Изобретение относится к области дробеударной отделочно-упрочняющей обработки внутренних поверхностей цилиндров, например блоков или гильз цилиндров двигателей внутреннего сгорания, а также компрессоров.
Известен способ упрочнения внутренних поверхностей цилиндрических деталей стальными шариками, эжектрируемыми смазывающе-охлаждающей жидкостью посредством форсунок (SU 1030152, 23.07.83). Для реализации данного способа дробеструйной обработки разработана установка дробеметного аппарата, где удар единичного шарика (и всего потока) с чисто контактной деформацией переходит в контактно-сдвиговую деформацию с элементом обкатки в зоне удара, а само пятно зоны нагружения от потока преобразуется в кольцевой деформационный источник нагружения с заданной подачей относительно потока (пучка) дроби.
Для создания подобной макро- и микротопографии внутренней поверхности цилиндра необходимо сформировать аналогичную схему и динамику нагружения при единичном ударе (и всего потока в целом) и предусмотреть краевые условия процесса в зоне торцов цилиндра, где идет наряду с упрочнением интенсивный эрозийно-разрушающий эффект съема металла и как следствие происходит закругление кромок.
Задача изобретения - повышение эффективности обработки за счет равномерного упрочнения цилиндра, включая граничные участки его торцов.
Поставленная задача решается тем, что в способе упрочнения поверхностей цилиндров путем обработки их стальными шариками, эжектируемыми смазывающе-охлаждающей жидкостью под давлением, на торцы цилиндров устанавливают фальшцилиндры, подводят жидкость одновременно к форсункам и гидроопорам эжекторного ствола турбинки.
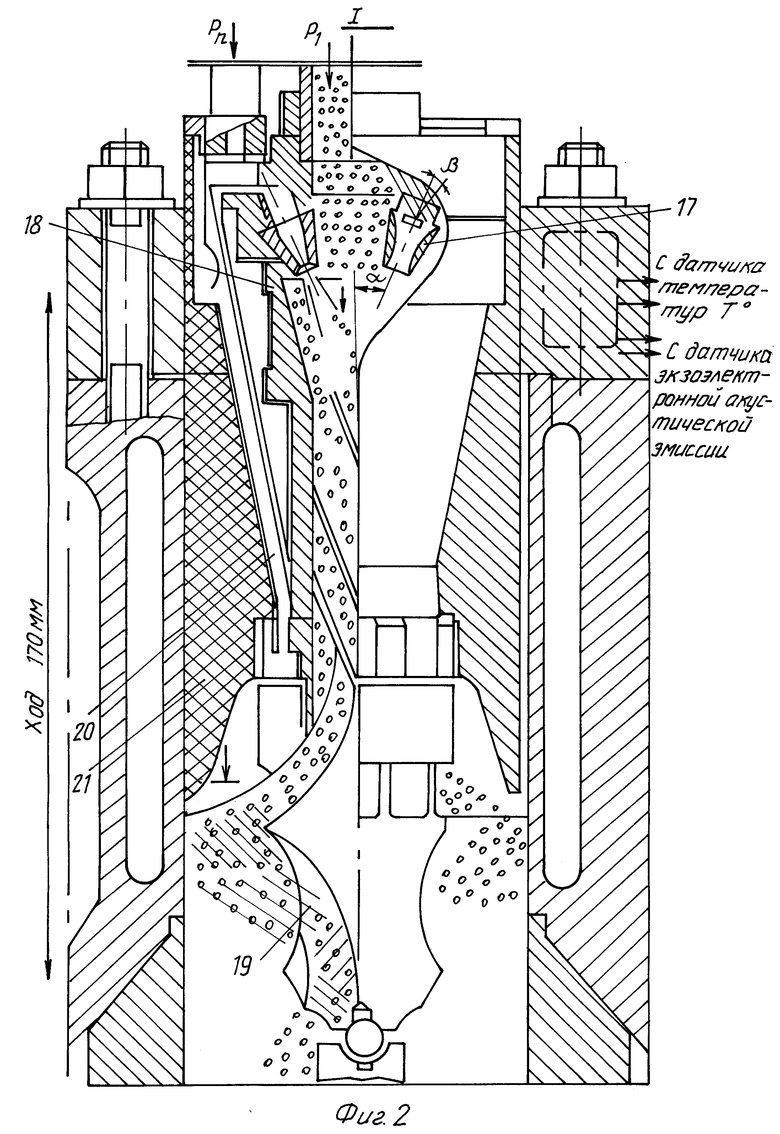
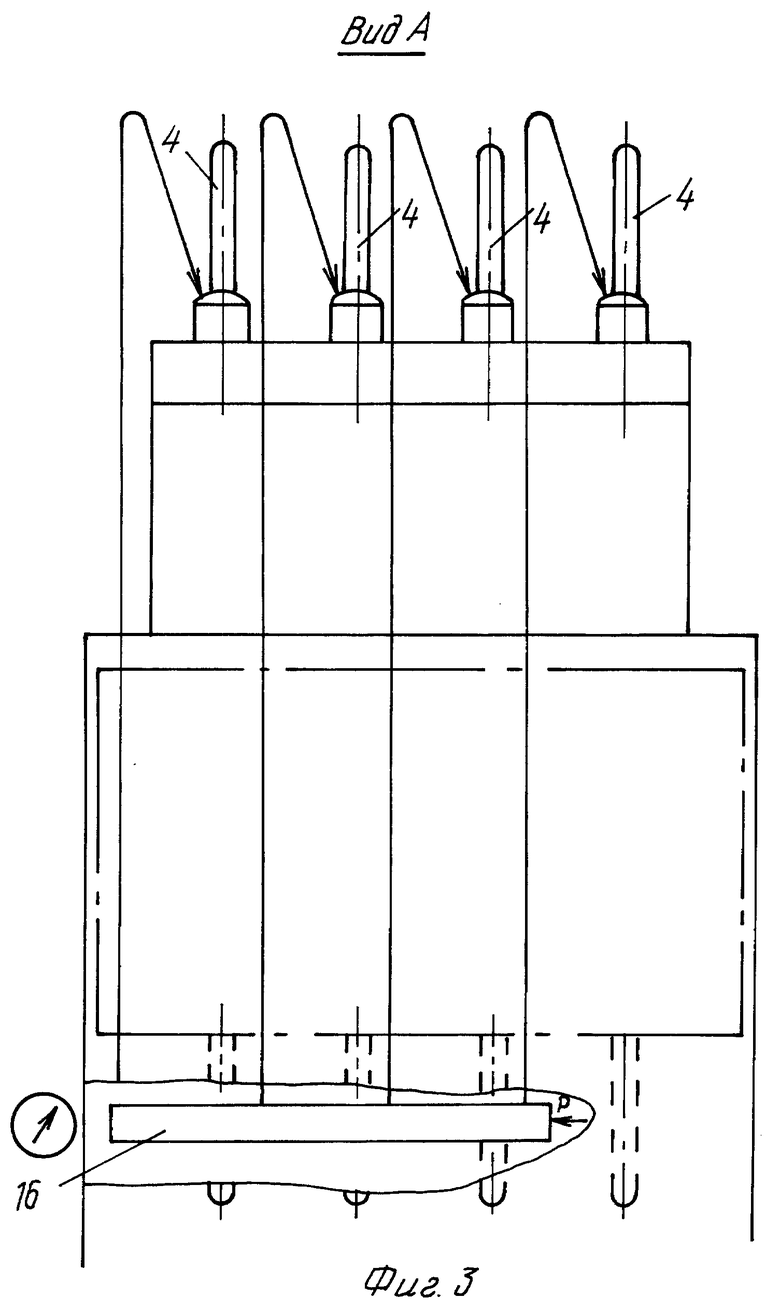
На фиг. 1 представлена установка для осуществления предложенного способа при обработке блоков цилиндров ДВС; на фиг. 2 - вид 1 фиг.1; на фиг. 3 - вид А фиг. 1.
