Изобретение относится к области машиностроения, а именно к индукционно-металлургической наплавке, и может быть использовано для индукционной наплавки внешним полем крупногабаритных изделий, имеющих плоские поверхности вращения, типа дисков.
Из уровня техники не известен источник информации, содержащий сведения о способе, совпадающем с заявленным изобретением по назначению.
Задача изобретения - повышение коэффициента полезного действия индукторов, эксплуатируемых при наплавке плоских поверхностей изделий сложной конфигурации.
Поставленная задача достигается тем, что в соответствии с параметрами наплавляемого изделия определяют длину и ширину индуктора, исходя из условия равномерного распределения энергии на поверхности изделия, и производят построение осевой линии индуктора, при этом последовательно поворачивают радиус из начального положения на заданный угол ϕ, определяют на нем положение точки, расстояние из центра до которой рассчитывают по формуле
где ρ - расстояние от центра вращения радиуса до точки кривой, мм;
A - ширина индуктора, мм;
Rn - радиуса нагреваемого диска, мм;
S - площадь индуктора, мм2;
ϕ - угол поворота радиуса, град,
а затем соединяют центр круга и полученные точки плавной кривой.
Сущность предложенного способа поясняется чертежом, где на
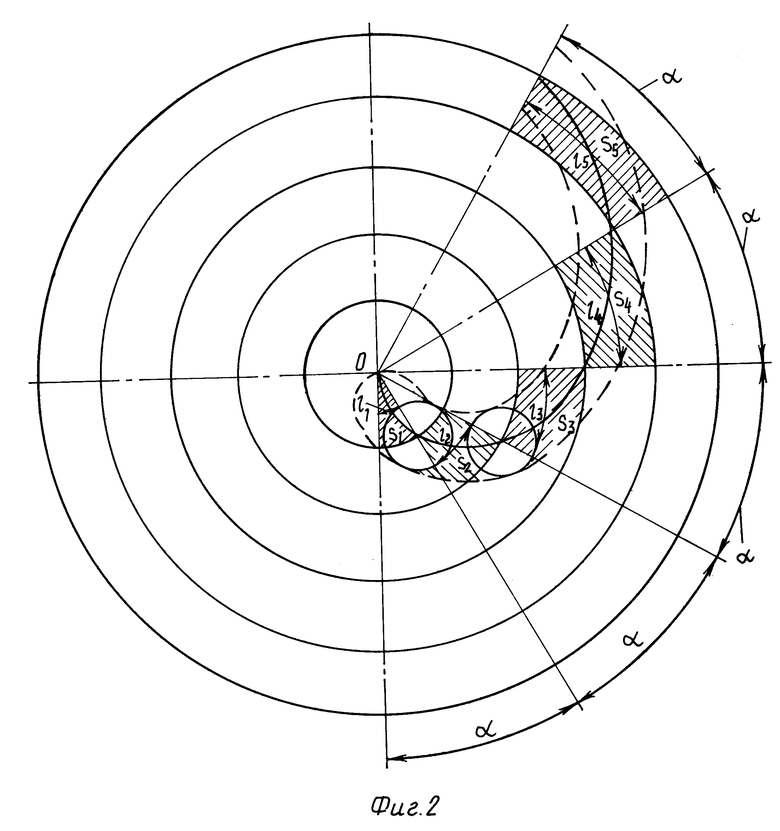
фиг. 1 изображен первый этап моделирования площадей будущего индуктора;
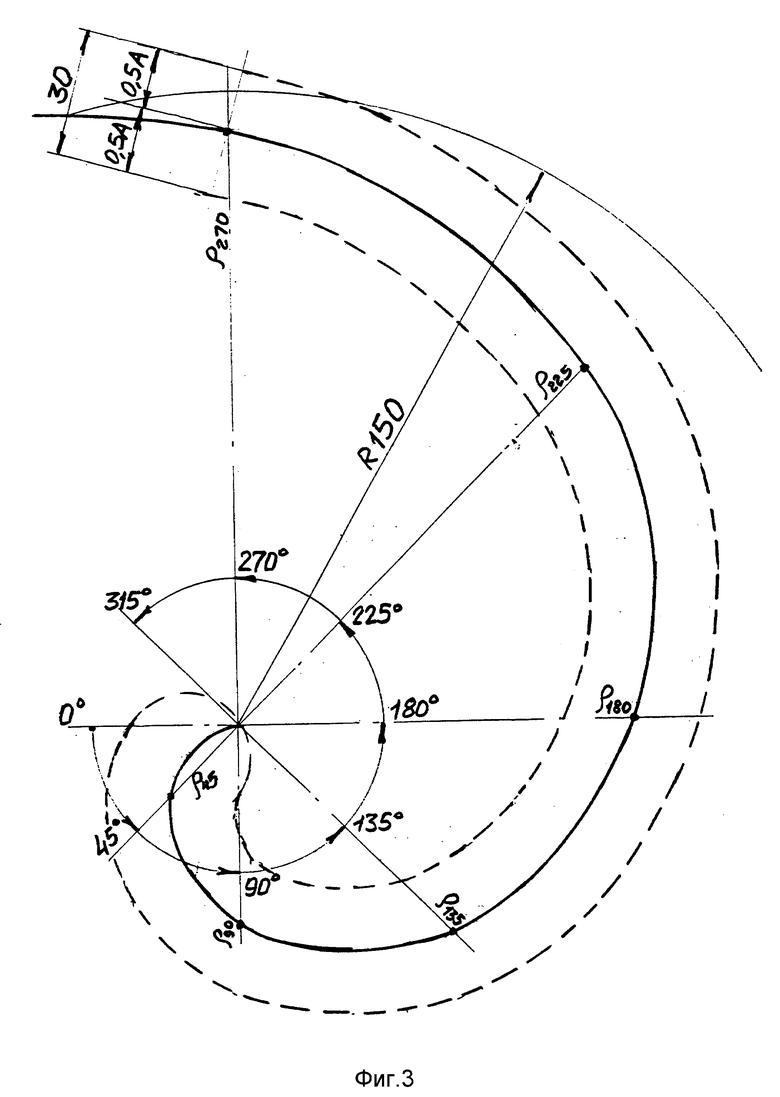
фиг. 2 - второй этап - моделирование осевой линии индуктора и его конфигурации;
фиг. 3 - схема моделирования индуктора в соответствии с приведенным примером.
