Изобретение относится к стекольной промышленности и может быть использовано для изготовления стеклянных бутылок с ручкой на автоматах секционного типа ИС вакуумно-выдувным способом.
Известен черновой формокомплект к автомату роторного типа для выработки стеклоизделий и используемый для производства бутылок различного ассортимента с конфигурацией тел вращения переменного сечения (RU N 1333659, C 03 B 9/24, 30.08.87, Бюл. N 32). Формокомплект позволяет получать стеклоизделия с уменьшенной массой, увеличивается также производительность процесса.
Известна черновая форма к автомату роторного типа для выработки стеклоизделий, выполненная с внутренней рабочей полостью в виде тела вращения с участками переменного и криволинейного сечений. Форма позволяет снизить вес изделий без изменений прочностных характеристик (RU N 1174392, C 03 B 9/24, 23.08.85, Бюл. N 31).
Однако известные черновые формы не позволяют вырабатывать стеклоизделия усложненной геометрической формы, например с ручкой.
Известным решением для изготовления стеклянных декоративных изделий является ручной или полуавтоматический способ приваривания ручки к уже сформованному стеклянному изделию (ГОСТ 30407-96. Посуда и декоративные изделия из стекла). Однако процесс достаточно трудоемок, имеет низкую производительность. Выработанные изделия в ряде случаев имеют недостаточную прочность из-за наличия шва в месте приваривания ручки к корпусу изделия.
Задачей изобретения является получение качественных стеклоизделий с ручкой на автоматах секционного типа и повышение производительности процесса.
Для решения поставленной задачи черновая форма к автомату секционного типа для выработки стеклоизделий с ручкой имеет внутреннюю рабочую полость в виде тела вращения неправильной формы с участками переменного и криволинейного сечения, при этом профиль их боковых поверхностей определяется, соответственно, соотношениями:
I
d1 = 0,94 - 1,00 D1
h1 = 0,64 - 0,70 H1
II
d2 = 0,97 - 1,07 D2
d2 1 = 1,04 - 1,14 D2
h2 = 0,56 - 0,62 H2
r1 = 1,14 - 1,26 R1
r2 = 10,1 - 11,1 R1
III
d3 = 0,36 - 0,40 D3
d3 1 = 0,10 - 0,12 D3
d3 2 = 0,23 - 0,25 D3
d3 3 = 0,40 - 0,44 D3
h3 = 0,36 - 0,38 H3
r3 = 0,72 - 0,80 R3
r4 = 1,06 - 1,18 R3
r5 = 8,36 - 9,24 R2
IV
d4 = 0,45 - 0,49 D3
h4 = 0,78 - 0,86 H3
r6 = 1,14 - 1,26 R4
r7 = 17,4 - 19,2 R4
V
d5 = 0,80 - 0,88 D4
h5 = 0,33 - 0,37 H4
r8 = 1,90 - 2,10 R4
r9 = 2,66 - 2,94 R5
r10 = 6,56 - 7,25 R5
r11 = 4,75 - 5,25 R5
VI
h6 = 0,42 - 0,46 H5
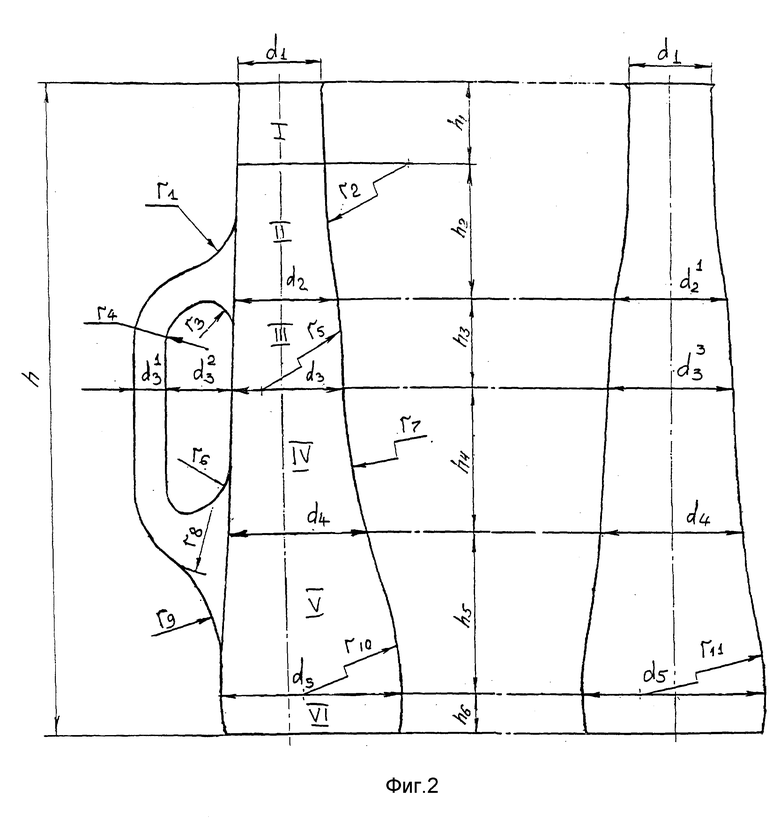
