструмента.
DE-PS 689 912 также относится к процессу упрочняющего накатывания, причем во всяком случае накатывают не деталь названного во вводной части типа, а плоское круглое кольцо, которое должно представлять собой дорожку качения аксиального подшипника качения.
DE 36 01 541 A1 относится к улучшению качества поверхности отверстия в детали путем упрочняющего накатывания поверхности отверстия катящимися шариками. Предпочтительно упрочняющее накатывание происходит таким образом, что шарики направляются вдоль оси отверстия и таким образом накатывают отверстие по многочисленным дорожкам, которые расположены по соседству друг с другом и каждая из которых направлена примерно параллельно оси. За счет этого в детали могут создаваться внутренние напряжения давления, которые направлены в значительной части тангенциально относительно оси.
Известное из уровня техники упрочняющее накатывание канавки в детали всегда происходит таким образом, что выпуклый ролик с формой, подогнанной к форме канавки, с соответствующей силой прижатия катится по канавке. Оказалось, что при этом образуются внутренние напряжения давления, которые анизотропны и направлены в преобладающей части в продольном направлении канавки. Поэтому эти внутренние напряжения давления, только условно пригодны для противодействия рабочим нагрузкам деталей названного во вводной части описания вида, в частности, лопаток турбины, причем нагрузка имеет место вдоль оси нагрузки в поперечном направлении к канавке.
В этом смысле изобретение основано на задаче усовершенствования указанного во вводной части описания способа упрочняющего накатывания детали, нагружаемой вдоль оси нагрузки в проходящей примерно перпендикулярно к оси нагрузки канавке, чтобы достигалось лучшее относительно ожидаемых нагрузок направление внутренних напряжений давления.
Изобретенный для решения этой задачи способ упрочняющего накатывания детали, подлежащей нагружению вдоль оси нагрузки в проходящей примерно перпендикулярно к оси нагрузки канавке, причем канавку подвергают упрочняющему накатыванию по множеству расположенных рядом друг с другом вдоль оси нагрузки и направленных примерно перпендикулярно к оси нагрузки дорожек, причем каждая дорожка перекрывает канавку только частично и причем в детали под канавкой создают внутренние напряжения давления, отличается тем, что соседние дорожки упрочняюще накатывают с нахлесткой друг на друга и создают внутренние напряжения давления, которые относительно оси нагрузки имеют аксиальные компоненты и тангенциальные компоненты, причем аксиальные компоненты являются существенно большими, чем тангенциальные компоненты.
Изобретение исходит из знания того, что путем упрочняющего накатывания на лежащих рядом друг с другом, только частично перекрывающих канавку дорожках является достижимым опрокидывание на 90o внутренних напряжений давления, так что направленные вначале примерно перпендикулярно к оси нагрузки внутренние напряжения давления после полностью произведенного упрочняющего накатывания направлены к оси нагрузки и таким образом в особой мере пригодны для улавливания нагрузок, которые имеют место вдоль оси нагрузки. Так, в частности, в случае лопатки турбины можно эффективно противодействовать росту трещин и вибрационному коррозионному растрескиванию в канавке.
Согласно изобретению дорожки для упрочняющего накатывания канавки располагают таким образом, что они нахлестываются друг на друга. Таким образом могут быть использованы взаимодействия между уже созданными внутренними напряжениями давления и внутренними напряжениями давления, которые создаются при новом проходе, для способствования возникновения желательных внутренних напряжений давления после завершения упрочняющего накатывания. Также уже при упрочняющем накатывании достигается в значительной степени гладкая поверхность канавки.
Указание, что внутренние напряжения давления "под канавкой" должны иметь определенные свойства, означает также, что небольшая поверхностная область в канавке, от поверхности до небольшой глубины, типично составляющей в случае выполненной из стали детали около 0,2 мм, может не приниматься во внимание. Это объясняется в первую очередь тем, что поверхностная область иначе, чем глубже лежащие слои, подвергается за счет образования и закатки гратов особенно интенсивному смятию, которое обуславливает и определяет свойства материала поверхностной области едва доступным для регистрации образом. Главное внимание лежит поэтому на оказании влияния на слои под поверхностной областью, что во всяком случае является достаточным в связи с избежанием роста трещин.
С особенным преимуществом упрочняющее накатывание канавки детали производят таким образом, что аксиальные компоненты внутренних напряжений давления до глубины 0,6 мм типа, являются порядка 50% больше, чем тангенциальные компоненты внутренних напряжений давления.
