Изобретение относится к электрохимии, а именно к методам и средствам гальванотехники, применяемым в процессах восстановления деталей.
Известен способ хромирования, включающий погружение обрабатываемой детали в электролит и пропускание тока между этой деталью, являющейся катодом и анодом (1). При этом используется стандартный электролит хромирования, содержащий хромовый ангидрид CrO3 в количестве 150 - 300 г/л и серную кислоту H2SO4 в количестве 1,5 - 3 г/л.
Недостатком данного способа является неравномерность получаемого покрытия, а также низкие технологические параметры процесса.
Также известен способ хромирования изделий сложной структуры, включающий помещение обрабатываемой детали в электролит и пропускание между этой деталью, являющейся катодом, и анодом электрического тока, причем анод выполняют по форме той поверхности, на которую наносят покрытие (2). При этом применяют электролит состава, указанного выше. Недостатком данного способа является необходимость изготовления анодов в виде колец или соответствующих профилей, что существенно удорожает способ, снижает его технологические параметры.
Наиболее близким к заявленному является способ равномерного хромирования изделий, в том числе плунжеров и плунжерных пар, включающий помещение обрабатываемой детали в электролит и пропускание электрического тока между непрерывно перемещающейся деталью, являющейся катодом и погруженным в электролит анодом (3). В данном случае технологические параметры процесса также недостаточно эффективны, поскольку неоптимальны. Так, согласно (1) стандартная плотность тока при хромировании составляет 20 - 60 А/дм2, причем микротвердость (что особенно важно при хромировании плунжеров и плунжерных пар) достигает своего максимума в районе 50 - 70 А/дм2 при 35 - 37oC. При этом необходимым требованием является проведение процесса при максимально высокой допустимой плотности тока ((1), с. 153 - 154), что обусловлено высокими требованиями, предъявляемыми к шероховатости хромируемых в размер плунжеров или плунжерных пар.
Технической задачей, решаемой настоящим изобретением в части способа, является повышение параметров процесса хромирования, в том числе повышение микротвердости, скорости осаждения и износостойкости покрытий плунжеров и плунжерных пар.
Указанная задача относительно способа решается тем, что хромирование детали осуществляют при ее вращении с линейной скоростью любой точки обрабатываемой поверхности, равной 0,3 - 0,7 м/мин.
Также известно устройство для хромирования плунжеров и плунжерных пар, включающее ванну для электролита с установленными по ее длине парами параллельно расположенных анодов и систему подвесок обрабатываемых деталей, а также систему электропитания, соответствующие выходы которой электрически связаны с анодами и с обрабатываемыми деталями, и привод для перемещения деталей (3). Это устройство является наиболее близким к заявленному. В данном случае обрабатываемые детали представляют собой катоды. В процессе работы обрабатываемые детали перемещаются через ванну с электролитом. Недостатком данного устройства является то, что деталь совершает качательное движение, что не позволяет получить необходимую высокую степень микротвердости и износостойкости покрытий.
Технической задачей, решаемой настоящим изобретением в части устройства, является повышение качества получаемого покрытия, в том числе повышение микротвердости, скорости осаждения и износостойкости покрытий плунжеров и плунжерных пар.
Указанная задача относительно заявленного устройства решается тем, что детали сообщают вращательное движение посредством привода с регулируемой частотой вращения, который посредством клиноременной передачи сообщен со всеми шкивами системы подвесок обрабатываемых деталей.
Поиск, проведенный по техническим источникам информации, показал, что заявленные совокупности относительно способа и устройства неизвестны, т.е. они соответствуют условию патентоспособности изобретения "новизна". Поскольку способ реализуется посредством известных приемов, а устройство - посредством известных узлов, то заявленное соответствует условию "промышленная применимость". А так как решение поставленной задачи появилось в результате проведения опытов, т.е. было неочевидно для специалистов, то заявленное соответствует условию "изобретательский уровень".
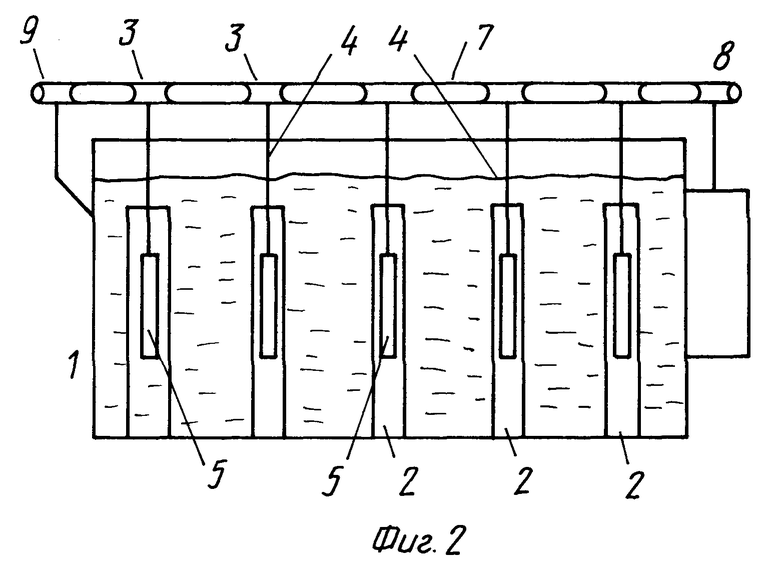
На фиг. 1 представлен общий вид устройства, предназначенного для реализации заявленного способа, на фиг. 2 - то же, вид сбоку.