где d1-d5, h1-h6, r1-r11 - диаметры, высота и радиусы сопряжения участков черновой формы, мм; причем сечение d1 определяется на горловом срезе черновой формы; d2 на высоте h1 + h2 от этого среза; d3, d3 1, d3 2 и d3 3 на высоте h3 от сечения d2; d4 на высоте h4 от сечения d3 и d5 на высоте h5 от сечения d4; D1-D4, H1-H5, R1-R5 - диаметры, высота и радиусы сопряжения участков готового изделия, мм.
На фиг. 1 изображено готовое изделие (общий вид, вид сбоку); на фиг. 2 соответствующая ему черновая форма (общий вид, вид сбоку).
Размеры готового изделия определяются по ГОСТ 26586-85 (с. 7). Представленная на фиг. 2 черновая форма позволяет изготовлять бутылки с ручкой номинальной емкостью 1,75 л на автоматах ИС-8-2 методом двойного выдувания.
Внутренняя рабочая часть черновой формы состоит из 6 участков, с I по IV, из них I и IV участки переменного сечения, остальные участки криволинейного сечения и сложной геометрической формы с плавным переходом одного участка в другой. Профиль каждого участка определяется эмпирически с учетом приведенных численных коэффициентов и размеров готового изделия по ГОСТ 26586-85. При изготовлении черновой формы с использованием соотношений, выходящих за заявленные пределы, в готовых изделиях появляются различные виды брака - продутость дна, кованность и др. В ряде случаев наблюдается скол ручки, ухудшаются прочностные характеристики изделий.
Процесс получения готового изделия заключается в следующем. Сначала в черновой форме происходит выдувание черновой заготовки ("пульки") и одновременное формирование горлового кольца и ручки. В чистовой форме происходит окончательное выдувание до конфигурации готового изделия, при переносе черновой заготовки в чистовую форму ручка занимает проектное положение на корпусе бутылки. Бутылки с ручкой, выработанные с использованием заявленной формы, обладают хорошей прочностью из-за отсутствия швов присоединения ручки к корпусу бутылки.
Полученные изделия подвергались испытаниям в соответствии с ГОСТом 10117-91 (Бутылки стеклянные для пищевых жидкостей. Испытания на соответствие требованиям безопасности), ГОСТом 13904-93 (Тара стеклянная. Методы определения сопротивления внутреннему давлению) и ГОСТом 13903-93 (Тара стеклянная. Методы определения термической стойкости). Готовые изделия, изготовленные с использованием предложенной формы, выдержали все необходимые испытания, предусмотренные указанными ГОСТами.
Бутылки с ручкой имеют элегантную форму и удовлетворяют всем техническим требованиям, в том числе и международным. Для производства бутылки с ручкой на автоматах ИС характерны высокая производительность и практически отсутствие брака из-за скола ручки бутылки.