С дальнейшим преимуществом аксиальные компоненты внутренних напряжений давления имеют величины порядка 500 ньютон/мм2, и это до глубины 1,5 мм.
Каждая из вышеназванных мер и предпочтительно обе меры в комбинации обеспечивают внутренние напряжения давления со свойствами, которые, в частности, для лопатки турбины являются эффективными для предотвращения образования трещин и вибрационного коррозионного растрескивания при ожидаемых нагрузках.
Каждая дорожка предпочтительно перекрывает канавку самое большее на одну шестую так, что в действительности требуется большое множество проходов, чтобы полностью упрочнить накатыванием канавку. Это также в особенной степени является способствующим цели получения желаемых внутренних напряжений давления.
Упрочняющее накатывание производят с дальнейшим преимуществом таким образом, что каждую дорожку накатывают выпуклым роликом, который имеет максимальный радиус выпуклости, который существенно меньше, чем минимальный радиус кривизны канавки. Для упрочняющего накатывания канавки при этом может использоваться один единственный ролик, который последовательно прокатывают по всем дорожкам, однако возможно также использовать для упрочняющего накатывания канавки устройство с множеством роликов названного вида. Последняя названная мера используется предпочтительно для упрочняющего накатывания канавки с относительно сложным поперечным сечением.
Предпочтительно канавку после упрочняющего накатывания дополнительно подвергают накатному полированию, что может производиться одним единственным роликом, который перекрывает канавку во всей области упрочняющего накатывания и форма которого достаточно согласована с формой канавки. Путем накатного полирования могут устраняться маленькие неравномерности поверхности детали в канавке, за счет чего качество поверхности, в частности, в связи с коррозионной прочностью может быть еще улучшено.
Накатное полирование производят предпочтительно роликом, который одновременно перекрывает множество дорожек. Так, в частности, могут устраняться граты, которые возможно образовались при упрочняющем накатывании между соседними дорожками, и простыми средствами обеспечивается, что сила, с которой ролик при накатном полировании воздействует на канавку, стоит в соразмерном отношении к силе, вызывающей упрочняющее накатывание. Выгодным образом давление, оказываемое на канавку при накатном полировании, заметно меньше, чем давление при упрочняющем накатывании. Особенно предпочтительным при накатном полировании является перекрывать все дорожки канавки одновременно, так что накатное полирование осуществляется одним единственным вводом в работу предназначенного для этого ролика. При необходимости, этот ролик может направляться по канавке многократно. Во всяком случае после соответствующего изобретению упрочняющего накатывания простыми средствами и с малыми затратами может достигаться гладкая поверхность канавки.
Способ при любом его выполнении является особенно пригодным для упрочняющего накатывания канавки в выполненной из металла детали, в частности, в детали, выполненной из стали, например, из хромистой стали. В качестве хромистой стали особенно пригодной является сталь X20Cr13; эта сталь, в частности, часто используется для лопаток турбин. Другими металлами, из которых могут состоять подлежащие обработке согласно изобретению детали, являются титан и титановые сплавы. Особенно важным является применение способа согласно изобретению на детали из высокопрочного материала, в частности, высокопрочной стали или высокопрочного титанового сплава.
Как уже было упомянуто, способ согласно изобретению является особенно пригодным для лопатки турбины, причем канавка, в частности, является удерживающим пазом. Прежде всего на лопатке турбины способ с особым преимуществом используется таким образом, что два противолежащих друг другу удерживающих паза одновременно подвергают упрочняющему накатыванию. С этим связана экономия работы, так как две канавки обрабатываются одновременно, и экономия оборудования, так как два ролика, соответственно по одному на каждый удерживающий паз, взаимно опираются и делают излишним особые опорные устройства. Кроме того, достигается известная симметрия полученных в одновременно подвергнутых упрочняющему накатыванию удерживающих пазах внутренних напряжений давления, что дальше способствует цели достижения устойчивости против роста трещин и вибрационной коррозии растрескивания.