В таблице приведены расчетные данные при моделировании индуктора.
Предлагаемый способ реализуется следующим образом. Упрочняемую поверхность диска разбивают на ряд концентрических колец шириной A (см. фиг. 1), равной ширине будущего индуктора, т.е.
R1 = A; R2 - R1 = A; R3 - R2 - R1 = A и т.д.
Средний радиус каждого из колец будет соответствовать: и т.д.
и т.д.
Исходя из определения мощности P индуктора, необходимой для обеспечения удельного энерговложения на всей площади под неподвижным индуктором, по формуле
P = S•ΔP,
где P - мощность, отдаваемая индуктором в деталь, кВт;
S - площадь индуктора или площадь детали, находящейся под неподвижным индуктором, мм2;
ΔP - необходимая для техпроцесса удельная мощность нагрева поверхности, кВт/мм2.
Затем выделяют на неподвижном диске радиуса Rn сектор, равный площади будущего индуктора (см. фиг. 1)
где S - площадь сектора, мм2;
Rn - радиус нагреваемого круга;
α - центральный угол, град;
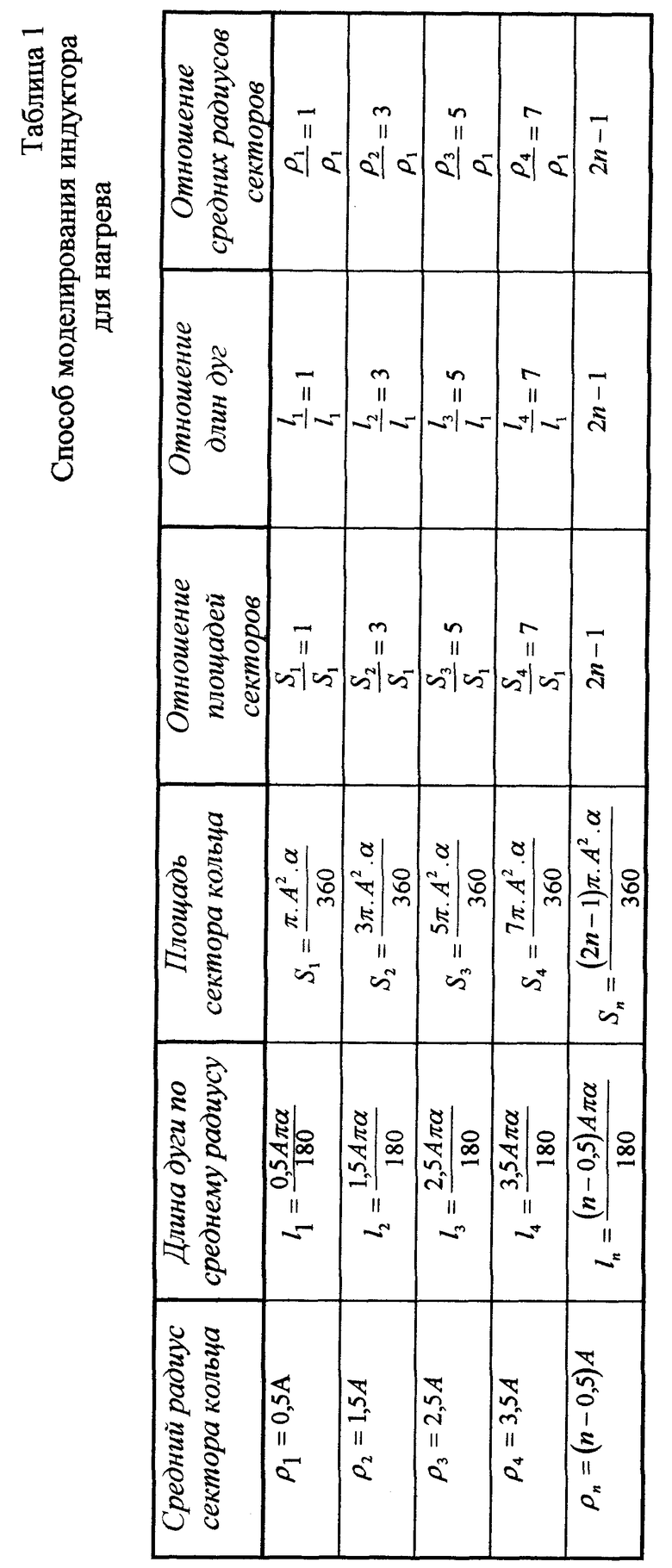
Сравнивают изменение площадей концентрических колец S1, S2, S3 ..., ограниченных центральным углом α, а также значение ρ1, ρ2, ρ3 и длины дуг по среднему радиусу, где
Площади сектора кольца определяют по формуле
где R - большой радиус сектора;
r - меньший радиус сектора;
α - центральный угол, град.
(Все формулы для расчета выбраны из справочника, И.М.Фейгин, Росткнигиздат., 1961 г., стр. 22 - 23).
Данные расчеты представлены в таблице (см. фиг. 3).
