Изобретение относится к области технологии хромирования плунжеров топливных насосов тракторов.
Применяемые способы размерного хромирования не обеспечивают получения достаточно равномерного, заданной толщины покрытия изделий сложной конфигурации, что требует последующей доводки щлифованием и полированием.
Описываемые способ размерного хромирования с применением движущихся анодов и перемещением в процессе электролиза обрабатываемых изделий и устройство для осуществления этого способа позволяют осуществлять размерное хромирование деталей сложной конфигурации, например плунжеров тонливиых насосов трактора, с заданной толщиной покрытия по всей поверхности изделия, что устраняет иеобходимость в последующей доводке шлифованием или полированием до заданных размеров. Достигается это тем, что электролиз осуществляют при одновременном непрерывном движении как анодов, так и изделий, сообщая им возвратно-поступательное движение или реверсивный иоворот на определенный угол, применяя для осуществления электролиза устройство с постояииыми контактами, снабженными гибкими проводниками.
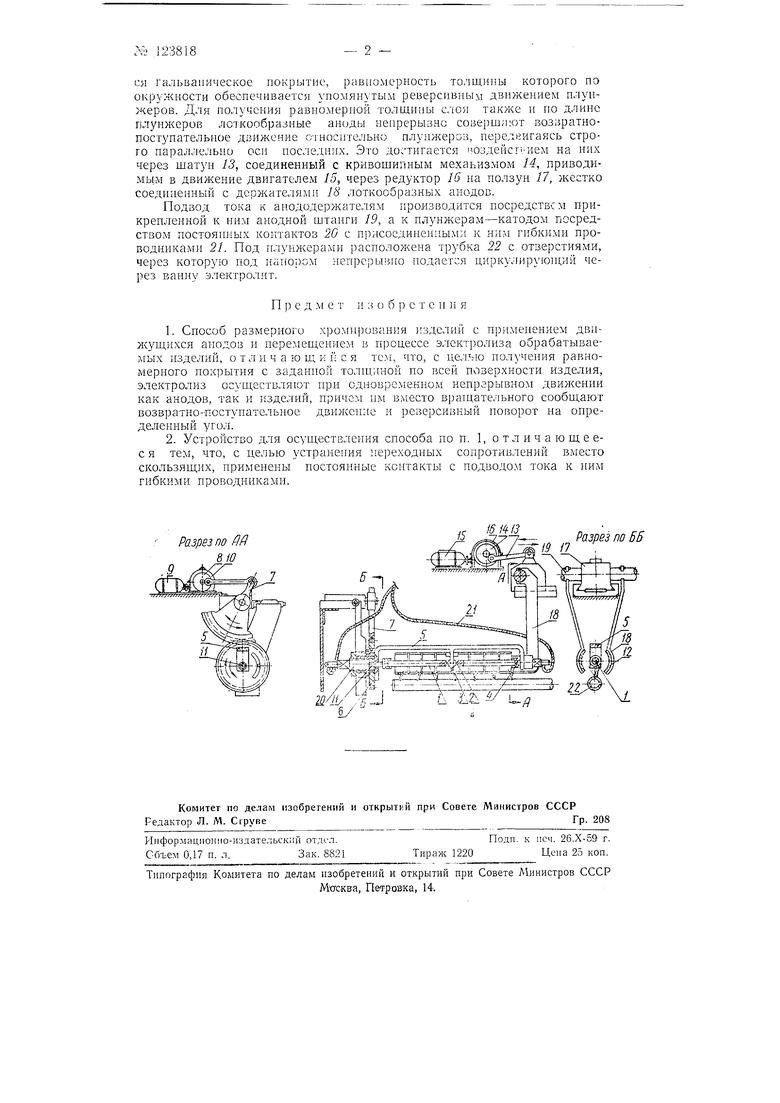
Подлежащие хромированию илунлсеры / (см. чертеж) попарно устанавливают между центрами 2 экранно перегородки 3 и контактными гнездами 4 катодной иолурамки 5, закрепленной на илестерне 5; последняя находится в зацеплении с зубчатым сектором 7, совершающим качательное движение при помощи кривошипного устройства 8, приводимого в движение от электродвигателя 9 через редуктор 10. Вследствие этого контактные гнезда 4, закрепленные на оси , жестко соединенной с шестерней 6, будут непрерывно совершать реверсивный поворот на соответствующий угол, поворачивая на такой же угол установленные в них хромируемые плунжеры 1.
Поскольку плунжеры, являющиеся катодами, находятся между лоткообразными анодами 12 и погружены в электролит, на них осаждаетCM гальваническое покрытие, равпомерноеть толщины которого по окружности обеопечиваетея упомянутым реверсивным движением плунжеров. Для получения равномерной толщины слоя также н но длине плунжеров лоткообразные аноды непрерывно соверщлют возвратнопоступательное движение относительно плунжеров, передвигаясь строго параллельно оси последних. Это достигается иоздейсг -ием на них через щатун 13, соединенный с кривошипным механизмом 14, приводимьш в движение двигателем /5, через редуктор 16 на ползун 17, жестко соединенный с держателями 18 лоткообразных анодов.
Подвод тока к анододержателям производится посредстве м прикрепленной к ним анодной штанги 19, а к нлунжерам-катодом посредством ПОСТОЯ1П-1ЫХ контактов 2G с присоединенпым; к ним гибкими проводниками 21. Под плунжерами расположена трубка 22 с отверстиями, через KOTOpyio под нагюром непрерывно подается циркулируюп1,ий через ванну электролит.
П J5 е д м е т и з о б р е т е и и я
1.Способ размерного хромп)ования изделий с применением движущихся аподов и перемещением в процессе электролиза обрабатываемых изделий, отличающийся тем, что, с целью получения равномерного покрытня с заданной толнщной по всей поверхностн изделия, электролиз осуществляют прн одновременном непрерывном движенни как анодов, так и изделий, причем им вместо вращательного сообщают возвратно-поступательное движепие и реверсивный поворот на определенный угол.
2.Устройство для осуществления способа по п. 1, о т л и ч а ю щ е ес я тем, что, с целью устрапепия переходных сопротивлений вместо скользящих, применены постоянные контакты с подводом тока к ним гибкими проводниками.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ХРОМИРОВАНИЯ ПЛУНЖЕРОВ И ПЛУНЖЕРНЫХ ПАР И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2130514C1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЯ НА ИЗДЕЛИЯ С ПОВЕРХНОСТЬЮ ДВОЙНОЙ КРИВИЗНЫ | 1998 |
|
RU2156836C1 |
| Способ плазменно-электрохимического формирования наноструктурированного хромового гладкого покрытия | 2021 |
|
RU2773545C1 |
| Способ плазменно-электрохимического формирования наноструктурированного хромового покрытия и устройство для реализации способа | 2021 |
|
RU2771409C1 |
| Роботизированный комплекс для формирования наноструктурированных хромовых покрытий | 2022 |
|
RU2786270C1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО ХРОМИРОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2275446C2 |
| УЛЬТРАЗВУКОВАЯ УСТАНОВКА ДЛЯ ОБРАБОТКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ТРУБ | 1992 |
|
RU2042742C1 |
| Способ хромирования роторов винтовых гидромашин | 2014 |
|
RU2622216C2 |
| Способ размерного хромирования гильз цилиндров авиадвигателей | 1948 |
|
SU128706A1 |
| Устройство для изготовления многослойных изделий | 1986 |
|
SU1438636A3 |
Разрез по ЙД Ш
i 7
.k Si:30:3,....u e S3;- :&tSq;-;-f ;;:T: - Цг 1 ч ;-г-- И- 7
16 1 13