Примеры выполнения изобретения следуют из чертежа. На чертеже, в частности, показано:
фиг. 1 - устройство с деталью с упрочненной накатыванием канавкой, а также ролики для упрочняющего или соответственно полирующего накатывания;
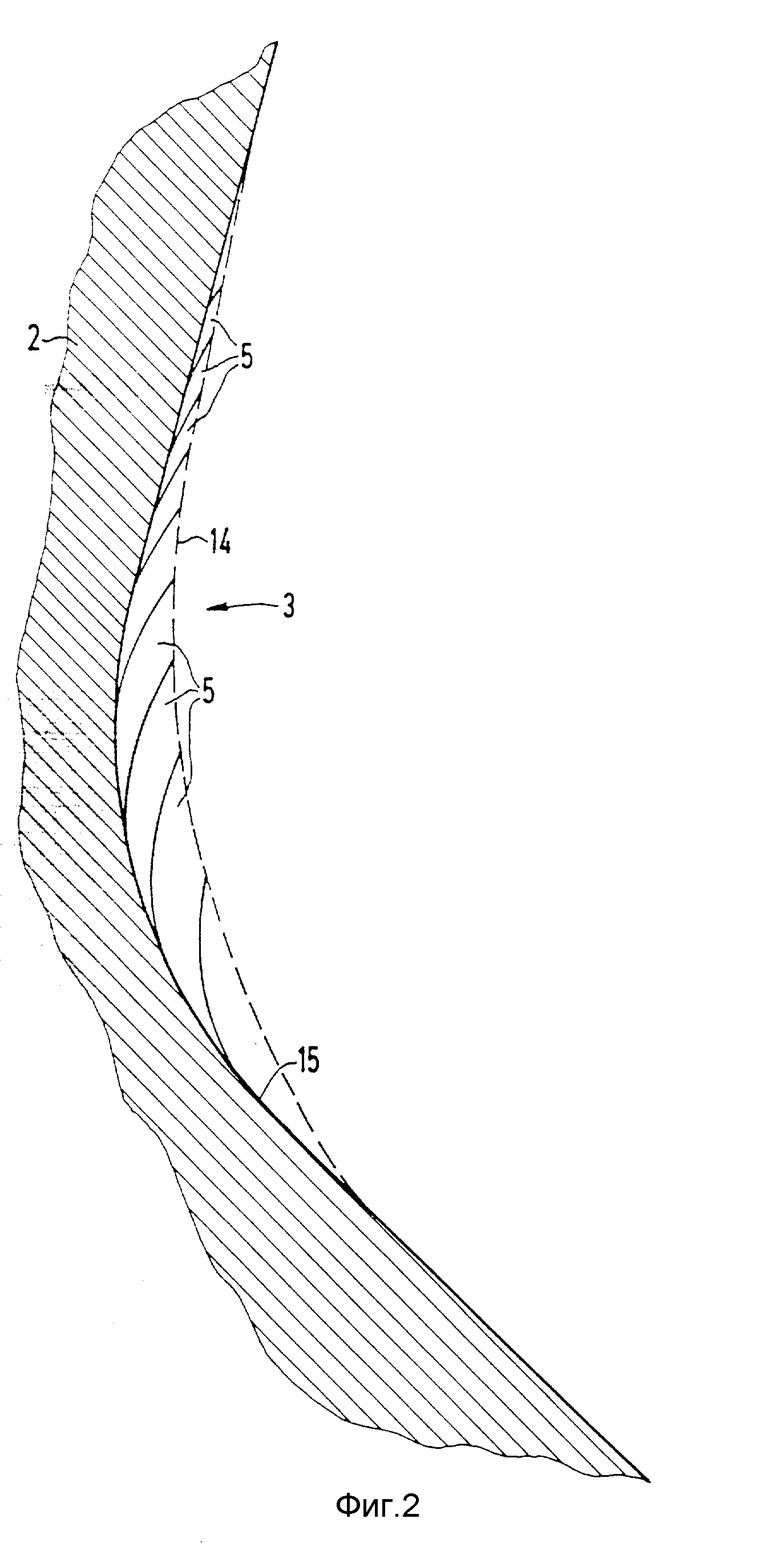