Из приведенных в таблице расчетов видно, что площади секторов S и длины их средних дуг l при переходе от центрального сектора кольца к последующим увеличиваются пропорционально увеличению средних радиусов ρ в пропорции 1, 3, 5, 7 ..., т.е. (2n - 1) раз.
Таким образом, делают вывод, что общая длина индуктора по осевой будет складываться из длин дуг секторов.
Lинд =l1 + l2 + l3 + l4 + ... + ln
Графически преобразование конфигурации индуктора осуществляют совмещением начала последующего сектора с концом предыдущего при сдвиге сектора по соответствующему концентрическому кольцу (см. фиг. 2).
Для графического построения формы осевой индуктора соединяют центр вращения диска (точка 0) плавной кривой с общими точками смещенных секторов.
Ее форма определяет форму изгиба токопровода индуктора, отстоящего от осевой на расстоянии 0,5 А и показанного на фиг. 2 пунктирной линией.
Таким образом, построенную осевую индуктора можно рассматривать как траекторию точки, равномерно движущейся по радиусу со скоростью А м/с, при этом радиус равномерно проворачивается вокруг точки (C) с равномерной угловой скоростью
В полярной системе координат уравнение кривой представляют в виде
ρ = a•ϕ,
где ρ - расстояние точки на радиусе от точки вращения;
ϕ - угол поворота радиуса;
a - коэффициент увеличения радиуса при повороте на одинаковый угол.
При этом
где V - скорость движения точки по радиусу;
ω - равномерная угловая скорость.
Подставляют в общую формулу (ρ = a•ϕ) V = A мм/с;
получим
где ρ - расстояние от центра вращения радиуса до точки кривой, мм;
A - ширина индуктора, мм;
Rn - радиус нагреваемого диска, мм;
S - площадь индуктора, мм2;
ϕ - угол поворота радиуса, град.
