Изобретение относится к противокоррозионной защите трубопроводов и может быть использовано при их строительстве и ремонте.
Известен способ антикоррозионной защиты трубопроводов, при котором в зоне сварного стыка наносят металлизационное покрытие (см. SU, а.с. N 1239445, кл. F 16 L 58/00, 1984 г). Такой способ защиты дорог и требует сварки труб нержавеющими электродами, что не всегда осуществимо в условиях строительства или ремонта трубопровода.
Известен способ защиты внутренней поверхности трубопровода с использованием специальных втулок с уплотнительными кольцами в канавках и с использованием при этом герметика (см. рекламный материал фирмы "Tuboscope-Vetco", США).
Способ является дорогим, требует использования специального оборудования, при этом отсутствует надежный метод контроля герметичности соединения.
Наиболее близким к предлагаемому является способ внутренней противокоррозионной защиты зоны сварного соединения при котором осуществляют очистку защищаемой зоны, удаление продуктов очистки, нанесение защитного покрытия распылением материала с последующим нагревом и контролем качества покрытия. Работы ведут с использованием комплекса роботов-транспортных модулей, оснащенных соответствующим оборудованием (см. проспект фирмы "PIH", США, "Juternal Fild Vant Coating Systems", 1993 г.
Недостатком известного способа является низкая надежность противокоррозионной защиты зоны сварного соединения из-за возможного наличия грата и слабой адгезии наносимого материала покрытия на сварном шве.
Задачей изобретения является повышение надежности коррозионной защиты зоны сварного соединения труб или ремонтируемого участка за счет повышения прочностных свойств наносимого покрытия и увеличения его адгезии с внутренней поверхностью трубопровода, а также упрощение технологии работ по нанесению защитного покрытия.
Поставленная задача решается тем, что в способе нанесения защитного покрытия на внутреннюю поверхность трубопровода в зоне сварных стыков или деффекта внутреннего покрытия трубопровода при его ремонте после очистки защищаемого участка и удаления продуктов очистки эластичной оболочки, на которой предварительно размещают наносимый материал. Возможно размещение на раздуваемой оболочке бандажа, пропитанного материалом защитного покрытия, при этом бандаж выполняют из агрессивно-стойкого материала и он может быть однослойным или многослойным с пропиткой каждого слоя. Транспортный модуль оснащен комплектом оборудования и операции способа осуществляют последовательно в зоне сварного стыка, перемещая транспортный модуль от стыка к стыку или же на каждом стыке выполняют одну операцию, извлекают модуль, меняют навесное оборудование, вводят модуль в трубопровод и заполняют следующую операцию на последовательно расположенных сварных стыках.
Изобретение поясняется графическим материалом, где изображен транспортный модуль в момент нанесения защитного покрытия.
Способ осуществляют следующим образом. Транспортный модуль 3 оснащают оборудованием для механической очистки зоны сварного стыка 5 трубопровода 4, устройством удаления (отсоса) продуктов очистки сварного стыка и устройством для нанесения защитного покрытия на сварной стык или ремонтируемый участок трубопровода 4, а также устройством контроля качества нанесенного покрытия методом визуального осмотра посредством телекамеры. После очистки зоны сварного стыка или ремонтируемого участка на него наносят защитное покрытие. Материал 1 защитного покрытия располагают на эластичной оболочке 2 транспортного модуля 3, который вводят с трубопровод 4 и перемещают к сварному стыку 5 или к ремонтируемому участку, например, к заделанному свищу или к месту повреждения внутреннего покрытия трубопровода 4. Размещают эластичную оболочку 2 с материалом (бандажом) 1 в зоне сварного стыка 5 с учетом возможного перекрытия краев внутреннего покрытия труб симметрично относительно стыка 5, а снаружи трубопровода 4 устанавливают в зоне сварного стыка 5 нагревательное устройство 6, например, индуктор, который прогревает защищаемый участок трубопровода. По команде оператора или в автономном режиме раздувают эластичную оболочку 2 и прижимают материал (бандаж) 1 к нагретому участку трубопровода. Эластичная оболочка 2 обеспечивает надежное прилегание материала (бандажа) 1 с устранением воздушной прослойки и с заполнением всех впадин к сварному стыку 5 с перекрытием внутреннего покрытия трубопровода 4 и симметрично относительно сварного стыка 5. После отверждения (полимеризации) материала 1 образуется надежное монолитное защитное покрытие зоны сварного стыка (ремонтируемого участка). Эластичную оболочку сжимают и удаляют из зоны работ, после чего осуществляют визуальный контроль посредством осмотра защитного покрытия телекамерой.
Работы по нанесению защитного покрытия можно вести с предварительным подогревом трубопровода до температуры, меньшей температуры сушки (полимеризации) материала, но достаточной для начальной адгезии материала с трубопроводом. После временной выдержки в 2 - 5 минут удаляют эластичную оболочку 2, температуру нагрева увеличивают до температуры, не превышающей температуру деструкции материала 1 и выдерживают до полного отверждения (полимеризации) материала 1. Работы по защите сварных стыков можно осуществлять комплексно в зоне одного стыка, перемещая транспортный модуль от стыка к стыку или же пооперационно в зоне стыка с заменой навесного оборудования. Например, вначале выполняют очистку зон сварных стыков, затем удаление продуктов очистки, нанесение материала на каждый стык и визуальный контроль защитного покрытия стыков.
Для замены оборудования и материала покрытия транспортный модуль возвращают к месту его ввода в трубопровод. Возможна проверка диэлектрических свойств нанесенного защитного покрытия.
Способ используется для противокоррозионной защиты трубопроводов при их строительстве и ремонте. Материал защитного покрытия размещают на эластичной оболочке транспортного модуля, вводят его в зону сварного стыка, раздувают эластичную оболочку и прижимают материал к внутренней поверхности трубопровода до отверждения материала. Возможен наружный нагрев трубопровода. Даны рекомендации по очередности выполнения операций способа. Упрощено нанесение защитного покрытия с увеличением его прочностных свойств. 4 з.п.ф-лы, 1 ил.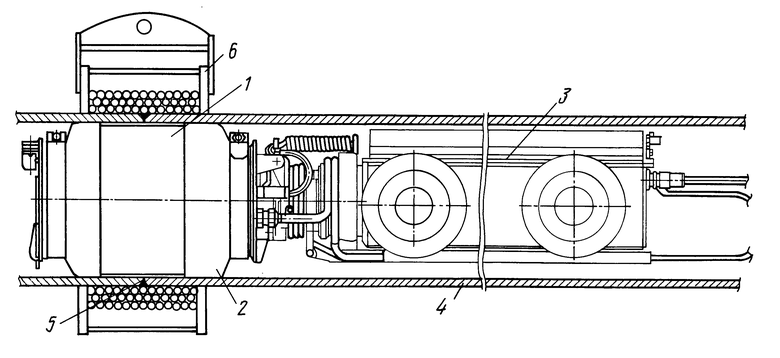
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Проспект фирмы "PIH" Juternal Fild Vant Coating Systems, 1983 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ нанесения защитного покрытия на внутреннюю поверхность трубопровода | 1984 |
|
SU1239445A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ футеровки металлических труб термопластичными материалами | 1960 |
|
SU139522A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Огнетушитель | 0 |
|
SU91A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Способ объемной изотермической штамповки | 1976 |
|
SU621434A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| СПОСОБ ИЗМЕРЕНИЯ СКОРОСТИ АДВЕКЦИИ ПОЧВЕННЫХ ГАЗОВ | 2011 |
|
RU2470328C1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