фиг. 2 - сравнение поперечного сечения канавки перед и после упрочняющего накатывания;
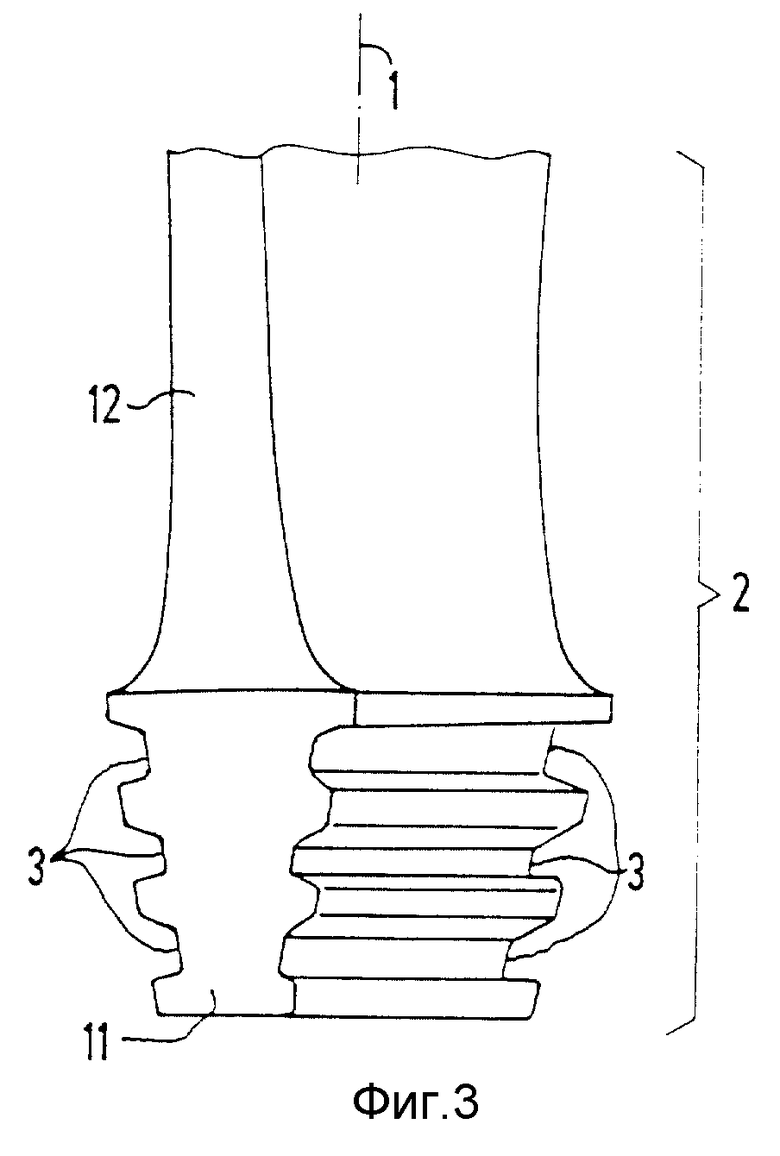
фиг. 3 - лопатка турбины;
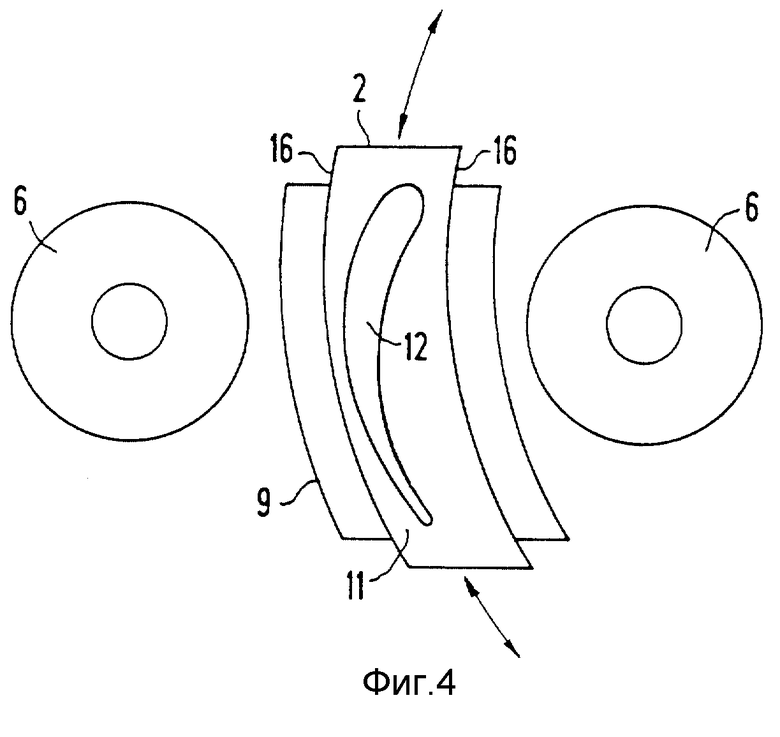
фиг. 4 устройство для упрочняющего накатывания канавки на лопатке турбины;
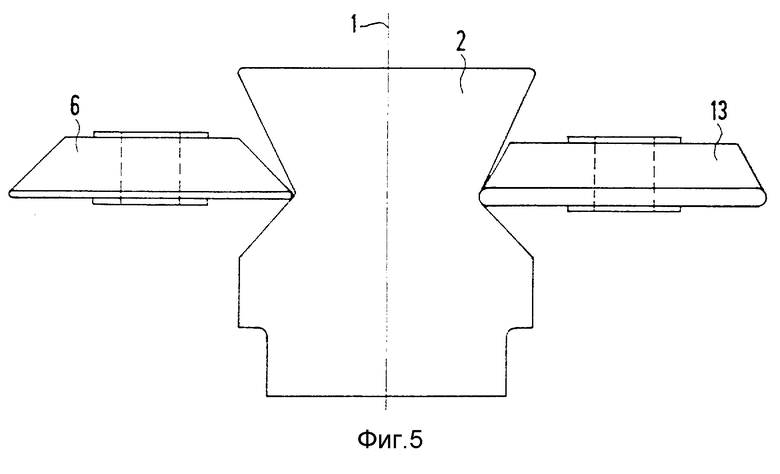
фиг. 5 устройство, аналогичное показанному на фиг. 1;