Изготовленные стеклоизделия удовлетворяют требованиям современного дизайна и предназначены для разлива различных пищевых жидкостей (водки, вина, минеральной воды, соков).
| название | год | авторы | номер документа |
|---|---|---|---|
| ЧЕРНОВАЯ ФОРМА К АВТОМАТУ СЕКЦИОННОГО ТИПА ДЛЯ ВЫРАБОТКИ СТЕКЛОИЗДЕЛИЙ | 1998 |
|
RU2129098C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УЗКОГОРЛОГО СТЕКЛЯННОГО ИЗДЕЛИЯ | 2022 |
|
RU2803351C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРУТКОВ | 1999 |
|
RU2166388C1 |
| СПОСОБЫ СЕЛЕКТИВНОГО ВВЕДЕНИЯ ЗАЩИТНЫХ ГРУПП В ПРОИЗВОДНЫЕ РЕЗОРЦИНА | 2019 |
|
RU2738408C1 |
| УПРУГАЯ ОБОЛОЧКА ДЛЯ ВЫСОКОЭЛАСТИЧНОЙ МУФТЫ | 2010 |
|
RU2442037C1 |
| КОЛЛИМАЦИОННЫЙ ОБЪЕКТИВ | 1994 |
|
RU2091830C1 |
| ПРЕССУЮЩАЯ ГОЛОВКА СТЕКЛОФОРМУЮЩЕЙ МАШИНЫ | 1998 |
|
RU2130903C1 |
| НЕВЫСТУПАЮЩАЯ ВОЛНОВОДНАЯ АНТЕННА ВЕРТИКАЛЬНОЙ ПОЛЯРИЗАЦИИ | 2017 |
|
RU2671969C1 |
| СИСТЕМА КАЛИБРОВ ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ФАСОННОГО КОНТАКТНОГО ПРОВОДА | 1999 |
|
RU2178348C2 |
| ПРОИЗВОДНЫЕ 4-ФЕНИЛАМИНОТИАЗОЛА, СПОСОБЫ ИХ ПОЛУЧЕНИЯ И ФАРМАЦЕВТИЧЕСКАЯ КОМПОЗИЦИЯ | 1996 |
|
RU2146253C1 |
Использование: в стекольной промышленности. Сущность изобретения: черновая форма к автомату секционного типа для выработки стеклоизделий с ручкой имеет внутреннюю рабочую полость в виде тела вращения неправильной формы, при этом профиль боковых поверхностей участков переменного и криволинейного сечений определяется соответственно соотношениями:
I
d1 = 0,94 - 1,00 D1
h1 = 0,64 - 0,70 H1
II
d1 = 0,97 - 1,07 D2
d2 1 = 1,04 - 1,14 D2
h2 = 0,56 - 0,62 H2
r1 = 1,14 - 1,26 R1
r2 = 10,1 - 11,1 R1
III
d3 = 0,36 - 0,40 D3
d3 1 = 0,10 - 0,12 D3
d3 2 = 0,23 - 0,25 D3
d3 3 = 0,40 - 0,44 D3
h3 = 0,36 - 0,38 H3
r3 = 0,72 - 0,80 R3
r4 = 1,06 - 1,18 R3
r5 = 8,36 - 9,24 R2
IV
d4 = 0,45 - 0,49 D3
h4 = 0,78 - 0,86 H3
r6 = 1,14 - 1,26 R4
r7 = 17,4 - 19,2 R4
V
d5 = 0,80 - 0,88 D4
h5 = 0,33 - 0,37 H4
r8 = 1,90 - 2,10 R4
r9 = 2,66 - 2,94 R5
r10 = 6,56 - 7,25 R5
r11 = 4,75 - 5,25 R5
VI