Установка содержит станину - маслоблок 27 с гидростанцией, включающей два гидронасоса низкого и высокого давления, на которой закреплены обрабатываемый блок цилиндров 1 с фальшцилиндрами 2, 3; подвижные в осевом направлении дробеприводы-штоки 4 с эжекторными головками 5 с центрирующим устройством 6 нижнего торца каждой головки 5; телескопические патрубки 7, в нижней своей части соединенные с дробесборником 8 и включающие дробепитающие эжекторы 9 с заслонками-дозаторами радиального типа (не показаны). В средней части каждого дробепривода-штока 4 закреплен поршень 10, расположенный в гидроцилиндре 11, который закреплен на станине посредством кронштейна 12. Рабочие магистрали гидроцилиндров и гидроэжекторов соединены с управляющей электрогидроаппаратурой, включающей редукционный клапан 13, электрогидравлический золотник 14, кольцевые переключатели 15, гидрорессивер 16 и другие элементы, не указанные в схеме управления.
В корпусе эжекторных головок 5 расположены под двойным углом α,β к центральной оси форсунки 17 эжекторного ствола-турбинки 18, установленной на гидроопорах, и насадки ловителя 19, для сброса отраженных после первого удара шариков 26 в дробесборник 8, при этом корпус упрочнителя заключен в центрирующую обойму-изолятор 20 (материал: тифлон или капролон марки ПА-6). Дробеприводы-штоки 4 снабжены переустанавливаемыми упорами 21, работающими с концевыми переключателями 15. Вверху фальшцилиндра 2 встроены датчики температуры, расположенные в приповерхностной зоне равномерно по диаметру (полуискусственные термопары) с выводами на усилитель 22 и далее на регистрирующую аппаратуру 23, и акустический датчик с выводом на усилитель 24 и регистрирующие блоки 25, 28 акустической экзоэлектронной эмиссии. В качестве дроби используются подшипниковые шарики диаметром 1,8 - 2,0 мм, а в качестве жидкости - специальный состав СОЖ с поверхностно-активными элементами.