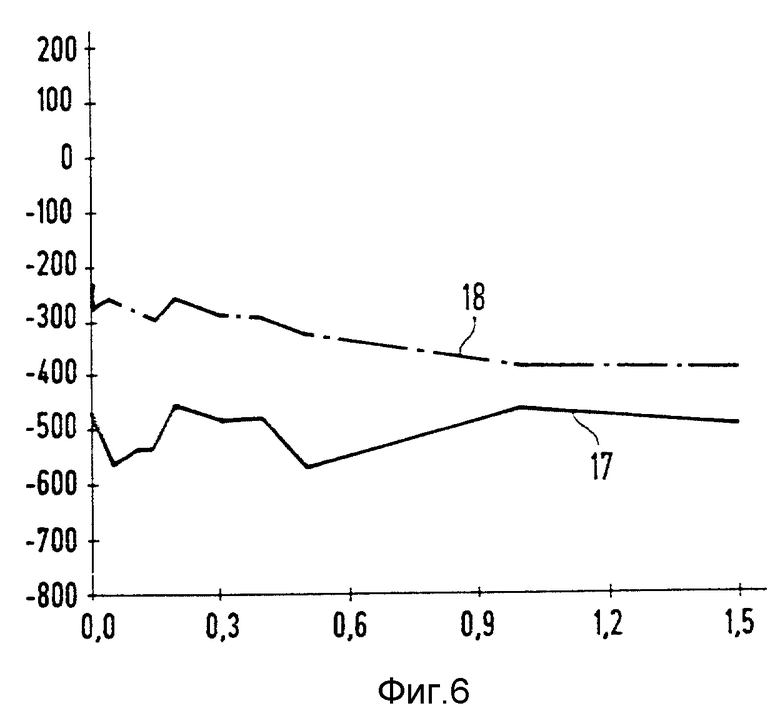
фиг. 6 диаграмма полученных в устройстве согласно фиг. 5 внутренних напряжений давления;
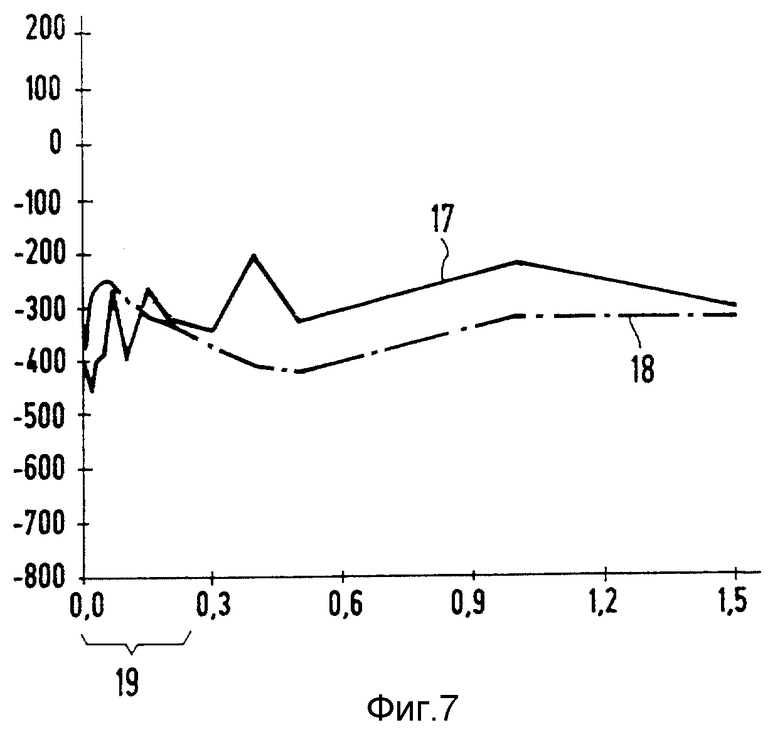
фиг. 7 диаграмма полученных в устройстве согласно фиг. 5 по уровню техники внутренних напряжений давления.