Исходя из вышеизложенного полученное уравнение кривой формы осевой линии индуктора представляет собой уравнение спирали Архимеда, описанной в полярной системе координат.
Если в центре диска имеется отверстие, форма и ее размеры рассчитывают как для сплошного диска, исключают лишь часть индуктора, приходящуюся на отверстие.
Пример. Необходимо провести наплавку подпятника.
Исходные данные: радиус диска подпятника Pn = 150 мм; мощность, непрерывно передаваемая в деталь индуктором (Генератором мощностью 60 кВт, КПД = 15%), удельная работа, необходимая для выполнения техпроцесса наплавки на 1 м2 поверхности детали,  ширина индуктора обеспечивает эффективный нагрев на заданной высоте A = 30 мм.
ширина индуктора обеспечивает эффективный нагрев на заданной высоте A = 30 мм.
Первоначально, для моделирования необходимого индуктора, определяют наибольшую площадь индуктора, способную обеспечить выполнение техпроцесса за 1 минуту на соответствующей поверхности детали, т.е.

где P = 9 кВт• мин - мощность, поступаемая на поверхность детали от индуктора в течение 1 мин: мощность, приходящаяся на 1 мм2 поверхности детали в течение 1 мин.
мощность, приходящаяся на 1 мм2 поверхности детали в течение 1 мин.
Затем определяют длину индуктора по осевой:
После этого производят расчет длин ρ для графического построения формы осевой линии при: ϕ = 0o; 45o; 90o и т.д., ρ0 = 0, ρ45 = 23,5 мм, ρ90 = 46,98 мм, ρ135 = 70,47 мм, ρ180 = 93,96 мм, ρ225 = 117,45 мм, ρ270 = 140,94 мм, ρ315 = 164,43 мм, а это более Pn = 150 мм.
Определяют ϕ, при котором ρ = 150;
В соответствии с расчетными данными строят осевую линию криволинейного индуктора и сам индуктор (см. фиг. 3).
Ветви индуктора отстоят на расстоянии 0,5 А от осевой (см. индукторную линию).
Использование предлагаемого изобретения позволяет моделировать криволинейные индукторы, посредством которых возможно осуществлять равномерный нагрев рабочих поверхностей изделий типа дисков, колец и других сложных поверхностей вращения, где линейные скорости изменяются в зависимости от удаления из центра.
В результате правильно рассчитанной конфигурации осевой линии индуктора он обеспечивает пропорциональную передачу энергии по всей поверхности нагреваемой заготовки, обеспечивая высокий КПД индуктора.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИНДУКЦИОННОЙ НАПЛАВКИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2133661C1 |
| СПОСОБ КОНЦЕНТРАЦИИ ТОКА НА РАБОЧЕЙ ПОВЕРХНОСТИ ИНДУКТОРА | 1996 |
|