Устройство для хромирования плунжеров и плунжерных пар включает ванну 1 для электролита и установленными по ее длине парами параллельно расположенных анодов 2 и систему подвесок обрабатываемых деталей, каждая из которых имеет горизонтально расположенный шкив 3, установленный с возможностью его вращения относительно вертикальной оси и скрепленный с держателем 4 обрабатываемой детали 5, а также систему электропитания /не показана/, соответствующие выходы которой электрически связаны с анодами 2 и с обрабатываемыми деталями 5, привод 6 с регулируемой частотой вращения, например, электропривод с тиристорным регулятором частоты вращения и индикатором данной частоты вращения, в частном случае, с автоматической подстройкой данной частоты вращения, что широко распространено во всех системах электроавтоматики и электроприводов. Посредством клиноременной передачи 7 и приводного ролика 8 выход привода 6 сообщен со всеми шкивами 3 системы подвесок обрабатываемых деталей. Натяжной ролик 9 в данном случае позволяет установить требуемое натяжение ремня 7. В данном случае на чертежах не показана фиксация каждой подвески со шкивом 3 относительно ванны 1, которую можно осуществить, в частном случае, посредством параллельных планок, расположенных над ванной 1, в которых на продолжениях упомянутых вертикальных осей вращения шкивов 2 укреплены подшипники и эти оси укреплены с возможностью вращения в данных подшипниках. Для увеличения производительности аноды 2 могут располагаться по три параллельными рядами и между двумя параллельными анодами 2 располагается подвеска с деталью 5, т.е. в данном случае каждый средний анод 2 в каждом ряду работает в паре и с соответствующим крайним анодом 2 и из трех анодов 2 получается две пары для обработки двух деталей 5.
При работе данного устройства предложенный способ реализуется следующим образом.
В ванну 1 заливают электролит, содержащий хромовый ангидрид и серную кислоту при соотношении по массе между ними 100 : 1, при содержании хромового ангидрида 150 - 250 г/л и серной кислоты - 1,5 - 2,5 г/л, /приготовление электролита описано в (1) см. с. 125 - 126/. После чего обрабатываемые детали 5 - плунжеры и плунжерные пары укрепляют на держателях 4 и погружают в электролит. Включают привод 6 и приводной ролик 8 начинает вращаться, приводя в движение ремень 7 клиноременной передачи. Устанавливают скорость перемещения клиноременной передачи 7 такой, чтобы шкивы 3 вращались с линейной скоростью обрабатываемой поверхности, равной 0,3 - 0,7 м/мин, что определяется экспериментально для конкретного привода и тарируется для последующего управления приводом в ручном или автоматическом режиме. Плотность тока при этом устанавливают в пределах 80 - 140 А/дм2 при температуре электролита 50 - 55oC. При этом на поверхность деталей 5 наносится равномерное покрытие при выходе по току до 40 - 45%, что превышает аналогичный показатель для стандартного применяемого электролита в 1,5 - 2 раза. Микротвердость покрытий при этом составляет 1300 - 1500 кГ/мм2 при повышении износостойкости в 1,4 - 1,6 раза по сравнению с известными стандартными способами хромирования. Так для плунжеров диаметром 9 мм скорость перемещения любой точки их внешней поверхности составляла 0,5 м/мин и поддерживалась постоянной в ручном режиме при плотности тока, равной 95 - 100 А/дм2 и скорости осаждения покрытия около 0,2 мм/час, что практически в два раза превышает стандартный показатель. Сцепляемость получаемого покрытия с металлической основой при этом повысилась по сравнению со стандартными методами практически в 1,3 - 1,4 раза при твердости покрытия 1380 - 1400 кГ/мм2, выходе по току 42%.
Исследования процесса осаждения хрома из электролита показали, что при линейной скорости поверхности детали, которая подвергается обработке менее 0,3 м/мин процесс хромирования резко замедляется с существенным снижением его параметров, что обуславливается малой степенью перемешивания электролита в зоне нахождения обрабатываемой детали, в то время как при линейной скорости обрабатываемой поверхности более 0,7 м/мин параметры процесса также снижались до контрольных значений, поскольку поток электролита, создаваемый вращением детали, затрудняет осаждение хрома на обрабатываемой поверхности. Эксперименты проводились с деталями, диаметры которых различались практически в восемь раз, в каждом случае граничные параметры способа имели одно и тоже значение.
Таким образом, применение заявленного способа и устройства для его осуществления позволяет с высокой степенью эффективности осуществить процесс хромирования при восстановлении плунжеров и плунжерных пар.