Фиг. 1 показывает деталь 2, которая должна быть нагружаемой вдоль оси нагрузки 1 и которая содержит две канавки 3, которые должны проходить поперек к оси нагрузки 1, то есть из плоскости чертежа или соответственно в плоскость чертежа; видимым является параллельное относительно оси нагрузки 1, в частности, радиально-аксиальное сечение. Каждая канавка 3 имеет минимальный радиус кривизны 4, который в представленном примере соответствует просто радиусу кривизны круговой в поперечном сечении канавки 3. Показанная справа канавка 3 упрочняется накатыванием в смысле изобретения с помощью соответствующего ролика 6; этот ролик 6 является выпуклым, то есть скругленным на своем внешнем периметре, и имеет максимальный радиус выпуклости 7, который, так как ролик 6 имеет профиль тора, в представленном примере просто соответствует радиусу кривизны ролика б. Он значительно меньше, чем минимальный радиус кривизны 4 канавки 3; поэтому для полного упрочняющего накатывания канавки 3, по меньшей мере, для упрочняющего накатывания на всех имеющих при этом значение местах канавки 3, необходимо многократное накатывание роликом 6. Крепление 10, в котором удерживается ролик 6, может содержать для этой цели, например, устройство для подачи вдоль оси нагрузки 1. Ролик 6 является вращаемым вокруг оси вращения 8. На левой стороне для сравнения представлен ролик 13 с максимальным радиусом выпуклости 7, который соответствует минимальному радиусу кривизны 4 канавки 3 и которым канавка 3 после произведенного упрочняющего накатывания может быть подвергнута накатному полированию. Это накатное полирование служит, в частности, для сглаживания поверхности канавки 3, что может быть важным для дальнейшего улучшения качества. Ролик 13 также является вращаемым вокруг оси вращения 8 и закреплен в соответствующем креплении 10. Согласно уровню техники ролик 13 также может использоваться для упрочняющего накатывания. Фиг. 2 показывает с соответствующим увеличением изменение формы, которое претерпевает канавка 3 в детали 2 за счет упрочняющего накатывания. Перед упрочняющим накатыванием канавка 3 имеет обозначенный штриховой линией начальный контур 14, который в ходе упрочняющего накатывания деформируется в ограничивающий заштрихованную плоскость конечный контур 15. Упрочняющее накатывание происходит в то время, как (не представленный) ролик 6 прокатывает канавку 3 по многим лежащим рядом друг с другом, частично перекрывающимся дорожкам 5. Накатывание канавки 3 обуславливает всегда определенное изменение формы; все вызванные при упрочняющем накатывании изменения формы представлены на фиг. 2. Изменения формы обуславливают, с одной стороны, известное повышение твердости деформированной поверхности и, с другой стороны, образование внутренних напряжений давления под деформированной поверхностью. Посредством упрочняющего накатывания по многим рядом лежащим дорожкам 5 может быть достигнуто особенно выгодное распределение и направление внутренних напряжений давления, что поясняется в последующем более подробно. Как можно понять из фиг. 2, деформация канавки 3 от дорожки 5 к дорожке 5 может быть различной, для чего, в частности, может изменяться сила, с которой ролик 6 (сравни фиг. 1) надавливается на канавку 3. Этой мерой как форма конечного контура 15, так и распределение твердости и внутренних напряжений давления могут тонко согласовываться с поставленными требованиями, в частности, с требованиями, выдвигаемыми в смысле изобретения.
Фиг. 3 показывает лопатку турбины 2 с (только частично представленной) лопастью 12, которую при работе обтекает текучая среда и с хвостовиком 11, который должен закрепляться в роторе турбины. Для этого хвостовик 11 имеет канавки 3, служащие в качестве удерживающих пазов и в которые заходят соответствующие дополнительные детали. Особенно эти канавки 3 имеют значение, чтобы упрочняться накатыванием согласно описанному способу. Ось нагрузки 1 проходит в продольном направлении лопасти 12, а удерживающие пазы 3 направлены практически перпендикулярно к оси нагрузки 1.