h6 = 0,42 - 0,46 H5
где d1-d5, h1-h6, r1-r11 - диаметры, высота и радиусы сопряжения участков черновой формы, мм; D1-D4, H1-H5, R1-R5 - диаметры, высота и радиусы сопряжения участков готового изделия, мм. Технический результат изобретения - получение качественных изделий с ручкой и повышение производительности труда. 2 ил.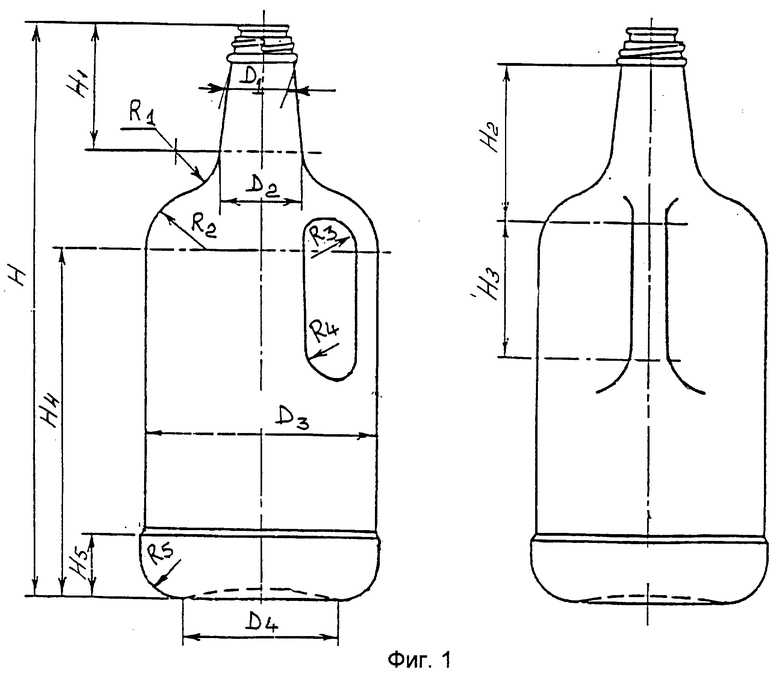
Черновая форма к автомату секционного типа для выработки стеклоизделий с ручкой, имеющая внутреннюю рабочую поверхность в виде тела вращения с участками переменного и криволинейного сечения, отличающаяся тем, что внутренняя рабочая полость имеет форму тела вращения неправильной формы, при этом профиль боковых поверхностей участков переменного и криволинейного сечения определяется соответственно соотношениями:
I
d1 = 0,94 - 1,00 D1 h1 = 0,64 - 0,70 Н1
II
d2 = 0,97 - 1,07 D2 d2 1 = 1,04 - 1,14 D2 h2 = 0,56 - 0,62 Н2 r1 = 1,14 - 1,26 R1 r2 = 10,1 - 11,1 R1
III
d3 = 0,36 - 0,40 D3 d3 1 = 1,10 - 0,12 D3 d3 2 = 0,23 - 0,25 D3 d3 3 = 0,40 - 0,44 D3 h3 = 0,36 - 0,38 Н3 r3 = 0,72 - 0,80 R3 r4 = 1,06 - 1,18 R3
IV
d4 = 0,45 - 0,49 D3 h4 = 0,78 - 0,86 Н3 r6 = 1,14 - 1,26 R4 r7 = 17,4 - 19,2 R4
V
d5 = 0,80 - 0,88 D4 h5 = 0,33 - 0,37 Н4 r8 = 1,90 - 2,10 R4 r9 = 2,66 - 2,94 R5 r10 = 6,56 - 7,25 R5 r11 = 4,75 - 5,25 R5
VI
h6 = 0,42 - 0,46 Н5 r5 = 8,36 - 9,24 R2,
где d1 - d5, h1 - h6, r1 - r11 - диаметры, высота и радиусы сопряжения участковчерновой формы, мм, причем сечение d1 определяется на горловом срезе черновой формы; d2 на высоте h1 - h2 от этого среза; d3, d3 1, d3 2 и d3 3 на высоте h3 от сечения d2; d4 на высоте h4 от сечения d3 и d5 на высоте h5 от сечения d4;
D1 - D4, Н1 - Н5, R1 - R5 - диаметры, высота и радиусы сопряжения участков готового изделия, мм.
| Черновая форма | 1984 |
|
SU1174392A1 |
| Черновой комплект к стеклоформующему автомату | 1985 |
|
SU1273336A1 |
| АБСОРБИРУЮЩЕЕ УСТРОЙСТВО | 2015 |
|
RU2674845C2 |
| US 4367088 A, 04.01.83 | |||
| БЕТАТРОН С КОРРЕКТИРОВКОЙ ОСИ ВЫВЕДЕННОГО ЭЛЕКТРОННОГО ПУЧКА | 2023 |
|
RU2809178C2 |