RU2113072C1 |
| СПОСОБ ОДНОСТОРОННЕЙ НЕПРЕРЫВНО-ПОСЛЕДОВАТЕЛЬНОЙ ИНДУКЦИОННО-МЕТАЛЛУРГИЧЕСКОЙ НАПЛАВКИ | 1996 |
|
RU2110361C1 |
| СПОСОБ ИНДУКЦИОННОЙ НАПЛАВКИ | 1997 |
|
RU2120363C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ЗВЕЗДОЧЕК ПРИВОДНЫХ ЦЕПЕЙ | 2000 |
|
RU2173246C1 |
| СПОСОБ ИНДУКЦИОННО-МЕТАЛЛУРГИЧЕСКОЙ НАПЛАВКИ | 2000 |
|
RU2192947C2 |
| СПОСОБ ИНДУКЦИОННОЙ НАПЛАВКИ | 1999 |
|
RU2154561C1 |
| УСТАНОВКА ДЛЯ УПРОЧНЕНИЯ ИНДУКЦИОННОЙ НАПЛАВКОЙ | 1996 |
|
RU2103140C1 |
| СПОСОБ ФОРМИРОВАНИЯ ХАРАКТЕРИСТИКИ НАПРАВЛЕННОСТИ МНОГОЭЛЕМЕНТНОЙ ДИСКРЕТНОЙ ГИДРОАКУСТИЧЕСКОЙ АНТЕННЫ | 2005 |
|
RU2293355C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ЛЕМЕХА | 1997 |
|
RU2125507C1 |
Изобретение может быть использовано для индукционной наплавки внешним полем крупногабаритных изделий, имеющих плоские поверхности вращения, типа дисков. В соответствии с параметрами наплавляемого изделия определяют длину и ширину индуктора. Учитывают условия равномерного распределения энергии по поверхности изделия. Производят построение осевой линии индуктора. Последовательно поворачивают радиус из начального положения на заданный угол ϕ. Определяют на нем положение точки. Расстояние из центра до точки рассчитывают по формуле
где ρ - расстояние от центра вращения радиуса до точки, мм;
А - ширина индуктора, мм;
Rn - радиус нагреваемого диска, мм;
S - площадь индуктора, мм2;
ϕ - угол поворота радиуса, град. Соединяют центр круга и полученные точки плавной кривой. Позволяет повысить КПД индуктора. 3 ил., 1 табл.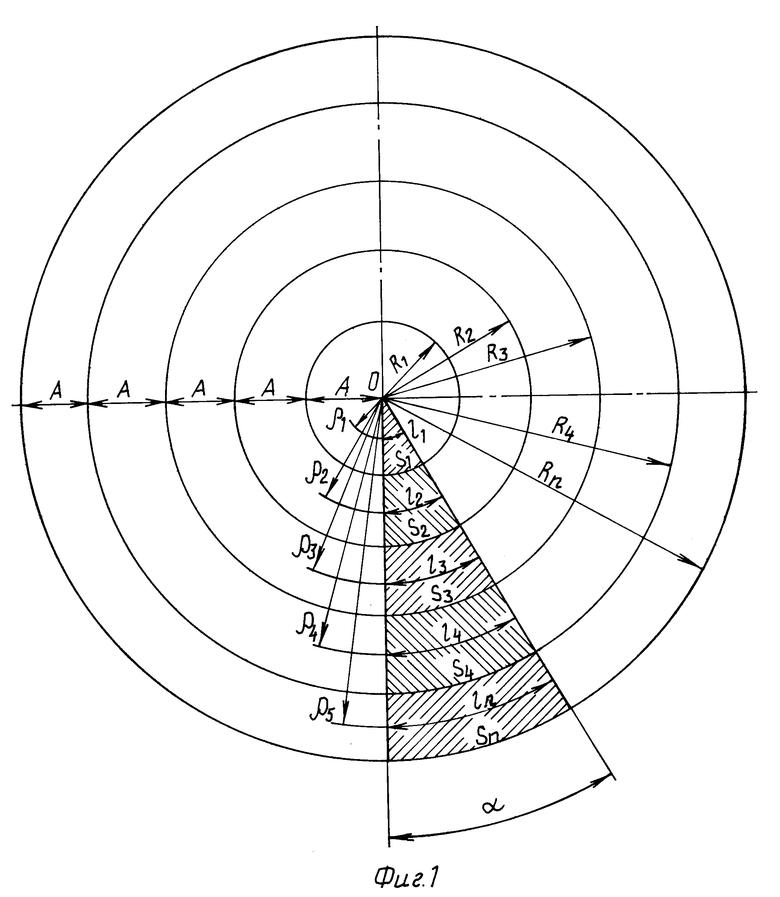
Способ моделирования индуктора для наплавки плоской поверхности дисков, заключающийся в том, что в соответствии с параметрами наплавляемого изделия определяют длину и ширину индуктора, исходя из условия равномерного распределения энергии по поверхности изделия, и производят построение осевой линии индуктора, при этом последовательно поворачивают радиус из начального положения на заданный угол ϕ, определяют на нем положение точки, расстояние из центра до которой рассчитывают по формуле
где ρ - расстояние от центра вращения радиуса до точки, мм;
А - площадь индуктора, мм2;
Rn - ширина индуктора, мм;
S - радиус нагреваемого диска, мм;
ϕ - угол поворота радиуса, град,
а затем соединяют центр круга и полученные точки плавной кривой.
| ИНДУКТОР ДЛЯ ОДНОСТОРОННЕЙ НЕПРЕРЫВНО-ПОСЛЕДОВАТЕЛЬНОЙ НАПЛАВКИ ВНЕШНИМ ПОЛЕМ | 1992 |
|
RU2026610C1 |
| СПОСОБ ИНДУКЦИОННОЙ НАПЛАВКИ | 1995 |
|
RU2078660C1 |