Фиг. 4 показывает при рассмотрении вдоль оси нагрузки 1 как лопатка турбины 2 с хвостовиком 11 и с лопастью 12 может упрочняться накатыванием в (не видных) удерживающих пазах 3. Хвостовик 11 для этого зажат в креплении 9. Хвостовик 11 имеет перпендикулярно к оси нагрузки 1 контур с двумя изогнутыми сторонами 16, в которых находятся также канавки 3. Такие изогнутые стороны 16 иногда используют при лопатках турбин 2, которые предназначены для конечных ступеней паровых турбин низкого давления. Эти лопатки турбин 2 подвержены при эксплуатации особенно высоким механическим нагрузкам, которые могут особенно хорошо улавливаться за счет таких изогнутых сторон 16. Для упрочнения накатыванием противолежащие друг другу ролики б одновременно вдавливаются в изогнутые стороны 16, для чего предусмотрены соответствующие крепления вместе с устройствами для создания необходимых сил. Лопатка турбины 2 качается вдоль стрелки между двумя роликами 6. Таким образом ролики 6 опираются друг на друга, и отдельные опорные устройства для лопатки турбины 2 могут отпадать.
Фиг. 5 показывает устройство, подобное видному из фиг. 1, причем деталью 2 является испытуемый образец, подобный лопатке турбины; ход оси нагрузки 1 намечен. На левой стороне испытуемый образец накатывается роликом 6, который с относительно малым радиусом кривизны воздействует на деталь 2 и соответственно предназначен для соответствующего изобретению упрочняющего накатывания. С правой стороны деталь 2 накатывается роликом 13 со значительно большим максимальным радиусом выпуклости, который в соответствии с этим может служить для накатного полирования или, как в связи с описываемой ниже фиг. 7, для представления того, что было достижимо до сих пор способом упрочняющего накатывания согласно уровню техники. Деталь 2 выполнена из материала X20Cr13 и для нижеописанных примеров накатывается роликом 6, который с торообразной областью с радиусом 1,5 мм, который таким образом соответствует максимальному радиусу выпуклости, воздействует на деталь 2 и имеет диаметр 138,5 мм. Деталь 2 накатывают на одиннадцати дорожках, середины которых разнесены друг от друга на 0,5 мм. Сила, с которой ролик 6 давит на деталь 2, изменяется от дорожки к дорожке между 2,8 килоньютон и 25 килоньютон в соответствии с оказываемым на деталь 2 давлением между 14 бар и 125 бар. Для сравнения деталь накатывают на правой стороне роликом 13, который торообразной областью с радиусом кривизны 3,8 мм воздействует на деталь 2. При шести проходах соответственно два раза действуют силы в 10 килоньютон, 20 килоньютон и 30 килоньютон. Диаметр ролика 13 составляет также 138,5 мм.
Фиг. 6 показывает созданные способом согласно изобретению в детали 2 внутренние напряжения давления 17, 18 по глубине (измеренной от конечного контура). Отчетливо видно, что до глубины 1,5 мм и больше аксиальные компоненты 17 имеют заметно большие величины, чем тангенциальные компоненты 18. Вплоть до глубины 0,6 мм аксиальные компоненты 17 являются примерно на 50% больше, чем тангенциальные компоненты 18, и при этом аксиальные компоненты имеют до глубины 1,5 мм величины порядка 500 н/мм2. Указание внутренних напряжений давления на фиг. 6 производится в виде отрицательных значений; положительные значения на ординате соответствовали бы растягивающим внутренним напряжениям.
Фиг. 7 показывает для сравнения внутренние напряжения давления 17, 18, которые (сравни фиг. 7) создаются роликом 13. Вне малой поверхностной области 19, которая проходит от поверхности до глубины порядка 0,2 мм, величины аксиальных компонент 17 всегда меньше, чем величины тангенциальных компонент 18 внутренних напряжений давления. В поверхностной области 19 аксиальные компоненты 17 подвержены кроме того значительным колебаниям, так что там нельзя говорить о систематической тенденции. Существенные свойства соответствующего изобретению способа получаются с большой отчетливостью, в частности, из сравнения фиг. 6 и 7. Согласно этому согласно изобретению впервые оказывается возможным оказывать влияние на направление и, как отчетливо показывает сравнение, также на величину внутренних напряжений давления в детали 2 путем соответствующего выполнения упрочняющего накатывания и получать величины, а также направления, которые в особенной степени согласованы с ожидаемыми нагрузками детали 2.