Пример. Проводится отделочно-упрочняющая обработка блока цилиндров ДВС ВАЗ - 2101 совместно с фальшцилиндрами, которые технологически выполнены подобно обрабатываемому блоку.
Обрабатываемый дробью блок цилиндров 1, предварительно прошедший операцию тонкого растачивания цилиндров с допуском на хонингование +0,015 - 0,002 ( ⊘ 80), устанавливают совместно с фальшцилиндрами по базовым мягким (пружина) шариковым упорам и закрепляют. Вместо операции хонингования проводят операцию дискообразным шарикофакельным инструментом.
Обработка ведется в автоматическом режиме.
Управление исполнительными режимами механизмов производится гидроцилиндрами (обеспечивающими осевую скорость подачи эжекторных головок 5), мотор-насосом высокого давления, обеспечивающим давление СОЖ перед форсунками 17 и, соответственно, скорость вращения ствола турбинки 18, и массовый расход стальных шариков при формировании дискообразного инструмента, в процессе которого происходит обработка цилиндров блоков ДВС.
В качестве дроби используются стеклянные или подшипниковые шарики ⊘ 1,8 - 2,0 мм/класс IV-Б/, а в качестве жидкости специальный состав СОЖ с добавкой 0,2% от общего количества поверхностно-активных веществ. Дробефакельная головка может работать при подаче через нее ультразвуковых колебаний и кавитационных каверн.
Способ предназначен для отделочно-упрочняющей обработки внутренних поверхностей цилиндров, например блоков или гильз цилиндров двигателей внутреннего сгорания. Цилиндры обрабатывают стальными шариками, эжектируемыми СОЖ, вместе с фальшцилиндрами, установленными на торцы цилиндров. Обработку ведут шарикофакельным инструментом, посредством эжекторной головки с турбинкой. Жидкость подводят одновременно к форсункам и гидроопорам. При обработке цилиндров устраняется эррозийное разрушение кромок цилиндров. 1 з.п.ф-лы, 3 ил.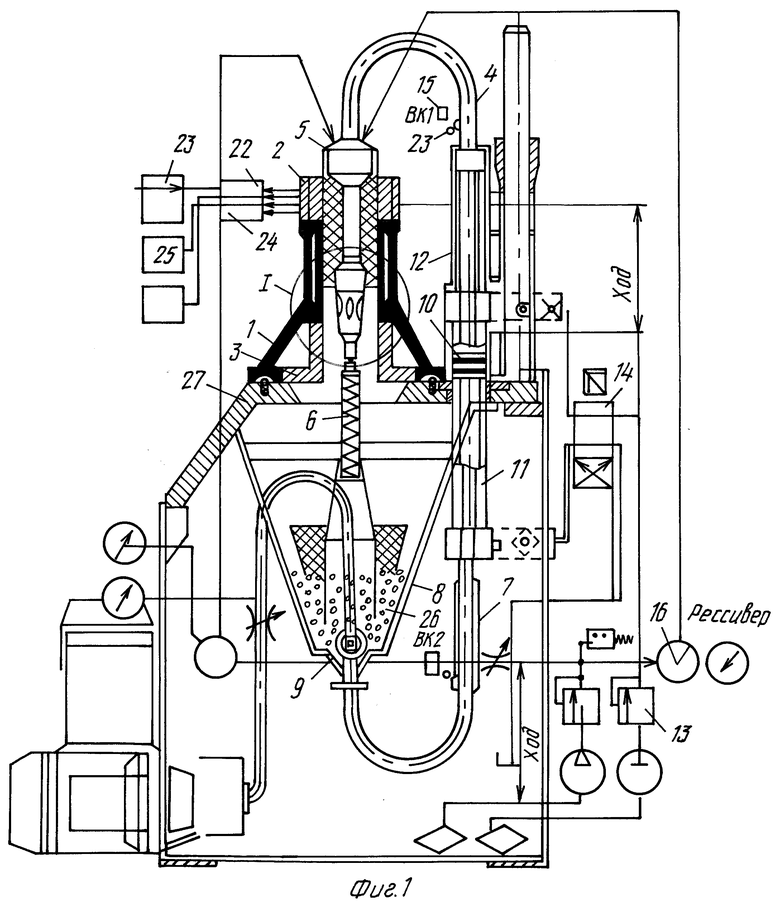
| Гидродробеструйная установка для обработки деталей | 1977 |
|
SU1030152A1 |
| Способ поверхностного упрочненияМЕТАлличЕСКиХ дЕТАлий | 1978 |
|
SU814695A1 |
| Установка для обработки деталей дробью | 1979 |
|
SU872235A1 |
| Установка для обработки деталей дробью | 1987 |
|
SU1553361A2 |
| US 3886774A, 05.12.74 | |||
| СПОСОБ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ МЕТАЛЛИЧЕСКИХДЕТАЛЕЙ | 0 |
|
SU175992A1 |