Источники информации:
1. Справочник "Гальванические покрытия в машиностроении", под ред. Шлугера М.А., т. 1, с. 119 - 160.
2. Патент Российской Федерации N 2011695, кл. C 25 D 17/06, 30.04.94.
3. Авторское свидетельство СССР N 123818, C 25 D 5/00, БИ N 21 за 1959.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОЛИТ ДЛЯ ПОЛУЧЕНИЯ ПОКРЫТИЙ НА ОСНОВЕ ХРОМА | 1998 |
|
RU2124073C1 |
| ЭЛЕКТРОЛИТ ДЛЯ ПОЛУЧЕНИЯ ПОКРЫТИЙ НА ОСНОВЕ ХРОМА | 1998 |
|
RU2130090C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ВТУЛКИ ПЛУНЖЕРНОЙ ПАРЫ ТОПЛИВНОГО НАСОСА ВЫСОКОГО ДАВЛЕНИЯ ДИЗЕЛЕЙ | 1998 |
|
RU2129941C1 |
| Способ электролитического хромирования деталей типа тел вращения | 1989 |
|
SU1768666A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ И УПРОЧНЕНИЯ СТАЛЬНЫХ ДЕТАЛЕЙ | 1999 |
|
RU2154695C1 |
| ЭЛЕКТРОЛИТ ДЛЯ НАНЕСЕНИЯ ХРОМОВЫХ ПОКРЫТИЙ | 2005 |
|
RU2275444C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГАЛЬВАНИЧЕСКИХ ФРАКТАЛЬНЫХ ПОКРЫТИЙ ХРОМА | 2003 |
|
RU2253704C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЭЛЕКТРОХИМИЧЕСКОГО ХРОМ-АЛМАЗНОГО ПОКРЫТИЯ | 2015 |
|
RU2585608C1 |
| Способ плазменно-электрохимического формирования наноструктурированного хромового покрытия и устройство для реализации способа | 2021 |
|
RU2771409C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ЭЛЕКТРОХИМИЧЕСКИХ ПОКРЫТИЙ ИЗ САМОРЕГУЛИРУЮЩИХСЯ ЭЛЕКТРОЛИТОВ ХРОМИРОВАНИЯ | 2004 |
|
RU2283373C2 |
Изобретение относится к электрохимии, а именно к методам и средствам гальванотехники, применяемым в процессах восстановления деталей. Способ включает помещение обрабатываемой детали в электролит и пропускание электрического тока между этой деталью, являющейся катодом, и погруженным в электролит анодом, при этом деталь приводит во вращение с линейной скоростью любой точки обрабатываемой поверхности, равной 0,3 - 0,7 м/мин. Устройство для реализации способа включает ванну для электролита с установленными по ее длине парами параллельно расположенных анодов и систему подвесок для обрабатываемых деталей. Каждая из подвесок имеет горизонтально расположенный шкив, установленный с возможностью его вращения относительно вертикальной оси и скрепленный с держателем детали. Система электропитания сообщена с анодами и с обрабатываемыми деталями. Привод с регулируемой частотой вращения посредством клиноременной передачи сообщен со всеми шкивами системы подвесок для обрабатываемых деталей. При этом повышается микротвердость и износостойкость восстановленных плунжеров и плунжерных пар. 2 с.п. ф-лы, 2 ил.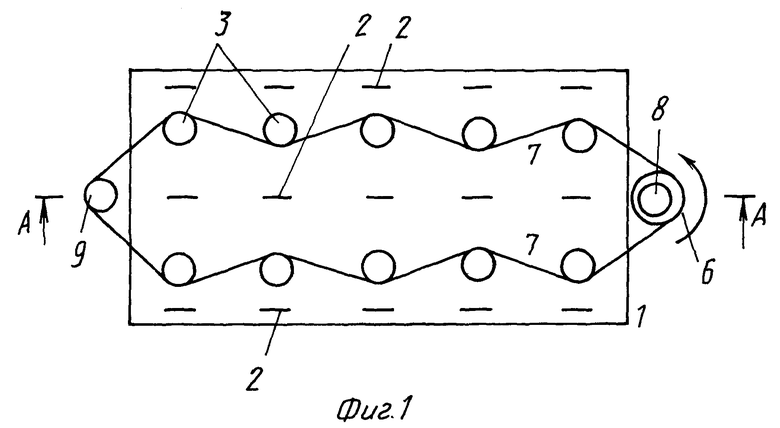
| Способ размеренного хромирования и устройство для его осуществления | 1959 |
|
SU123818A1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ЭЛЕКТРОХИМИЧЕСКИХ ПОКРЫТИЙ НА ШЕЙКИ КОЛЕНЧАТОГО ВАЛА | 1991 |
|
RU2011695C1 |
| 0 |
|
SU319644A1 | |
| Способ нанесения гальваническихпОКРыТий | 1978 |
|
SU815089A1 |