| название | год | авторы | номер документа |
|---|---|---|---|
| НАКАТНЫЙ БЛОК ДЛЯ УПРОЧНЯЮЩЕГО НАКАТЫВАНИЯ ПОВЕРХНОСТЕЙ КАТАНИЯ КОЛЕС РЕЛЬСОВЫХ ТРАНСПОРТНЫХ СРЕДСТВ | 2015 |
|
RU2698232C2 |
| Способ упрочнения накатыванием радиусной поверхности шкворня локомотива и устройство для его осуществления | 2020 |
|
RU2740127C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ТРЕНИЯ | 2004 |
|
RU2269407C2 |
| МАШИНА ДЛЯ НАКАТЫВАНИЯ ОСЕЙ КОЛЕСНЫХ ПАР | 2010 |
|
RU2550678C2 |
| СПОСОБ ИМПУЛЬСНОГО НАКАТЫВАНИЯ ЗУБЧАТЫХ КОЛЕС С ЭВОЛЬВЕНТНЫМ ПРОФИЛЕМ ЗУБЬЕВ | 2002 |
|
RU2216424C1 |
| Способ формирования резьб | 1988 |
|
SU1572733A1 |
| УПЛОТНЯЮЩИЙ ЭЛЕМЕНТ ДЛЯ УПЛОТНЕНИЯ ЗАЗОРА, А ТАКЖЕ ГАЗОТУРБИННАЯ УСТАНОВКА | 1996 |
|
RU2162556C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКИХ И ОБЛАДАЮЩИХ ВЫСОКОЙ УСТАЛОСТНОЙ ПРОЧНОСТЬЮ ПОВЕРХНОСТНЫХ СЛОЕВ НА ДЕТАЛЯХ ИЗ ТИТАНОВЫХ СПЛАВОВ И ДЕТАЛЬ, ИЗГОТОВЛЕННАЯ ЭТИМ СПОСОБОМ | 2005 |
|
RU2407822C2 |
| Головка для тангенциального накатывания резьб | 1972 |
|
SU487699A1 |
| Тангенциальная резьбонакатная головка | 1980 |
|
SU863108A1 |
Изобретение относится к способу для упрочняющего накатывания нагружаемой вдоль оси нагрузки детали в проходящей примерно перпендикулярно оси нагрузки канавке, которая имеет минимальный радиус кривизны, который должен определяться в параллельном оси нагрузки поперечном сечении. Канавка при этом подвергается упрочняющему накатыванию по множеству расположенных рядом друг с другом вдоль оси нагрузки и направленных примерно перпендикулярно оси нагрузки дорожек, причем каждая дорожка перекрывает канавку только частично. При этом создаются внутренние напряжения давления, которые имеют относительно оси нагрузки аксиальные компоненты и тангенциальные компоненты, причем аксиальные компоненты являются существенно большими, чем тангенциальные компоненты. Этот способ является особенно пригодным для упрочняющего накатывания удерживающего паза в хвостовике лопатки турбины и обеспечивает экономию работы и оборудования, а также способствует достижению устойчивости против роста трещин и вибрационной коррозии растрескивания. 10 з.п.ф-лы, 7 ил.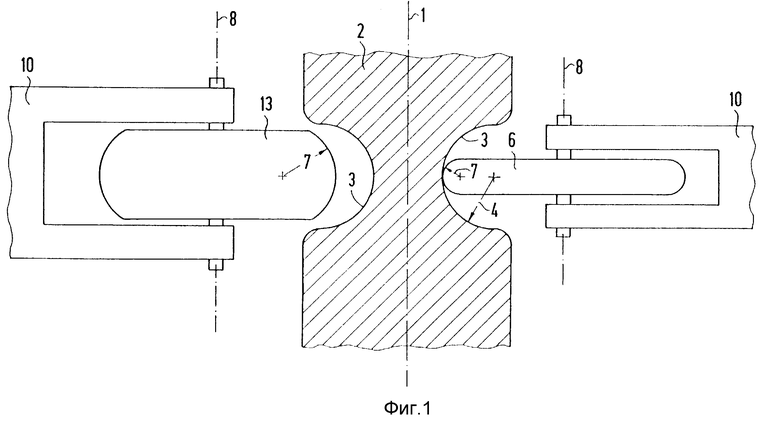
| DE 3601541 A1, 25.01.87 | |||
| Способ комбинированной обработки цилиндрических деталей | 1985 |
|
SU1310181A1 |
| GB 1280720 A, 05.07.72 | |||
| US 4448053 A, 15.05.84 | |||
| ЗАРЯД СТАРОВЕРОВА - 4 | 2012 |
|
RU2486432C1 |

